„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Leszek Jaszczyk
Obróbka drewna tartacznego 311[32].Z1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Urszula Przystalska
mgr inż. Sławomir Skorupa
Opracowanie redakcyjne:
mgr inż. Leszek Jaszczyk
Konsultacja:
mgr inż. Teresa Jaszczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[32].Z1.02
Obróbka drewna tartacznego zawartego w modułowym programie nauczania dla zawodu
technik technologii drewna.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Manipulowanie dłużyc oraz wyrzynanie, sortowanie i znakowanie kłód
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
15
4.2. Przygotowanie kłód do przetarcia
16
4.2.1. Materiał nauczania
16
4.2.2. Pytania sprawdzające
17
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
19
4.3. Sporządzanie sprzęgów pił
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
23
4.3.3. Ćwiczenia
23
4.3.4. Sprawdzian postępów
25
4.4. Przecieranie kłód
26
4.4.1. Materiał nauczania
26
4.4.2. Pytania sprawdzające
31
4.4.3. Ćwiczenia
31
4.4.4. Sprawdzian postępów
33
4.5. Wady przetarcia
34
4.5.1. Materiał nauczania
34
4.5.2. Pytania sprawdzające
36
4.5.3. Ćwiczenia
36
4.5.4. Sprawdzian postępów
38
4.6. Obróbka materiałów bocznych
39
4.6.1. Materiał nauczania
39
4.6.2. Pytania sprawdzające
41
4.6.3. Ćwiczenia
41
4.6.4. Sprawdzian postępów
42
4.7. Zasady organizacji pracy w hali przetarcia
43
4.7.1. Materiał nauczania
43
4.7.2. Pytania sprawdzające
44
4.7.3. Ćwiczenia
44
4.7.4. Sprawdzian postępów
44
4.8. Produkcja elementów przeznaczeniowych
45
4.8.1. Materiał nauczania
45
4.8.2. Pytania sprawdzające
46
4.8.3. Ćwiczenia
46
4.8.4. Sprawdzian postępów
48
5. Sprawdzian osiągnięć
49
6. Literatura
54

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Tobie pomocny w nabywaniu umiejętności z zakresu manipulowania
dłużyc oraz wyrzynania, sortowania i znakowania kłód, przygotowania kłód do przetarcia,
sporządzania sprzęgów pił i przecierania kłód, a także obróbki materiałów bocznych. Zostaną
w nim przedstawione również zasady organizacji pracy w hali przetarcia drewna oraz
zagadnienia produkcji elementów przeznaczeniowych.
Jednostka modułowa: Obróbka drewna tartacznego jest zasadniczą jednostką procesu
technologicznego przerobu drewna.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności, które powinieneś posiadać,
aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej, które określają umiejętności, jakie opanujesz
w wyniku procesu kształcenia.
3. Materiał nauczania, który zawiera informacje niezbędne do realizacji zaplanowanych
szczegółowych celów kształcenia, umożliwia samodzielne przygotowanie się do
wykonania ćwiczeń i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy
wskazaną literaturę oraz inne źródła informacji. Obejmuje on również:
−
pytania sprawdzające wiedzę niezbędną do wykonania ćwiczeń,
−
ćwiczenia z opisem sposobu ich wykonania oraz wyposażenia stanowiska pracy,
−
sprawdzian postępów, który umożliwi sprawdzenie poziomu Twojej wiedzy po
wykonaniu ćwiczeń.
4. Sprawdzian osiągnięć w postaci zestawu pytań sprawdzających opanowanie umiejętności
z zakresu całej jednostki. Zaliczenie tego jest dowodem umiejętności określonych w tej
jednostce modułowej.
5. Wykaz literatury dotyczącej programu jednostki modułowej.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po zrealizowaniu celów kształcenia spróbuj zaliczyć sprawdzian z zakresu jednostki
modułowej. Wykonując sprawdzian postępów powinieneś odpowiadać na pytania tak lub nie,
co oznacza, że osiągnąłeś cele kształcenia w wyniku zorganizowanego procesu nauczania-
uczenia się lub nie.
Bezpieczeństwo i higiena pracy
W czasie pobytu w hali przetarcia surowca drzewnego jak również przy manipulacji
dłużyc, wyrzynaniu, sortowaniu i znakowaniu kłód musisz przestrzegać regulaminów,
przepisów
bezpieczeństwa
i
higieny
pracy
oraz
instrukcji
przeciwpożarowych,
obowiązujących podczas poszczególnych rodzajów prac.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
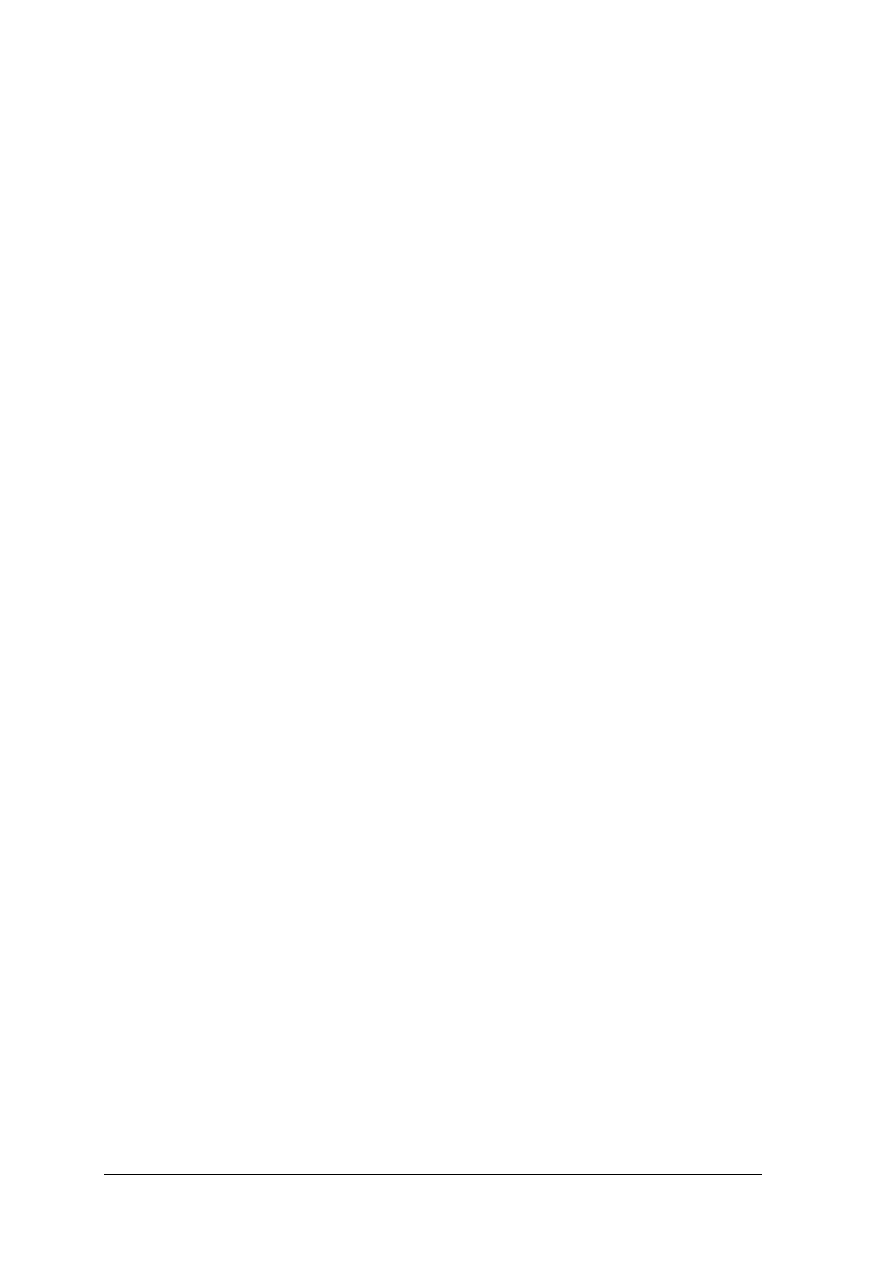
Schemat układu jednostek modułowych
311[32].Z1.06
Chemiczny przerób drewna
311[32].Z1.05
Technologia tworzyw
drzewnych
311[32].Z1.02
Obróbka drewna
tartacznego
311[32].Z1.04
Suszenie drewna
Moduł 311[32].Z1
Technologia przerobu
drewna
311[32].Z1.01
Dostawa i odbiór drewna
okrągłego
311[32].Z1.03
Sortowanie materiałów
tartych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
stosować narzędzia pomiarowe zgodnie z ich przeznaczeniem,
−
rozpoznawać gatunki drewna,
−
organizować stanowisko pracy zgodnie z zasadami bhp,
−
posługiwać się normami,
−
wykonywać i odczytywać szkice, schematy i rysunki,
−
rozróżniać typowe części i zespoły maszyn,
−
sprawdzić oznaczenia, jakość i wymiary surowca,
−
określić przeznaczenie sortymentów drewna okrągłego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozróżnić i dobrać narzędzia do operacji technologicznych,
−
sprawdzić przeprowadzić manipulacje drewna okrągłego,
−
dokonać sortymentacji kłód iglastych i liściastych,
−
oznakować kłody,
−
zaprojektować przygotowanie kłód do przetarcia,
−
dobrać sposób przetarcia do określonego sortymentu drewna,
−
ustalić schematy sprzęgów pił,
−
rozwiązać zadania dotyczące sprzęgów pił,
−
wskazać warunki prawidłowego zawieszania pił w ramie pilarki ramowej pionowej,
−
zidentyfikować wady przetarcia i wskazać ich przyczyny,
−
zaplanować proces pozyskania materiałów tartych,
−
określić przydatność obrabiarek i urządzeń do przetarcia określonych sortymentów
surowca,
−
określić i dobrać sposoby transportu międzyoperacyjnego i międzywydziałowego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Manipulowanie
dłużyc
oraz
wyrzynanie,
sortowanie
i znakowanie kłód
4.1.1. Materiał nauczania
Manipulacja dłużyc
Celem manipulacji dłużyc jest zaprojektowanie takiego ich podziału, aby można było
otrzymać kłody:
−
o możliwie jednolitym kształcie,
−
określonej jakości na całej ich długości,
−
o wymiarach dostosowanych do ich przeznaczenia,
co pozwoli uzyskać jak najbardziej uzasadniony pod względem technicznym i ekonomicznym
ich dalszy podział na materiały tarte w hali przetarcia i w halach dalszego przerobu.
Manipulacja dłużyc jest jedną z najważniejszych operacji w procesie produkcyjnym tartaku,
gdyż od jej prawidłowego wykonania w dużym stopniu zależą wyniki pracy całego tartaku.
Wysoki stopień trudności operacji manipulacji polega na tym, że obok dokładnej
znajomości wszystkich cech i wad drewna, ich umiejscowienia w dłużycy oraz wpływu na
przydatność drewna do określonych celów produkcyjnych, manipulant (brakarz) musi być
dokładnie zorientowany w bieżących zadaniach tartaku, musi umieć szybko oceniać
przydatność poszczególnych dłużyc, a nawet niektórych ich części do wykonania tych zadań,
jak też równie szybko kalkulować, jaki podział będzie miał najkorzystniejszy wpływ na
ogólny wynik produkcji. Należy pamiętać, że przeprowadzona manipulacja ma skutki
nieodwracalne, stąd jej wadliwe przeprowadzenie ma zasadniczy wpływ na wyniki produkcji.
Podstawowe zasady manipulacji dłużyc są następujące:
−
każda dłużyca musi być traktowana indywidualnie, ponieważ drewno nie jest materiałem
jednolitym i każda dłużyca wykazuje cechy i wady w układzie tylko dla niej właściwym,
−
należy uwzględniać właściwości i cechy charakterystyczne dla każdego rodzaju drewna,
−
ponieważ wady o największym nasileniu mają decydujące znaczenie przy wyznaczaniu
podziału dłużycy na kłody, należy przed wszystkim zwracać uwagę na sęki, guzy
i krzywizny, na stopień zbieżystości, wielkość skrętu włókien, strukturę drewna oraz
obecność wad ukrytych, których występowanie można w pewnym stopniu określić na
podstawie zewnętrznych zniekształceń kory,
−
wady występujące na powierzchni drewna powinny być rozłożone równomiernie na całej
długości kłody albo zgrupowane w jednej jej połówce,
−
wady pojedyncze o większych wymiarach lub ich zgrupowania powinny układać się
w kłodzie w taki sposób, aby w czasie przetarcia można je było umiejscowić w jak
najmniejszej liczbie sztuk tarcic,
−
cechy struktury drewna oraz jego naturalny kształt (krzywizny) należy wykorzystać przy
formowaniu kłód o specjalnym przeznaczeniu,
−
manipulację dłużyc należy rozpoczynać od odziomka lub miejsca, w którym można
wyznaczyć kłodę na specjalnie poszukiwane sortymenty [3, s. 58].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Formowanie kształtu kłód
Podział dłużycy na kłody tartaczne powinien doprowadzić do uzyskania odcinków dłużyc
o kształcie jak najbardziej zbliżonym do postaci walca, a więc do otrzymania kłód o jak
najmniejszej strzałce krzywizny i możliwie równomiernej zbieżystości na całej długości
kłody. Wymanipulowanie nadmiernych krzywizn, czyli tzw. „prostowanie” kłód ma na celu:
−
ułatwienie rozpiłowywania kłód,
−
produkowanie tarcicy o możliwie najmniejszej krzywiźnie,
−
uzyskanie maksymalnej wydajności materiałowej przy przetarciu.
Manipulant powinien dążyć do uzyskiwania kłód o jak najmniejszej strzałce krzywizny,
jednocześnie musi pamiętać, aby eliminowanie krzywizn nie doprowadziło do otrzymania
nadmiernej ilości kłód krótkich, gdyż powoduje to obniżenie wartości tarcicy. Należy
najpierw określić rodzaj krzywizny (jednostronna, wielostronna), ustalić wielkość strzałki
oraz przydatność określonych części dłużyc do produkcji żądanych sortymentów tarcicy.
Następnie przystępuje się do zaprojektowania podziału dłużycy i krzywizny kolejnych kłód.
Jeśli dłużyca wykazuje krzywiznę dwu- lub wielostronną, należy najpierw ustalić jej podział
na odcinki z krzywizną jednostronną, a następnie podział na kłody.
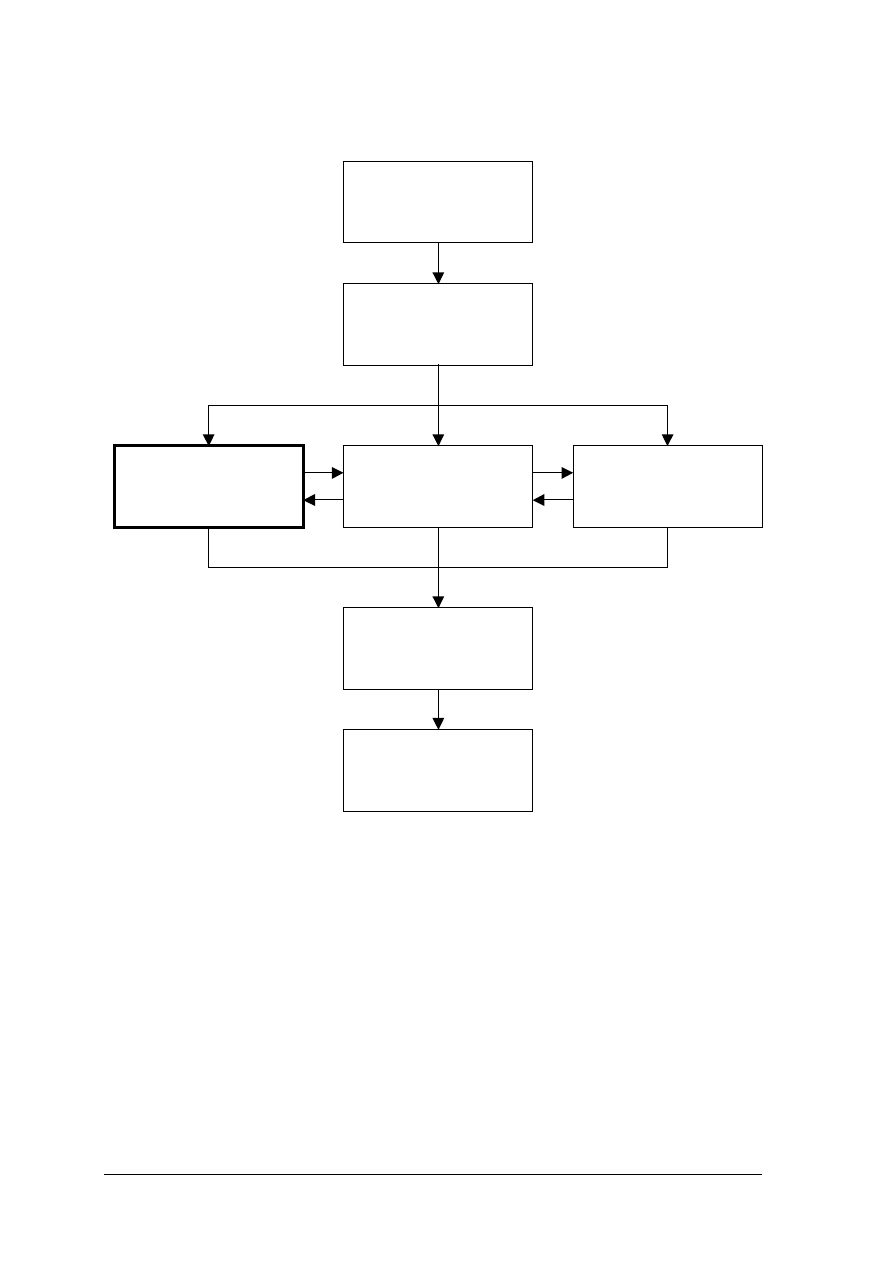
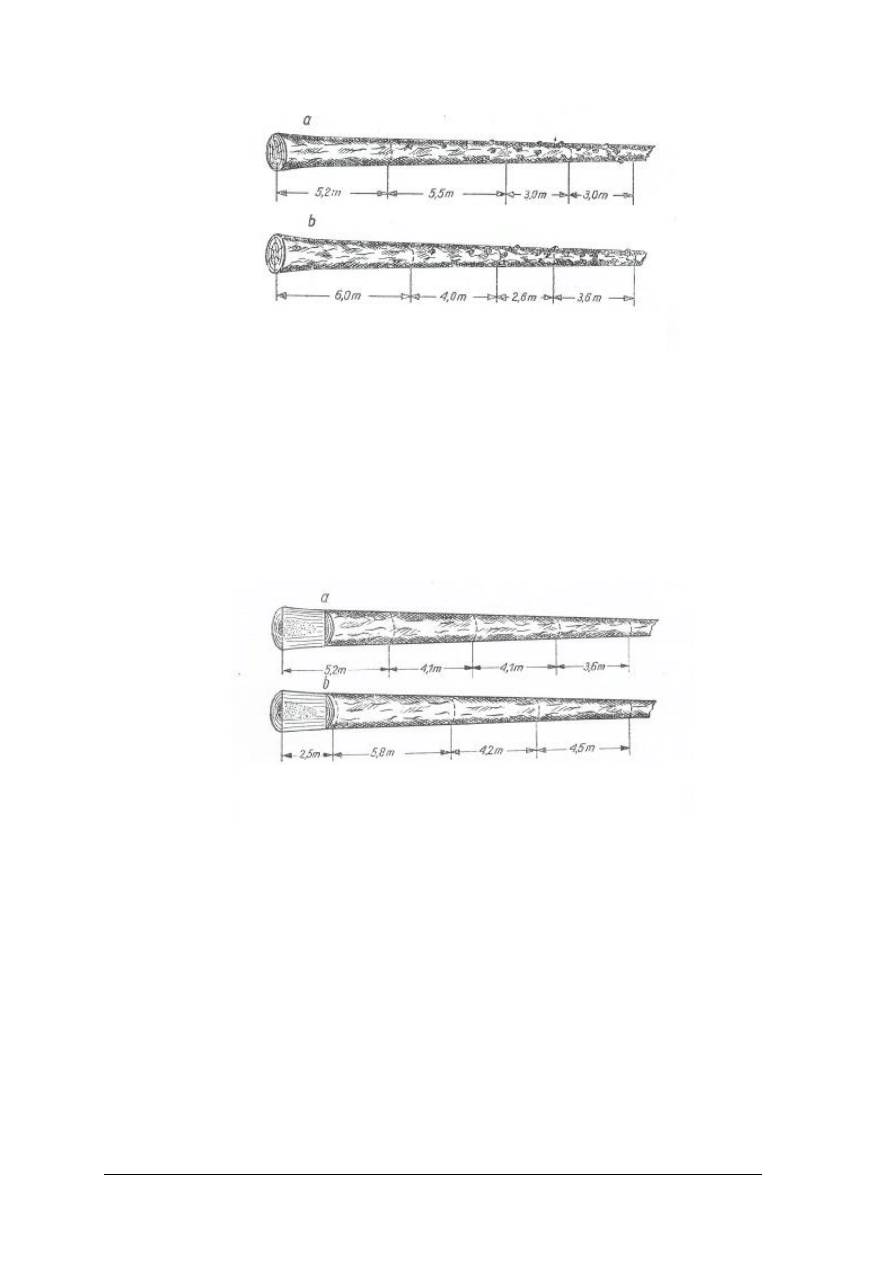
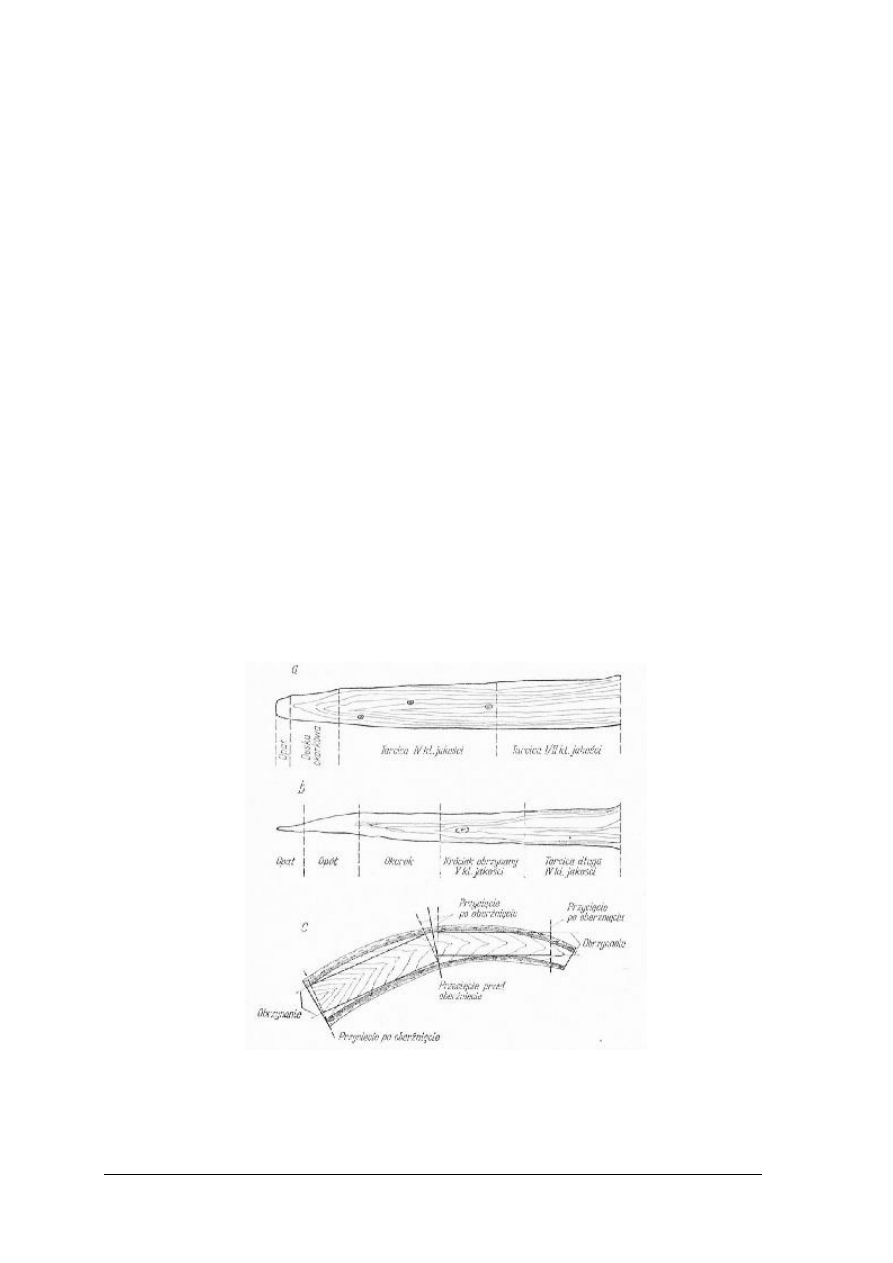
Rys. 1. Eliminowanie krzywizny jednostronnej: a –
zmniejszenie strzałki krzywizny przy manipulacji na trzy
kłody, b – na dwie kłody [3, s. 60]
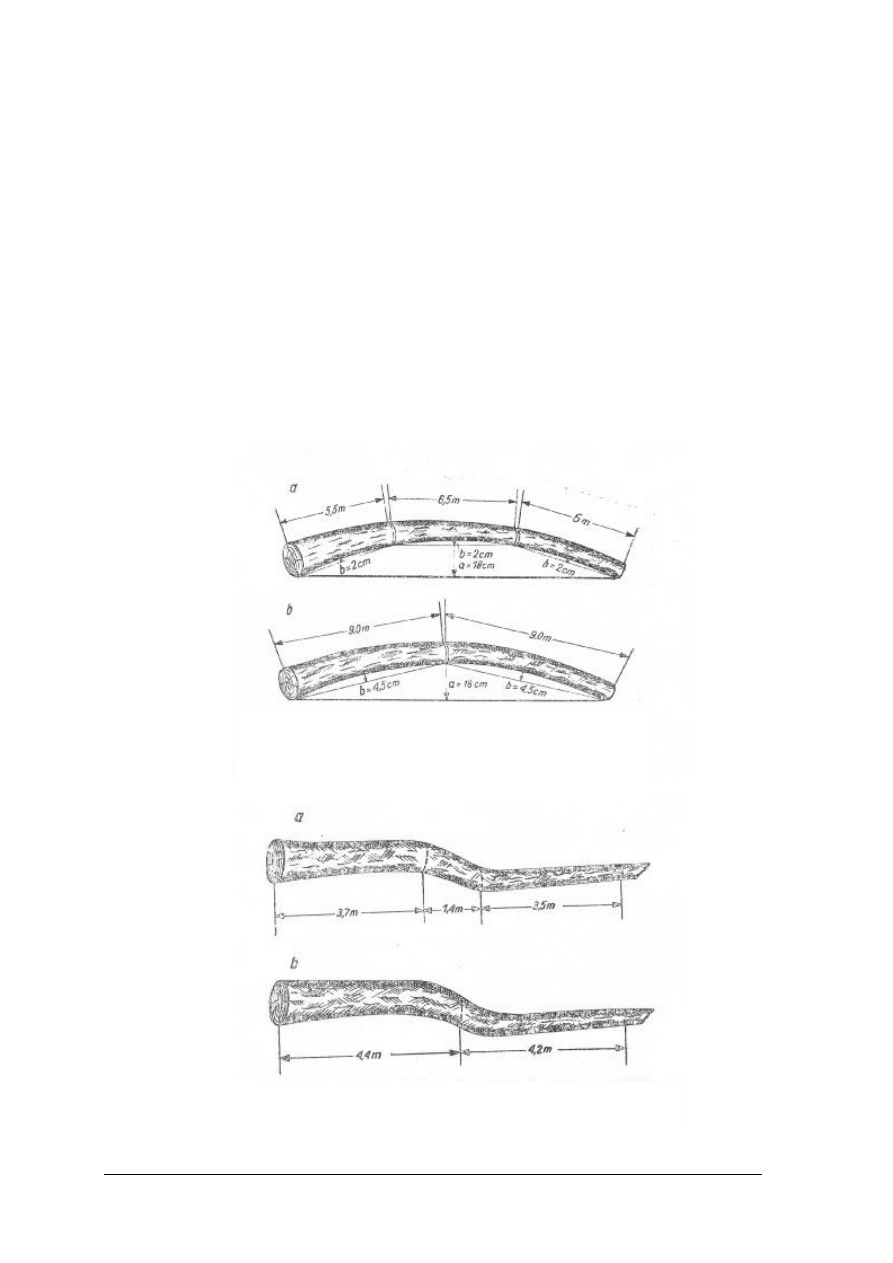
Rys. 2. Eliminowanie krzywizny kolankowej: a – prawidłowe,
b – wadliwe [3, s. 61]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Proponowane rzazy dzielące dłużycę na kłody należy wyznaczać w miejscach:
−
rozpoczynania się lub zakończenia krzywizny,
−
największej strzałki krzywizny,
−
zmiany kierunku krzywizny.
Mniejszą rolę niż krzywizna odgrywa zbieżystość. W granicach do 1 cm/m traktuje się ją
jako normalną i nie wymagającą eliminowania. Poszczególne części dłużycy (odziomkowa,
środkowa, wierzchołkowa) charakteryzują się różnymi stopniami zbieżystości. W części
odziomkowej często występuje szczególnie duża zbieżystość spowodowana występowaniem
napływów korzeniowych i zwiększeniem wskutek tego średnicy pnia przy szyi korzeniowej.
Część środkowa ma zwykle najmniejszą zbieżystość. Jej kształt jest najbardziej zbliżony do
walca. W części wierzchołkowej występuje duża zbieżystość. Jednocześnie wraz z nią
pojawiają się i inne cechy, inaczej ukształtowane niż w części środkowej, jak np. sęki. Tak
więc podział dłużycy na te trzy podstawowe części uwzględnia nie tylko różnice w stopniu
zbieżystości, ale przede wszystkim jakość drewna [3, s. 62].
Wydzielanie jakości
Podział dłużyc na kłody pod względem jakości drewna ma na celu sformowanie kłód
przydatnych na całej ich długości do produkcji określonych grup sortymentów tarcicy, tzn.
o zasięgu i rozmieszczeniu wad i cech drewna umożliwiającym wyprodukowanie z nich
tarcicy o określonym przeznaczeniu. Poszczególne wady i cechy drewna przy wydzielaniu
jakości i określaniu przydatności kłód mają różne znaczenie. Należą do nich: sęki, zgnilizna
wewnętrzna, zaparzenie, fałszywa twardziel, zabitki.
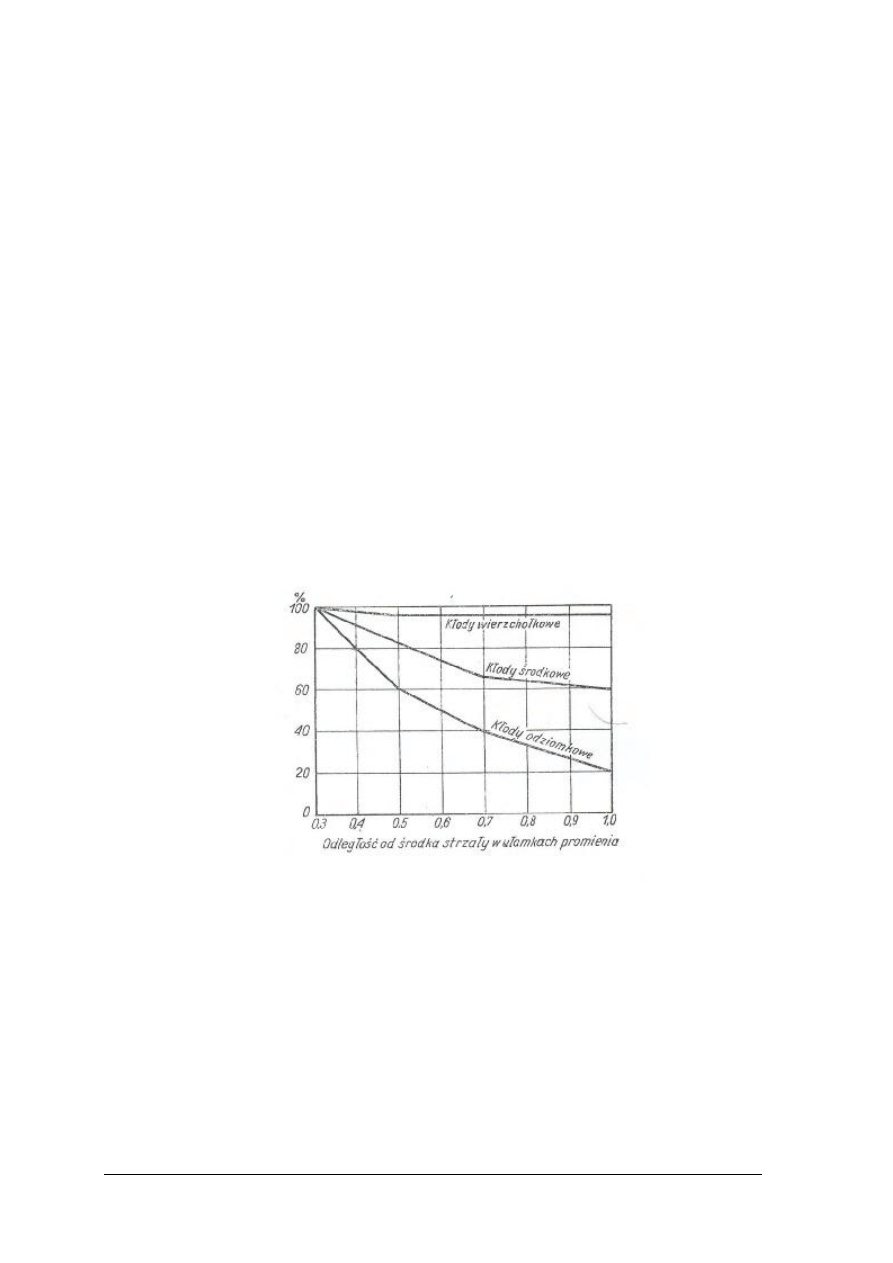
Sęki mają największe znaczenie dla jakości drewna tartacznego, ponieważ ich wielkość,
rozmieszczenie oraz stan zdrowotny odgrywają zasadniczą rolę przy klasyfikacji i sortowaniu
tarcicy.
Najpoważniejszą wadą są sęki zepsute i nie zrośnięte z otaczającą je tkanką drzewną.
Obniżają one wytrzymałość i jednolitość tarcicy, zmniejszając jej jakość w znacznie
większym stopniu niż sęki zdrowe i dobrze wyrośnięte.
Rys. 3. Zależność rozmieszczenia sęków na przekroju
poprzecznym strzały od odległości od środka
przekroju [3, s. 65]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Zgnilizna wewnętrzna w drewnie drzew iglastych ma postać zgnilizny korzeniowej albo
zgnilizny strzały. Zgnilizna korzeniowa jest usuwana poprzez odcięcie części nadmiernie
porażonych. Zgniliznę strzały eliminuje się przez wyznaczenie podziału dłużyc na kłody
w miejscach, w których spodziewany jest koniec zasięgu wady. Oprócz zasięgu należy
również brać pod uwagę stopień rozkładu drewna wywołany zgnilizną. Drewno porażone
przez zgniliznę twardą powinno być przeznaczone na nie obrzynaną tarcicę hubiastą,
natomiast obecność zgnilizny miękkiej jest w zasadzie niedopuszczalna.
Zgnilizna wewnętrzna w drewnie drzew liściastych wymaga od manipulanta dużego
doświadczenia. Po stwierdzeniu jej w dłużycy musi on określić jej rodzaj (twarda czy
miękka), stopień rozkładu, a dopiero potem przeprowadzić manipulację dłużycy na kłody.
Zgnilizna bielu występuje w drewnie drzew iglastych oraz twardzielowych liściastych.
W drewnie drzew iglastych kwalifikuje je do produkcji tarcicy tylko gorszych klas jakości.
W tarcicy dębowej i wiązowej wada ta nie ma znaczenia, natomiast w drewnie jesionowym
ma zasadnicze znaczenie. W czasie manipulacji dłużyc i wyrzynki kłód zgnilizny bielu nie
eliminuje się. Eliminacja następuje w toku dalszej obróbki drewna.
Zaparzenie, zgnilizna marmurkowa i miękka występują tylko w drewnie drzew
liściastych beztwardzielowych. Eliminuje się je przez wycięcie z dłużyc części objętych
wadami i stopniem rozkładu porażonego drewna.
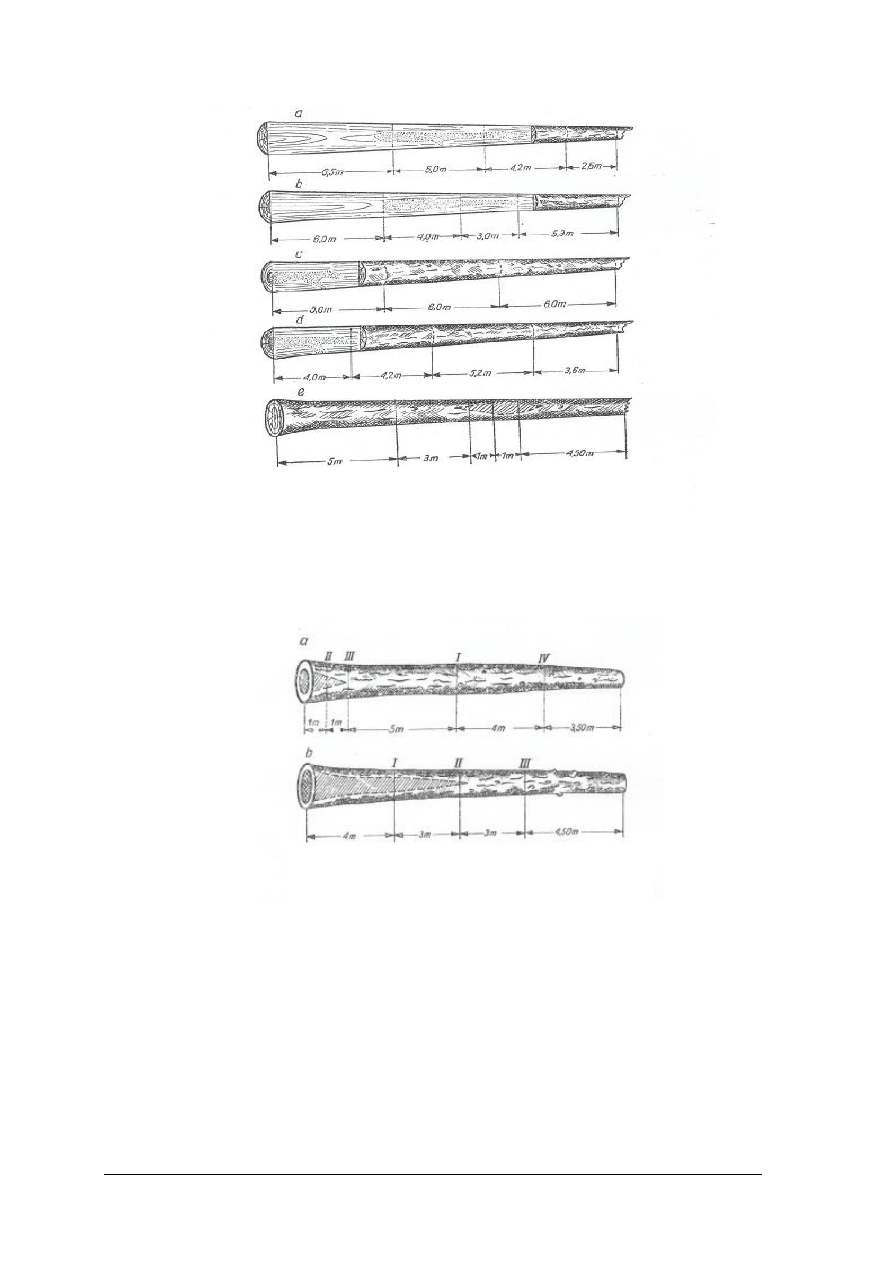
Rys. 4. Manipulacja dłużycy drewna iglastego uwzględniająca
rozmieszczenie sęków: a – prawidłowa, b – wadliwa [3, s. 67]
Rys. 5. Manipulacja dłużycy z uwzględnieniem zgnilizny
korzeniowej: a – prawidłowa, b – wadliwa [3, s. 68]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Fałszywa twardziel to pospolita wada w beztwardzielowym drewnie drzew liściastych,
szczególnie bukowym. Jest ona niedopuszczalna w sortymentach przeznaczonych do obróbki
gięciem, a w tarcicy przeznaczonej na wyroby stolarskie może być dopuszczona tylko
z uwzględnieniem zastrzeżeń podanych w normach.
Zabitki w drewnie drzew iglastych występują najczęściej w partii odziomkowej.
Stanowią wadę o nieznacznym wprawdzie zasięgu, ale ważną, bo występującą
w najcenniejszej części drewna. W drewnie drzew liściastych zabitki stanowią poważniejszą
wadę, ponieważ często towarzyszy im zgnilizna.
Rys. 6. Manipulacja dłużyc wykazujących zgniliznę strzał: a
– wadliwa – zgnilizna w środkowej części, b – prawidłowa –
zgnilizna w środkowej części, c – wadliwa – zgnilizna w
części odziomkowej, d – prawidłowa – zgnilizna w części
odziomkowej, e – ze zgnilizną od sęka „deresza” [3, s. 69]
Rys. 7. Manipulacja dłużyc drzew liściastych
wykazujących zgniliznę na czole odziomkowym: a –
porażenie słabe, b – porażenie silne, I do IV kolejność
rzazów [3, s. 71]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Ustalanie wymiarów kłód
W czasie manipulacji dłużyc następuje ustalenie dwóch podstawowych wymiarów kłód:
średnicy w cieńszym końcu oraz długości przy jednoczesnym uzyskaniu jednolitości kształtu
i jakości drewna kłody.
Średnica w cieńszym końcu ma decydujące znaczenie przy przecieraniu kłód na pilarkach
ramowych pionowych, gdyż odpowiednio do wymiarów kłód dobiera się później sprzęgi pił.
Wymiary średnic w cieńszym końcu ustala się w dwojaki sposób. Przy manipulacji dłużyc na
kłody przeznaczone do produkcji materiałów tartych ogólnego przeznaczenia w pierwszym
rzędzie uwzględnia się wymagania dotyczące jednolitości kształtu i jakości kłód, a następnie
po wyznaczeniu miejsc rzazów ustala się średnice tych kłód w ich cieńszych końcach.
Przy produkcji materiałów przeznaczeniowych, a więc sortymentów tarcicy
o określonych wymiarach i przeznaczeniu, najpierw mierzy się średnicę manipulowanej
dłużycy, ustalając od którego miejsca i na jakiej długości średnica ta nadaje się do
wyprodukowania żądanego sortymentu, a dopiero w drugiej kolejności sprawdza się, czy
odcinek dłużycy o odpowiedniej średnicy nie wykazuje wad dyskwalifikujących w produkcji
tego sortymentu. W tartakach wyposażonych w linie pilarek taśmowych można w ogóle nie
rozsortowywać kłód według wymiarów średnicy w cieńszym końcu, ponieważ obrabiarki te
pracują jedną piłą.
W produkcji tarcicy ogólnego przeznaczenia długość kłód ma mniejsze znaczenie od ich
średnic w cieńszym końcu. Długość kłód przeznaczonych do produkcji tarcicy o specjalnym
przeznaczeniu jest z góry określona wymiarem ich długości.
Zasady sortowania kłód
O przeznaczeniu kłód do produkcji określonych sortymentów tarcicy decydują: kształt,
jakość i wymiary. Kłody uzyskane w wyniku podziału dłużyc w czasie wyrzynki muszą być
odpowiednio posegregowane, aby można było zależnie od parku maszynowego prawidłowo
organizować prace hali przetarcia i w optymalny sposób wykorzystać zainstalowane w niej
obrabiarki.
Kłody z drewna drzew iglastych sortowane są zasadniczo na cztery grupy: do produkcji
tarcicy nie obrzynanej, obrzynanej, ogólnego przeznaczenia oraz eksportowej. Każdą grupę
kłód rozsortowuje się na stopnie wymiarowe średnic.
Przy sortowaniu kłód z drewna drzew liściastych zasadnicze znaczenie mają sortymenty
tarcicy przeznaczeniowej. Najważniejsze z nich to: do produkcji półfabrykatów okleinowych,
tarcicy eksportowej, krawędziaków i belek, tarcicy okrętowej, tarcicy technicznej, podkładów
kolejowych. Kłód pozostałych po odsortowaniu do produkcji tarcicy przeznaczeniowej nie
rozsortowuje się na grupy jakościowe. Wyodrębnia się tylko poszczególne rodzaje drewna,
a kłody każdego rodzaju sortuje się na grupy wymiarowe z odstopniowaniem uzależnionym
od parku maszynowego hali przetarcia.
Znakowanie kłód
Po wykonaniu rzazów dzielących dłużyce na kolejne kłody należy ponownie dokonać
oględzin czół kłód i ewentualnie skorygować dotychczasowe ustalenia, a następnie wykonać
znakowanie kłód. Na czole cieńszego końca kłody wykonuje się znaki określające jej długość
i średnicę oraz grupę jakości lub przeznaczenie kłody. Znaki powinny być wykonywane
w sposób trwały, aby można było bez trudu je odczytać przy dalszych operacjach procesu
technologicznego aż do chwili przetarcia kłody bez potrzeby dokonywania dodatkowych
pomiarów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel manipulacji dłużyc?
2. Jak określamy podstawowe zasady manipulacji dłużyc?
3. Jakie zadanie ma wymanipulowanie nadmiernych krzywizn dłużyc?
4. Jak można przedstawić graficznie zasady eliminowania krzywizny jednostronnej?
5. Jak przedstawić graficznie zasady eliminowania krzywizny kolankowej?
6. Jak przedstawić graficznie zasady manipulacji dłużycy uwzględniający rozmieszczenie
sęków?
7. Jak przedstawić graficznie zasady manipulacji dłużycy z uwzględnieniem zgnilizny
korzeniowej i zgnilizny strzały?
8. Jakie znaczenie ma określenie średnicy kłody w cieńszym końcu?
9. Na czym polega znakowanie kłód?
4.1.3. Ćwiczenia
Ćwiczenie 1
Określ podstawowe zasady manipulacji dłużyc tartacznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) przedstawić cel manipulacji dłużyc,
3) określić podstawowe zasady manipulacji dłużyc,
4) przedstawić powyższe w formie opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– arkusz papieru w kratkę formatu A4,
– literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj rysunki przedstawiające prawidłowe zasady eliminowania krzywizn dłużyc.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować narzędzia rysunkowe,
2) zapoznać się z zasadami eliminowania krzywizn,
3) wykonać rysunek dotyczący eliminowania krzywizny jednostronnej,
4) wykonać rysunek dotyczący eliminowania krzywizny kolankowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– przyrządy kreślarskie,
– literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj rysunki przedstawiające zasady manipulacji dłużyc w przypadku występowania
sęków i zgnilizny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować narzędzia rysunkowe,
2) zapoznać się z zasadami manipulacji dłużyc przy występowaniu sęków i zgnilizny,
3) wykonać rysunek dotyczący manipulacji dłużycy uwzględniającej rozmieszczenie sęków,
4) wykonać rysunek dotyczący manipulacji dłużycy z uwzględnieniem zgnilizny
korzeniowej,
5) wykonać rysunek dotyczący manipulacji dłużycy z uwzględnieniem zgnilizny strzały,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– przyrządy kreślarskie,
– literatura z rozdziału 6.
Ćwiczenie 4
Wykonaj znakowanie przykładowych kłód.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z zasadami znakowania kłód,
2) przygotować narzędzia znakujące (lubryka, kreda),
3) przygotować przyrządy pomiarowe (średnicomierz, linijka),
4) wykonać na czole cieńszego końca kłody znaki określające średnicę, długość kłody, grupę
jakości, przeznaczenie,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– narzędzia znakujące (lubryka, kreda),
– przyrządy pomiarowe (średnicomierz, linijka),
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić przedstawić cel manipulacji dłużyc?
¨
¨
2) określić podstawowe zasady manipulacji dłużyc
¨
¨
3) określić znaczenie wymanipulowania nadmiernych krzywizn?
¨
¨
4) przedstawić graficznie zasady eliminowania krzywizny jednostronnej?
¨
¨
5) przedstawić graficznie zasady eliminowania krzywizny kolankowej?
¨
¨
6) przedstawić graficznie zasady manipulacji dłużycy z sękami?
¨
¨
7) przedstawić graficznie zasady manipulacji dłużycy ze zgnilizną?
¨
¨
8) wyjaśnić jakie znaczenie ma określanie średnicy kłody w cieńszym końcu? ¨
¨
9) określić na czym polega znakowanie kłód?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2. Przygotowanie kłód do przetarcia
4.2.1. Materiał nauczania
Przygotowanie kłód do przetarcia obejmuje wszystkie zabiegi, których celem jest
ułatwienie rozpiłowywania kłód na materiały tarte. Prawidłowe przygotowanie kłód
warunkuje pełne wykorzystanie zdolności produkcyjnej wysokosprawnych obrabiarek,
a przede wszystkim bezawaryjne stosowanie urządzeń maszynowych do przemieszczania
kłód i pozyskanych z nich materiałów w halach przetarcia.
Linia uzdatniania kłód powinna zapewniać wykonanie następujących operacji:
−
wykrywanie odłamków metali w drewnie,
−
maszynowe korowanie kłód,
−
redukowanie nieprawidłowości kształtu kłód.
Wykrywanie odłamków metali
W drewnie dostarczanym do tartaków zdarzają się ciała obce w postaci odłamków metali
z broni myśliwskiej i wojskowej, odłamków bomb lotniczych i pocisków artyleryjskich,
gwoździ, haków, zarośniętego drutu itp. Są one na ogół zarośnięte tkanką drzewną, a nie
można ich wykryć na podstawie wyglądu powierzchni kłody. Natrafienie zębów piły na te
przeszkody w trakcie przetarcia powoduje wyłamanie zębów, a nawet pęknięcie brzeszczotu.
Do wykrywania odłamków służą elektromagnetyczne wykrywacze metali. Mogą być to
urządzenia przenośne lub stacjonarne, zamontowane na linii podawczej surowca. Pierścień
wykrywacza można ustawić w ciągu transportowym kłód na dwa sposoby:
−
między stanowiskami pilarki wyrzynającej kłody i sortownikiem kłód,
−
między stanowiskiem korowarki kłód i przenośnikiem podającym kłody do hali
przetarcia.
W pierwszym rozwiązaniu chronione są nie tylko piły, ale również i narzędzia
zdzierające korę w korowarkach. W drugim narzędzia korujące nie są zabezpieczone, ale
średnica okorowanych kłód jest mniejsza i pierścień urządzenia wykrywającego może być
mniejszy. Przed pierścieniem wykrywacza metali należy ustawić pierścień kontrolny, którego
zadaniem jest wyeliminowanie kłód zbyt grubych lub z nadmierną krzywizną, które mogłyby
uszkodzić pierścień wykrywacza.
Wykrycie metalu sygnalizowane jest dźwiękiem. Kłody zawierające elementy metalu po
zrzuceniu z przenośnika podlegają sprawdzeniu przy użyciu przenośnego wykrywacza. Po
zlokalizowaniu miejsca zalegania metalu odłamek wyrąbuje się siekierą lub wypiłowuje
z kłody przenośną pilarką łańcuchową.
Maszynowe korowanie kłód
Korowanie kłód przed przetarciem ma na celu usunięcie kory, która jest niepożądanym
materiałem przy dalszej produkcji wyrobów z drewna, jak również powoduje usprawnienie
pracy pilarek w halach przetarcia. Piły rozpiłowujące okorowane kłody tępią się wolniej
i dzięki temu można stosować większe prędkości posuwu materiału.
Stosuje się dwa główne typy korowarek do maszynowego korowania kłód:
−
korowarki korujące drewno narzędziami zamocowanymi w rotorze, w postaci pierścienia;
kłody są przemieszczane przez środek pierścienia, a obracające się wraz z rotorem
zdzieraki zdejmują z nich korę z łykiem,
−
korowarki korujące drewno narzędziami zamocowanymi w głowicach dociskanych
pneumatycznie lub hydraulicznie do kłód, które są przesuwane i jednocześnie obracane
wokół ich osi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Korowarki rotacyjne wykorzystywane są głównie przy korowaniu kłód z drzew iglastych,
z reguły wykazujących mniejsze krzywizny niż kłody z drzew liściastych, natomiast
korowarki wyposażone w głowice osadzone na ramionach dźwigniowych są przydatne
głównie do korowania kłód drzew liściastych, przeważnie o większych krzywiznach, mniej
regularnych kształtach, o bardziej nierównej powierzchni z dużymi nieregularnościami wokół
dużych sęków.
Stanowisko każdej korowarki do maszynowego korowania kłód musi być tak
zorganizowane i wyposażone, aby można było podawać kłody do korowania pojedynczo
jedna bezpośrednio za drugą, a okorowane na przenośniki podawcze linii obróbczej w hali
przetarcia.
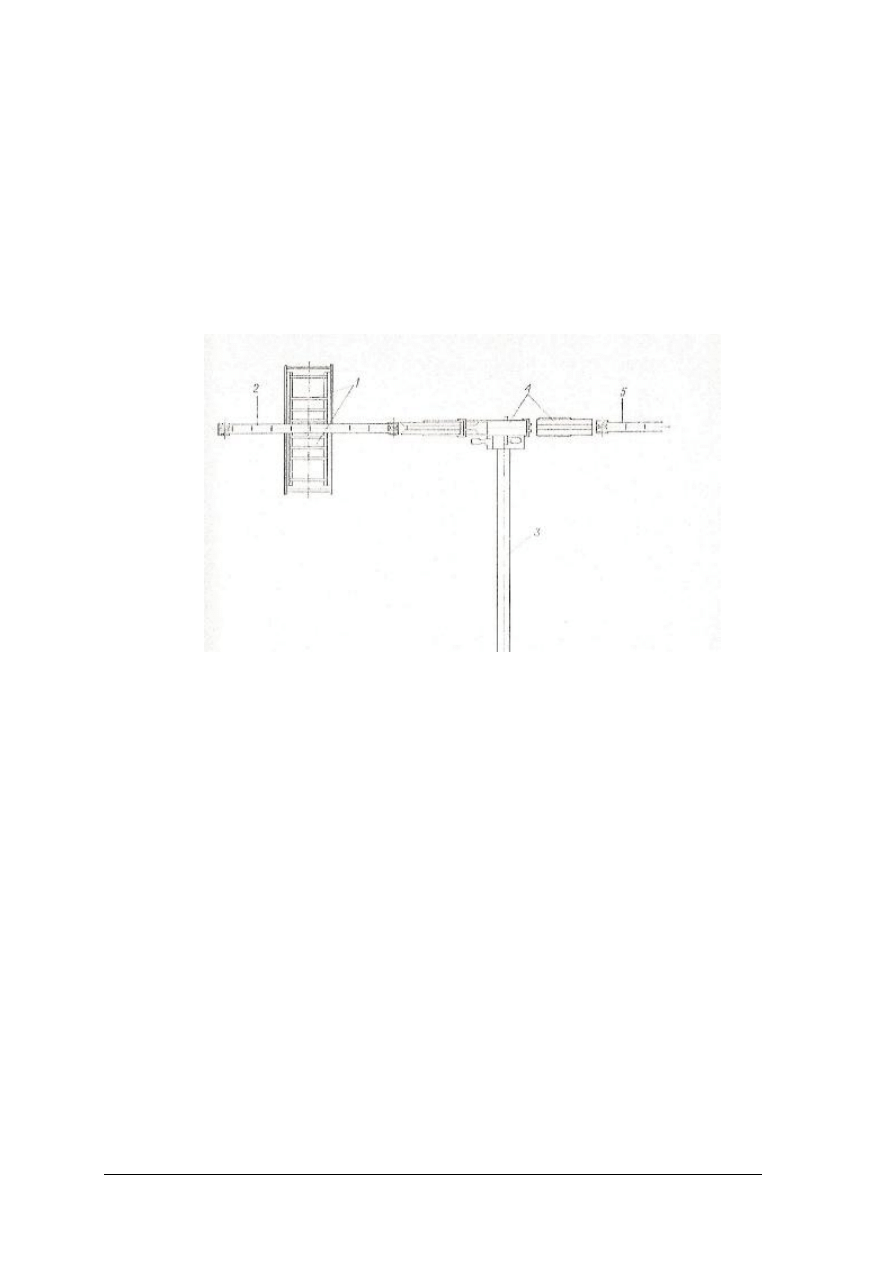
Rys. 8. Stanowisko maszynowego korowania kłód: 1 – wysokie legary
przedtrakowe lub przenośniki łańcuchowe poprzeczne, 2 – przenośnik
podawczy kłód, 3 – przenośnik odprowadzający korę, 4 – korowarka, 5 –
przenośnik odbiorczy okorowanych kłód [1, s. 125]
Redukowanie kształtu kłód
Wszelkie nieprawidłowości kształtu kłód w postaci napływów korzeniowych, guzów lub
nadmiernej zbieżystości powodują poważne zakłócenia w potokowym przepływie materiałów
przenośnikami zainstalowanymi w halach przetarcia. Redukcja kształtu kłody powinna być
tak dokonywana, aby ścięte z niej drewno stanowiło sortyment przydatny do przemysłowego
wykorzystania. Osiągnięcie tego celu umożliwiają reduktory kształtu kłód. Szczegóły
dotyczące budowy i zasady działania reduktorów poznasz z literatury, której wykaz załączono
w części 6 niniejszego poradnika.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje wykrywaczy metali stosowane w tartakach?
2. Przy pomocy jakich narzędzi wykonuje się usunięcie metali z kłód?
3. Jakie elementy wchodzą w skład stanowiska do mechanicznego korowania kłód?
4. Jakie czynniki wpływają na dobór korowarek do korowania kłód iglastych i liściastych?
5. Jakie są zasady redukowania kształtu kłód?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj sprawdzenie kłód na obecność metali w drewnie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące wykrywania metali przed przetarciem
drewna,
2) przygotować partię kłód do sprawdzenia,
3) przemieścić kłody na ciągu technologicznym przez pierścieniowy wykrywacz metali,
4) określić dokładną lokalizację metalu w kłodzie przy pomocy przenośnego wykrywacza
metali,
5) usunąć ciało obce przy pomocy siekiery lub pilarki,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– linia technologiczna przetarcia kłód z wykrywaczem pierścieniowym metali,
– wykrywacz przenośny metali,
– kreda lub farba do oznakowania umiejscowienia metalu,
– pilarka łańcuchowa (spalinowa lub elektryczna),
– siekiera,
– literatura z rozdziału 6.
Ćwiczenie 2
Narysuj schemat stanowiska mechanicznego korowania kłód.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące projektowania stanowisk do korowania kłód,
2) przedstawić graficznie schemat rozmieszczenia poszczególnych elementów stanowiska do
mechanicznego korowania kłód,
3) określić w formie opisowej czynniki wpływające na dobór korowarek do korowania kłód
iglastych i liściastych,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– papier w kratkę formaty A-4,
– ołówek/długopis,
– linijka,
– literatura z rozdziału 6.
Ćwiczenie 3
Scharakteryzuj redukowanie kształtu kłód.
Sposób wykonania ćwiczenia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Aby wykonać ćwiczenie powinieneś:
1) odszukać w literaturze informacje na temat redukowania kształtu kłód,
2) przedstawić w formie opisowej zasady redukowania kształtu kłód,
3) opisać zasady działania reduktorów,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę format A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić rodzaje wykrywaczy metali stosowane w tartakach?
¨
¨
2) określić przy pomocy jakich narzędzi usuwa się metale z kłód?
¨
¨
3) scharakteryzować elementy stanowiska mechanicznego korowania kłód?
¨
¨
4) określić czynniki wpływające na dobór korowarek?
¨
¨
5) przedstawić zasady redukowania kształtu kłód?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3. Sporządzanie sprzęgów pił
4.3.1. Materiał nauczania
Wzdłużne rozpiłowywanie kłód na pilarkach ramowych pionowych wymaga
odpowiedniego ustawienia zespołu pił w ramie pilarki. Odległości między sąsiednimi piłami
powinny być takie, aby zapewniały wyprodukowanie tarcicy określonej grubości.
Jednocześnie ilość pił i ich rozmieszczenie muszą być tak dobrane, aby kłoda o określonej
średnicy została prawidłowo podzielona rzazami pił na zaplanowane sortymenty o jakości
odpowiadającej strefom jakościowym kłody z jednoczesnym uzyskaniem możliwie jak
największej wydajności ilościowej. Tak dobrany zestaw pił, zamocowanych w ramie pilarki,
nazywa się sprzęgiem pił. [1, s. 157]
Prawidłowe ustalenie sprzęgów pił powinno zapewnić:
−
osiągnięcie maksymalnej wydajności jakościowej,
−
uzyskanie możliwie największej wydajności ilościowej,
−
otrzymanie założonej specyfikacji asortymentowej.
Należy przy tym uwzględnić nadmiary na ususzkę, aby uzyskać prawidłowe, zgodne
z normą, grubości tarcicy po zmniejszeniu jej wilgotności.
Prawidłowo sporządzony pod względem ilościowego wykorzystania drewna sprzęg pił
polega na wypełnieniu bryły kłody określoną liczbą brył tarcic w taki sposób, aby można było
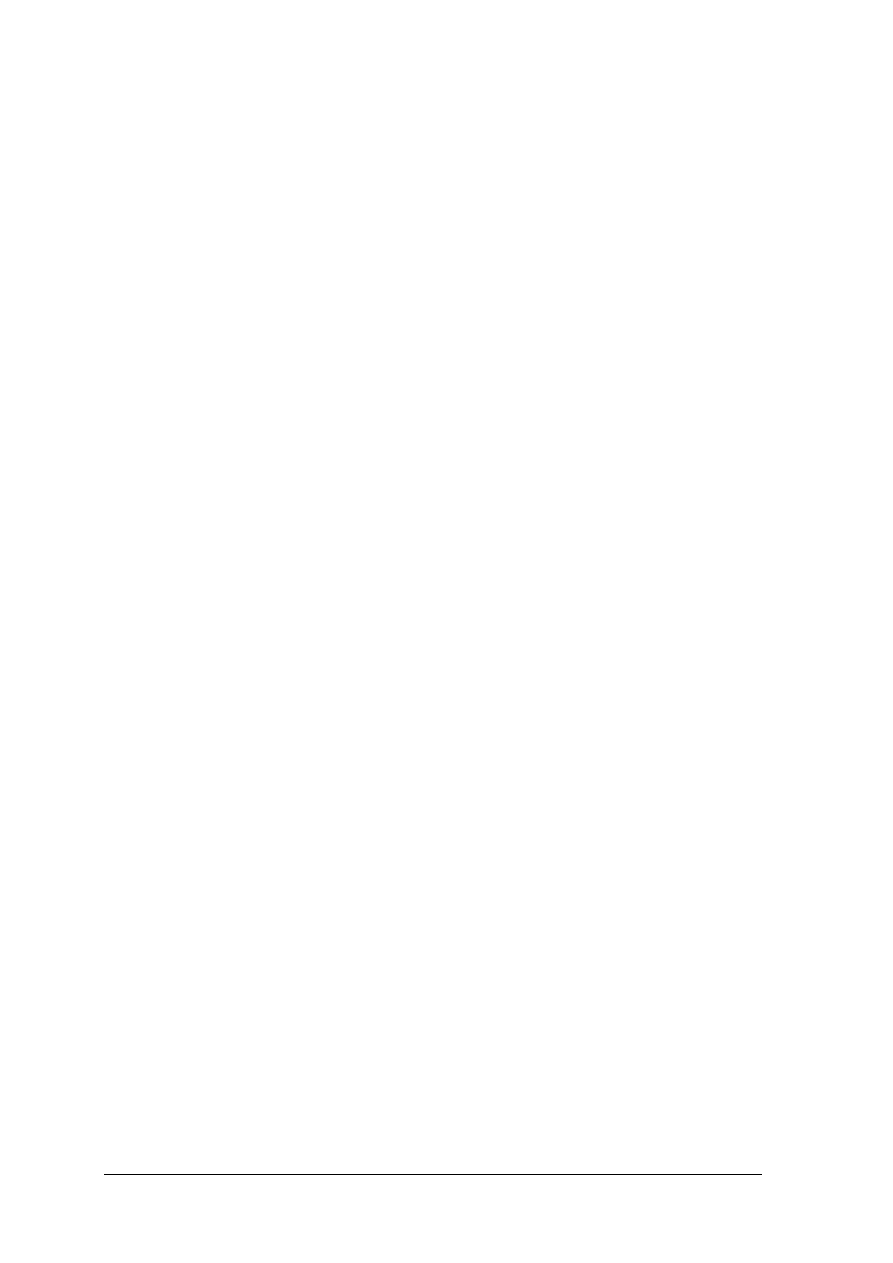
uzyskać jak najmniejszy ubytek drewna w postaci odpadów. Bryła kłody składa się z dwu
części: strefy cylindrycznej, która stanowi walec o podstawie równej przekrojowi cieńszego
końca kłody, oraz strefy zbieżystości obejmującej boczną część kłody między zewnętrzną jej
powierzchnią i wpisanym w nią walcem strefy cylindrycznej.
Rys. 9. Schemat podziału kłody na strefę cylindryczną
i strefę zbieżystości: d – średnica kłody w cieńszym
końcu, d
1
– średnica w połowie długości, D – średnica
w grubszym końcu
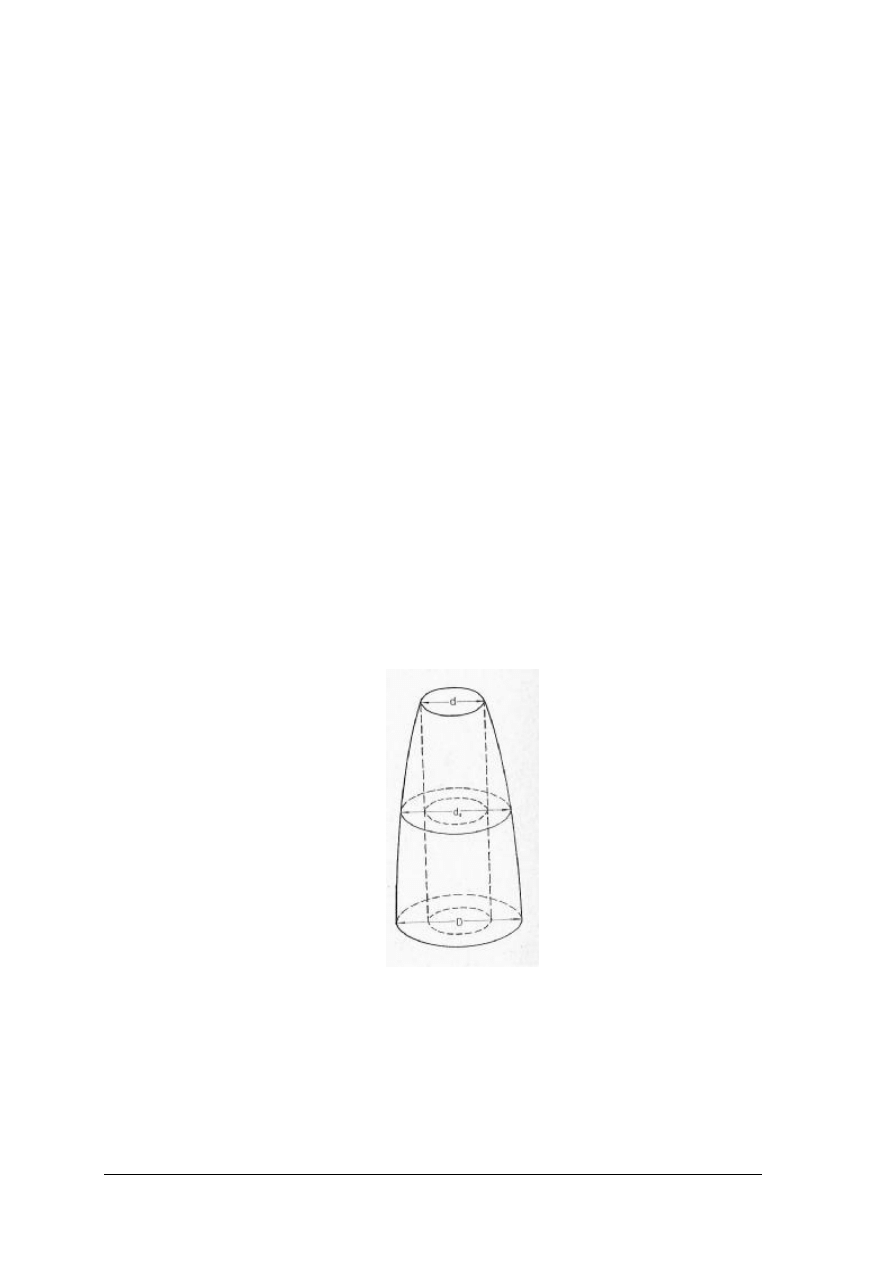
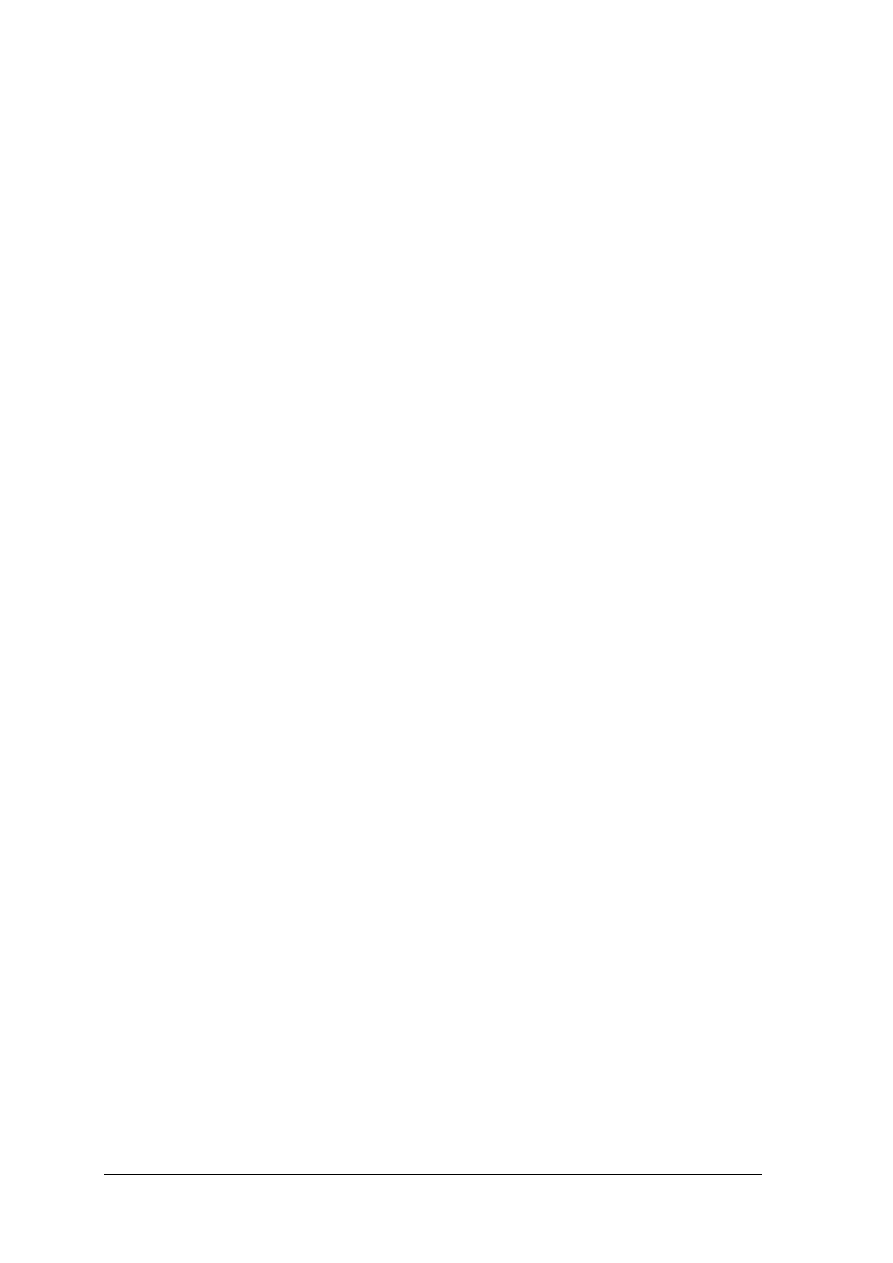
Przygotowanie sprzęgu rozpoczyna się od obliczenia sprzęgu głównego dla strefy
cylindrycznej. Pierwszym warunkiem jest znalezienie prostokąta (kwadratu) o największej
powierzchni, wpisanego w koło. Bok kwadratu wpisanego w koło w cieńszym końcu kłody
wynosi:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
d √2
a = = 0,707 d (w zaokrągleniu 0,71 d)
2
przy czym a jest bokiem kwadratu, d średnicą koła w cieńszym końcu kłody.
Rozróżnia się:
−
pryzmowanie głębokie, jeżeli wymiary będą zawarte w granicach od 0,60 do 0,71 d,
−
pryzmowanie płytkie, w granicach od 0,72 do 0,80 d.
Poza obrębem kwadratu wpisanego w koło pozostają cztery jednakowe odcinki koła.
Maksymalne wykorzystanie powierzchni każdego z nich zapewniają prostokąty o krótszym
boku, równym 0,1 d, i dłuższym wynoszącym 0,43 d. Mniejszy bok tego prostokąta
odpowiada grubości tarcicy, większy jej szerokości.
Przy prawidłowo dobranych sprzęgach pił wydajność materiałowa zależy od ilości
zrzynów i opołów. Im udział ich jest mniejszy, tym większa jest wydajność. W czasie
ustalania sprzęgów pił, najkorzystniejszych pod względem możliwości uzyskania największej
wydajności materiałowej, nie uwzględnia się trocin. Ich udział zależy od specyfikacji
produkowanej tarcicy, tzn. im grubsze są sortymenty tarcicy, tym udział trocin jest mniejszy.
Aby uzyskać wysoką wydajność materiałową należy m.in.:
−
do produkcji nie obrzynanych sortymentów tarcicy stosować przetarcie jednokrotne,
−
do produkcji tarcicy obrzynanej stosować przetarcie dwukrotne z pryzmowaniem,
−
zarówno przy przetarciu jednokrotnym jak i dwukrotnym stosować sprzęgi składające się
z dwóch części: sprzęgu podstawowego obejmującego 0,9 d w cieńszym końcu, oraz
sprzęgu dodatkowego obejmującego pozostałą część średnicy kłody w cieńszym końcu
i strefę zbieżystości,
−
podczas dwukrotnego przetarcia stosować tylko najkorzystniejszą wysokość pryzmy
0,71 d,
−
przeznaczać kłody grubsze do produkcji grubszej tarcicy, a kłody cieńsze do cieńszej.
W zależności od rozłożenia wad drewna na przekroju poprzecznym kłody wyróżnia się
tzw. strefy jakościowe. W poszczególnych rodzajach drewna wyróżniają się one nie tylko
Rys. 10. Schemat maksymalnego
sprzęgu
pił
dla
przetarcia
dwukrotnego (d – średnica kłody
w cieńszym końcu) [1, s. 161]
Rys.
11.
Schemat
maksymalnego
sprzęgu pił dla przetarcia jednokrotnego
(d – średnica kłody w cieńszym końcu)
[1, s. 161]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
wielkością i gęstością rozmieszczenia wad, ale i budową drewna. Strefy jakościowe należy
uwzględniać przy ustalaniu sprzęgów pił.
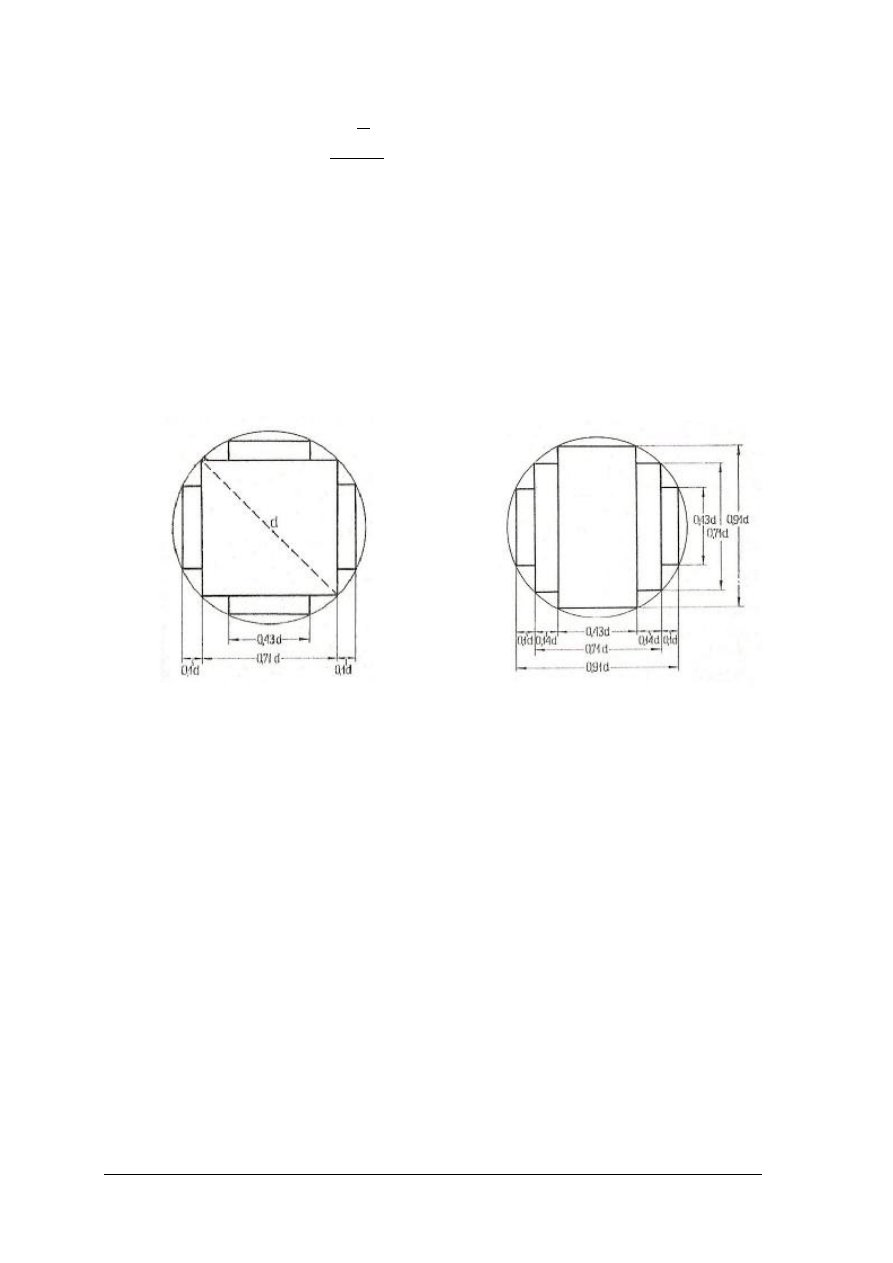
Rys. 12. Schemat układu stref strukturalnych na czołowym
przekroju kłód: a – twardzielowych, b – beztwardzielowych, c –
beztwardzielowych z fałszywą twardzielą, d – twardzielowych z
zabarwioną i nie zabarwioną twardzielą, B – strefa bielu, T –
twardziel, R – strefa przyrdzeniowa, FT – fałszywa twardziel, ZT
– strefa zabarwionej twardzieli, NT – strefa nie zabarwionej
twardzieli [1, s. 167]
Prawidłowe i racjonalne sprzęgi pił muszą uwzględniać m.in. następujące czynniki
wpływające na wydajność jakościową:
−
wady drewna należy umiejscowić w jak najmniejszej liczbie sztuk lub w sortymentach,
w których nie mają decydującego wpływu,
−
podczas dwukrotnego przetarcia kłód o dwóch strefach jakościowych należy stosować
głębokie pryzmowanie, aby zmniejszyć wpływ wielkości sęków na jakość materiału
głównego,
−
należy usuwać wady znajdujące się w przyobwodowej strefie kłody, stosując odpowiednią
szerokość sprzęgu głównego.
Wyprodukowanie tarcicy przy optymalnej wydajności sortymentowej, uwzględniającej
potrzeby odbiorców przy jednoczesnym dążeniu do zachowania odpowiedniej wydajności
ilościowej i jakościowej tartaków, wymaga przy dobieraniu i ustalaniu sprzęgów pił
uwzględnienia następujących zasad:
−
ze strefy przyrdzeniowej należy pozyskiwać sortymenty grubsze, a postępując ku
obwodowi coraz cieńsze,
−
z kłód grubych należy produkować sortymenty grube,
−
należy stosować sprzęgi symetryczne do osi kłody,
−
sprzęgi parzyste stosować do rozpiłowywania kłód o średnicy do 35 cm w cieńszym
końcu, a nieparzyste do kłód grubszych, lub o wadliwej strefie przyrdzeniowej,
−
przy dwukrotnym przetarciu kłód gatunków iglastych należy wypiłowywać jedną pryzmę,
a tylko z kłód o bardzo dużej średnicy dwie pryzmy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
−
przy dwukrotnym przetarciu kłód gatunków liściastych pryzmowanie należy ograniczyć
wyłącznie do produkcji tarcicy o prostym układzie słojów rocznych,
−
strefa boczna sprzęgu podstawowego i strefa zbieżystości bez względu na sposób
przetarcia powinny być wykorzystane do pozyskania tarcicy cienkiej,
−
w jednym sprzęgu nie należy dobierać sortymentów różniących się grubością mniej niż
6 mm oraz dobierać więcej niż cztery sortymenty szerokości,
−
jako podstawę do ustalenia sprzęgu pił należy przyjmować w danej grupie wymiarowej
kłód najmniejszy wymiar średnicy kłody w cieńszym końcu.
Sprzęgi jednokrotnego przetarcia należy stosować tylko przy produkcji tarcicy nie
obrzynanej, a więc do rozpiłowywania głównie kłód odziomkowych, rzadziej środkowych,
wysokiej jakości i hubiastych. We wszystkich pozostałych przypadkach do przecierania kłód
drzew iglastych należy stosować sprzęgi dwukrotnego przetarcia. W razie konieczności
przecierania kłód drzew liściastych na pilarkach ramowych należy przed wszystkim stosować
sprzęgi jednokrotnego przetarcia, a użycie sprzęgów dwukrotnego przetarcia ograniczyć do
przypadków wyjątkowych.
Dobór metody przetarcia pilarką ramową bądź taśmową ma znaczący wpływ na
wydajność drewna spowodowany różnicami szerokości rzazu występującymi przy tych
dwóch typach przetarcia.
Sposoby sporządzania sprzęgów pił i obliczenia z tym związane, a w szczególności:
−
obliczanie geometryczne,
−
ustalanie liniowe,
−
ustalanie sprzęgów niesymetrycznych,
−
graficzne ustalanie sprzęgów pił,
−
ustalanie tabelaryczne,
−
ustalanie modelowe,
−
znajdziesz w literaturze (rozdział 6 poz. 1).
4.3.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można narysować schemat podziału kłody na strefę cylindryczną i strefę zbieżystości?
2. Jakie są zasady przygotowania głównego sprzęgu pił?
3. Jak można narysować schematy maksymalnego sprzęgu pił dla przetarcia jednokrotnego
i
dwukrotnego?
4. Jak określić wymiary poszczególnych elementów sprzęgu w stosunku do średnicy kłody
w cieńszym końcu?
5. Jakie strefy strukturalne wyróżnia się na czołowym przekroju kłody?
6. Jak przedstawić graficznie schemat układu stref strukturalnych?
7. Jakie są zasady geometrycznego obliczania sprzęgów pił?
8. Jak wykonujemy przykładowe obliczenie odkrycia i wysokości pryzmy?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dobierz przygotowanie głównego sprzęgu pił dla strefy cylindrycznej kłody.
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą przygotowanie głównego sprzęgu pił dla strefy
cylindrycznej kłody,
2) narysować schemat podziału kłody na strefę cylindryczną i strefę zbieżystości,
3) przedstawić w formie opisowej zasady przygotowania głównego sprzęgu pił,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– linijka,
– literatura z rozdziału 6.
Ćwiczenie 2
Narysuj schematy maksymalnego sprzęgu pił dla przetarcia jednokrotnego i dwukrotnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą sporządzania sprzęgu pił,
2) narysować schemat maksymalnego sprzęgu pił dla przetarcia jednokrotnego,
3) narysować schemat maksymalnego sprzęgu pił dla przetarcia dwukrotnego,
4) zaznaczyć na schematach wymiary poszczególnych elementów w stosunku do średnicy
kłody w cieńszym końcu,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– linijka,
– literatura z rozdziału 6.
Ćwiczenie 3
Określ układ stref strukturalnych na czołowym przekroju kłód przeznaczonych do przetarcia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z zagadnieniem stref strukturalnych na czołowym przekroju kłód,
2) przedstawić graficznie schemat układu stref strukturalnych na czołowym przekroju kłód,
3) opisać poszczególne strefy strukturalne,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– linijka,
– cyrkiel,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Ćwiczenie 4
Oblicz odkrycie i wysokość pryzmy dla przykładowej kłody metodą geometryczną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z geometrycznym obliczaniem sprzęgów pił,
2) przedstawić graficznie schemat obliczania odkrycia lub wysokości pryzmy na podstawie
wzoru Pitagorasa,
3) przekształcić wzór Pitagorasa w celu uzyskania wzorów do obliczenia odkrycia lub
wysokości pryzmy,
4) wykonać przykładowe obliczenia,
5) ocenić poprawność wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– linijka,
– cyrkiel,
– kalkulator,
– literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) narysować schemat podziału kłody na strefę cylindryczną i strefę
zbieżystości?
¨
¨
2) określić zasady przygotowania głównego sprzęgu pił?
¨
¨
3) narysować schemat maksymalnego sprzęgu pił dla przetarcia
jednokrotnego?
¨
¨
4) narysować schemat maksymalnego sprzęgu pił dla przetarcia dwukrotnego? ¨
¨
5) określić wymiary poszczególnych elementów sprzęgu w stosunku do
średnicy kłody w cieńszym końcu?
¨
¨
6) określić strefy strukturalne na czołowym przekroju kłody ?
¨
¨
7) przedstawić graficznie schemat układu stref strukturalnych?
¨
¨
8) określić zasady geometrycznego obliczania sprzęgów pił?
¨
¨
9) wykonać przykładowe obliczenie odkrycia i wysokości pryzmy?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.4. Przecieranie kłód
4.4.1. Materiał nauczania
Zawieszanie pił w ramie pilarki ramowej pionowej
Zawieszenie pił w ramie jest operacją, od której zależy jakość przetarcia i wydajność
pilarki ramowej pionowej. W celu prawidłowego wykonania zawieszenia pił należy:
– sprawdzić właściwe naostrzenie pił i prawidłowość rozwarcia uzębienia,
– dobrać taką samą szerokość przekładek dla sprzęgu pił parami (górna, dolna),
– ustawić rejestry (śruby do ściskania pił wraz z przekładkami) na wysokość odpowiadającą
przecieranej wymiarowej grupie kłód,
– ustawić oś sprzęgu tak, aby pokrywała się z osią ramy pilarki,
– ustawić skrajne piły sprzęgu wysunięte z przodu tak, aby kończyły rozpiłowywanie kłody
wcześniej niż piły środkowe,
– ustawić linię napięcia każdej piły między osią piły i linią podstawy uzębienia w odległości
0,5 – 0,45 szerokości brzeszczotu piły,
– wszystkie piły zawiesić z jednakową przechyłką (pochyleniem w stosunku do pionu),
– ustawić płaszczyzny wszystkich brzeszczotów pił równolegle do kierunku ruchu
przecieranych kłód,
– wykonywać napinanie pił stopniowo i symetrycznie, rozpoczynając od pił skrajnych do
środkowych,
– uważać, aby nie przekroczyć dopuszczalnego napięcia pił.
Przecieranie kłód na pilarkach ramowych pionowych
Zadaniem pilarek ramowych pionowych jest wstępny podział kłód na tarcicę.
Przygotowanie pilarki ramowej pionowej do pracy polega na:
– sprawdzeniu jej stanu,
– wykonaniu bieżących zabiegów konserwacyjnych (smarowanie, usuwanie luzów),
– ustawieniu i zawieszeniu sprzęgów pił zgodnie z dyspozycją kierownika hali przetarcia.
Obsługa pilarki ramowej pionowej w czasie pracy polega na:
– zdejmowaniu dowożonych kłód z wózka manipulacyjnego, z legarów lub z przenośnika
podawczego,
– układaniu kłód na wózku podawczym w najkorzystniejszym do przetarcia położeniu,
– prawidłowym zakleszczeniu kłody w uchwytach wózka podawczego,
– centrycznym wprowadzeniu kłody między walce posuwowe,
– włączaniu i wyłączaniu mechanizmu posuwowego,
– regulowaniu wielkości posuwu,
– podnoszeniu, opuszczaniu i regulowaniu docisku górnych walców posuwowych,
– obserwowaniu i nadzorowaniu pracy pilarki,
– odbieraniu i odrzucaniu krótkich opołów i najkrótszych kawałków tarcicy bocznej,
– zakleszczaniu końców wypiłowanych materiałów w uchwytach wózka odbierczego, albo
kierowaniu ich między płyty kierujące urządzenia rozdzielczo-odbiorczego,
– odtaczaniu wózków odbiorczych z wyprodukowana tarcicą i zwalnianiu uchwytów wózka
odbiorczego,
– kontroli wymiarów i jakości wyprodukowanej tarcicy,
– wstępnym rozdziale tarcicy na główna i boczną,
– kierowaniu wyprodukowanej tarcicy do dalszych stanowisk roboczych. [1, s. 215]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Czynności końcowe polegają na:
– zatrzymywaniu pilarki ramowej pionowej,
– oczyszczeniu stanowiska z trocin, drobnych odpadów,
– zwolnieniu naciągu pił. [1, s. 216]
Podczas podawania kolejnych kłód do pilarki ramowej należy pamiętać, że nie wolno
wcześniej odkleszczać końców kłody znajdującej się w pilarce, zanim przejdzie przez nią
około 2/3 jej długości. Nie wolno także odkleszczać końca kłody, jeśli długość
odkleszczonego odcinka jest większa niż 2 m. Pozostawianie dłuższych niż zakleszczone
odcinków powoduje najczęściej skręcenie kłody w walcach posuwowych. Ma to ujemny
wpływ na jakość obróbki produkowanej tarcicy. [1, s. 217]
Przy pilarce ramowej pionowej jedną z podstawowych czynności jest regulowanie
wielkości posuwu. Do tego celu, dla poszczególnych typów pilarek ramowych pionowych,
muszą być sporządzone oddzielne tabele posuwów. Tabelaryczne wielkości posuwów można
stosować jednak tylko przy przecieraniu kłód prostych o regularnej budowie. Przy
przecieraniu innych kłód należy stale zmieniać wielkości posuwów. Regulowanie wielkości
posuwu, zależnie od jakości, struktury, budowy i wymiarów kłody, zmierza do osiągnięcia jak
najbardziej równomiernej pracy pilarki ramowej.
Przez cały czas przecierania kłód zespół trakowych powinien stale uważać, czy ruchy
ramy pilarki są prawidłowe, czy właściwie pracują piły, jak działa mechanizm posuwowy,
oraz okresowo sprawdzać, czy części ruchome nie nagrzewają się nadmiernie. W razie
stwierdzenia nieprawidłowości należy natychmiast pilarkę zatrzymać i usunąć ich przyczyny.
Po przetarciu całej kłody tarcicę, w zależności od zastosowanych rozwiązań
technicznych, odbiera się przy pomocy wózka odbiorczego, urządzenia rozdzielczo-
odbiorczego lub tzw. mostków rozdzielczych. Jeśli pilarki ramowe pionowe pracują
zespołowo, wówczas pryzmy wypiłowane na pierwszej pilarce, stanowiące materiał główny,
są podawane bezpośrednio do drugiej pilarki, na której następuje ich rozpiłowywanie na
tarcicę. Jeśli pilarki pracują indywidualnie, wtedy wyprodukowane pryzmy zostają
przemieszczone do magazynu pryzm, skąd zostaną podane do tej samej pilarki po zmianie
sprzęgu pił.
Przecieranie kłód na pilarkach taśmowych
Przecieranie kłód na pilarkach taśmowych wykazuje szereg zalet w porównaniu z ich
rozpiłowywaniem na pilarkach ramowych pionowych, ponieważ umożliwia:
– indywidualne traktowanie każdej kłody, a nawet każdego kolejnego rzazu, a tym samym
dostosowywanie grubości kolejno odpiłowywanych sztuk tarcicy do jakości drewna
uwidaczniającej się na każdej odkrytej płaszczyźnie przetarcia,
– rozpiłowywanie bezpośrednio po sobie kłód różnej średnicy i jakości bez konieczności ich
uprzedniego sortowania na grupy jakościowo-wymiarowe na składzie drewna,
– rozpiłowywanie kłód według doraźnie i indywidualnie dla każdej z nich dobranych
płaszczyzn rozkroju,
– rozpiłowywanie kłód wszystkich stopni średnic bez ograniczania ich górnej granicy
wielkością prześwitu ramy,
– zmniejszenie ubytków drewna w postaci trocin, ponieważ piły taśmowe są cieńsze od pił
trakowych.
Sposoby rozpiłowywania kłód na pilarkach ramowych pionowych mogą być
wykorzystane również przy przecieraniu na pilarkach taśmowych. Konstrukcja tych pilarek
umożliwia jednak wykonanie przetarcia również innymi sposobami, których stosowanie na
pilarkach wielopiłowych jest niemożliwe:
– przetarcie mieszane asymetryczne,
– przetarcie jednopryzmowe asymetryczne,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
– przetarcie wielopryzmowe rozdzielcze,
– przetarcie wielopryzmowe z deskami środkowymi,
– przetarcie dwukrotne specjalne,
– przetarcie ćwiartkowe,
– przetarcie połówkowe,
– przetarcie z odwracaniem,
– przetarcie okleinowe.
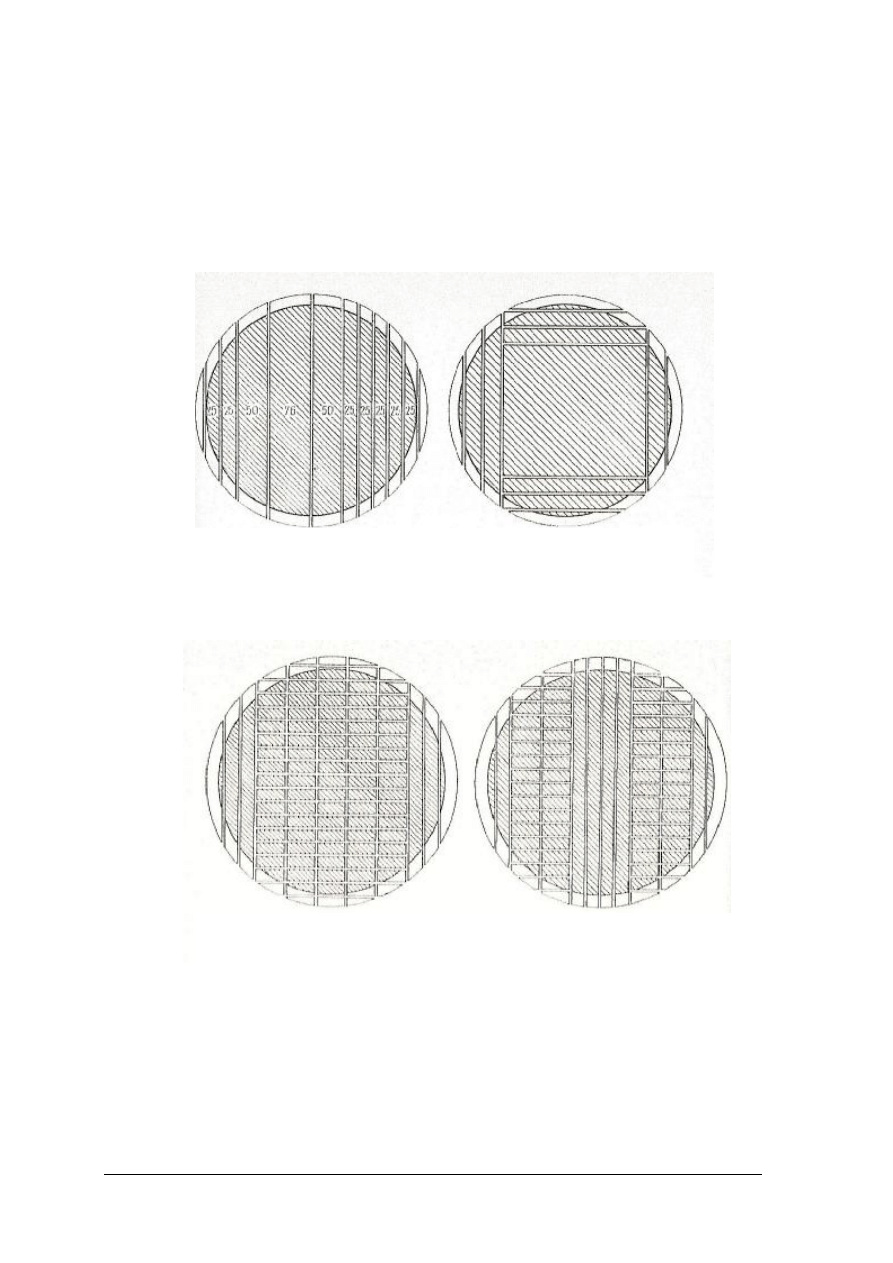
Rys. 13. Przetarcie mieszane
asymetryczne [1, s. 249]
Rys. 14. Przetarcie jednopryzmowe
asymetryczne [1, s. 249]
Rys. 15. Przetarcie wielopryzmowe
rozdzielcze [1, s. 250]
Rys. 16. Przetarcie wielopryzmowe
rozdzielcze z deskami środkowymi
[1, s. 250]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
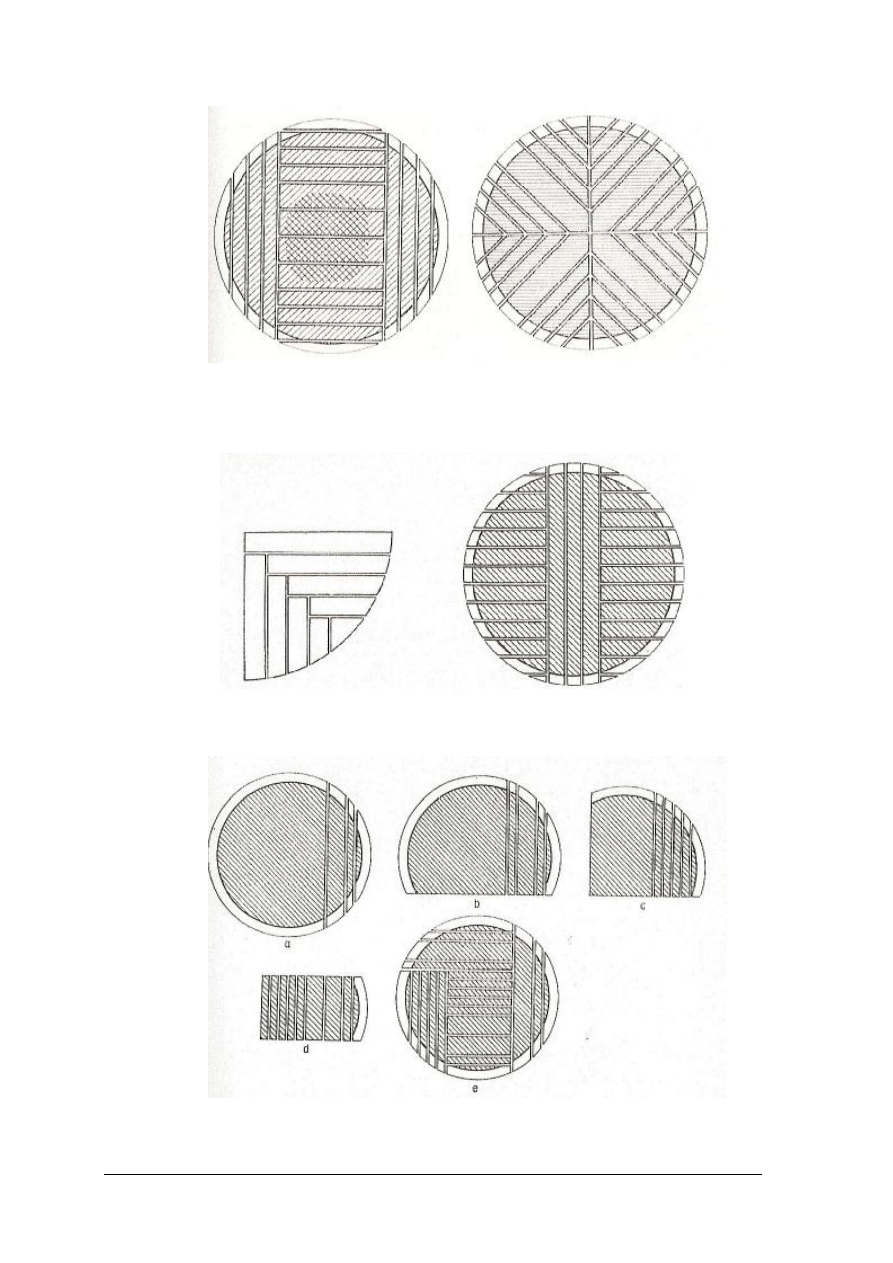
Rys. 17. Przetarcie dwukrotne specjalne
(fałszywa twardziel podwójnie
zakreskowana) [1, s. 251]
Rys. 18. Przetarcie ćwiartkowe [1, s. 251]
Rys. 19. Rozpiłowywanie ćwiartki
równolegle do jej płaszczyzn [1, s. 252]
Rys. 20. Przetarcie połówkowe [1, s. 252]
Rys. 21. Przetarcie z odwracaniem: a, b, c, d – kolejne etapy przetarcia
w zmiennych płaszczyznach, e – wszystkie etapy przetarcia w jednym schemacie [1, s. 253]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Szczegółowy opis wyżej wymienionych rodzajów przetarcia zawarty jest w literaturze
(rozdział 6, poz. 1).
Obsługa pilarki taśmowej do kłód w czasie jej pracy składa się z następujących
czynności:
−
sprawdzenie uchwytów wózka podawczego oraz urządzeń podających kłody na wózek
podawczy, urządzeń centrujących oraz do ich obracania,
−
regulowanie i nastawianie grubości odpiłowywanych kolejno tarcic,
−
obracanie kłód na wózku podawczym w celu ich najkorzystniejszego ułożenia do
rozpiłowania z uwzględnieniem wad lub cech jakościowych,
−
zamocowywanie kłód w uchwytach wózka podawczego w sposób umożliwiający
wykonanie najkorzystniejszych rzazów z punktu widzenia jakości pozyskiwanej tarcicy,
−
sterowanie ruchem wózka podawczego (roboczym i jałowym) w celu jak najlepszego
wykorzystania czasu pracy piły,
−
wykonywanie zmian ułożenia kłody na wózku podawczym koniecznych ze względu na
jakość produkowanych materiałów,
−
odbieranie i odrzucanie krótkich opołów,
−
kontrolowanie jakości i wymiarów produkowanej tarcicy,
−
odbieranie odpiłowywanych materiałów lub czuwanie nad prawidłowością działania
przenośnika odbiorczego,
−
wymianę stępionych pił.
Beztrocinowa obróbka drewna
Beztrocinową obróbkę drewna wykonuje się za pomocą:
−
okrawarko-pilarek,
−
okrawarek bębnowych,
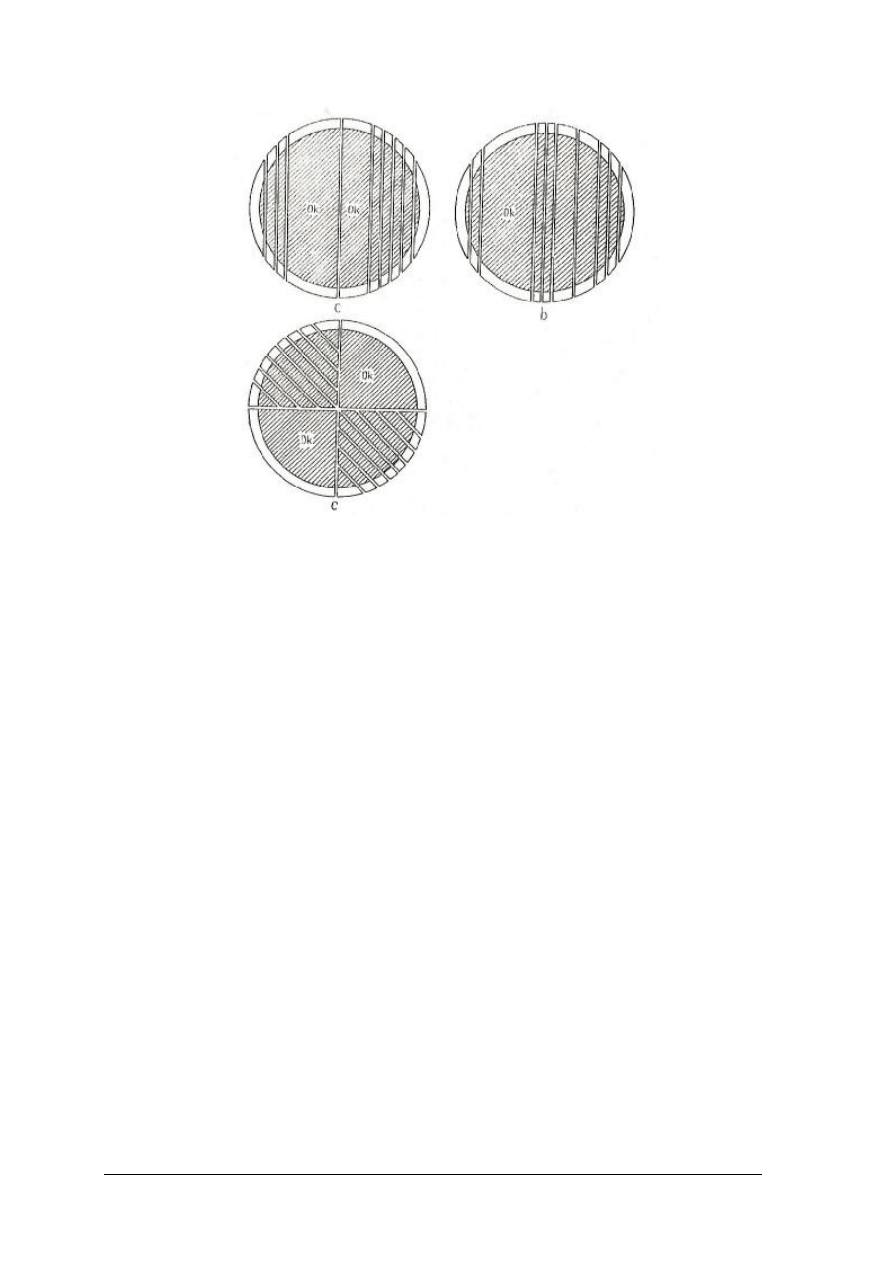
Rys. 22. Schematy przetarcia okleinowego: a – jednokrotne
asymetryczne, b – połówkowe, c – ćwiartkowe, OK – półfabrykaty
okleinowe [1, s. 254]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
−
okrawarek desek,
−
rozkrawarek głowicowych.
Szczegóły opisujące elementy poszczególnych okrawarek oraz zasady ich działania
znajdziesz w literaturze (rozdział 6 poz. 1).
4.4.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są warunki prawidłowego zawieszenia pił w ramie pilarki ramowej pionowej?
2. Jak określić czynności wchodzące w skład obsługi pilarki ramowej pionowej w czasie
pracy ?
3. Jakie czynniki wpływają na regulację prędkości posuwu kłody?
4. Jakie są zalety przecierania kłód na pilarkach taśmowych?
5. Jak określić czynności wchodzące w skład obsługi pilarki taśmowej w czasie pracy?
6. Jak można narysować schematy różnych rodzajów przetarcia kłód na pilarkach
taśmowych?
7. Jakie rodzaje urządzeń służą do beztrocinowej obróbki drewna?
4.4.3. Ćwiczenia
Ćwiczenie 1
Określ warunki prawidłowego zawieszenia pił w ramie pilarki ramowej pionowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat montażu pił w ramie pilarki ramowej pionowej,
2) określić w punktach warunki prawidłowego zawieszenia pił w ramie pilarki ramowej
pionowej,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Scharakteryzuj czynności wchodzące w skład obsługi pilarki ramowej pionowej w czasie
pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) scharakteryzować czynności wchodzące w skład obsługi pilarki ramowej pionowej
w czasie pracy,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 3
Narysuj schematy rodzajów przetarcia kłód na pilarkach taśmowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się ze schematami przetarcia kłód na pilarkach taśmowych,
2) narysować schematy przetarcia:
−
mieszane asymetryczne,
−
jednopryzmowe asymetryczne,
−
wielopryzmowe rozdzielcze,
−
wielopryzmowe z deskami środkowymi,
−
dwukrotne specjalne,
−
ćwiartkowe,
−
połówkowe,
−
z odwracaniem,
−
okleinowe,
3) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– linijka,
– cyrkiel,
– literatura z rozdziału 6.
Ćwiczenie 4
Określ czynności obsługi pilarki taśmowej do kłód w czasie pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) scharakteryzować czynności wchodzące w skład obsługi pilarki taśmowej w czasie pracy,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić warunki prawidłowego zawieszenia pił w ramie pilarki
ramowej pionowej?
¨
¨
2) sprecyzować czynności wchodzące w skład obsługi pilarki ramowej
pionowej w czasie pracy?
¨
¨
3) scharakteryzować czynniki wpływające na regulację prędkości
posuwu kłody?
¨
¨
4) określić zalety przecierania kłód na pilarkach taśmowych?
¨
¨
5) sprecyzować czynności wchodzące w skład obsługi pilarki taśmowej
w czasie pracy?
¨
¨
6) narysować schematy różnych rodzajów przetarcia kłód na pilarkach
taśmowych?
¨
¨
7) określić rodzaje urządzeń do beztrocinowej obróbki drewna?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
4.5. Wady przetarcia
4.5.1. Materiał nauczania
Wady przetarcia na pilarkach ramowych pionowych
Do wad przetarcia kłód na pilarkach ramowych pionowych zalicza się:
−
wichrowatość tarcicy,
−
krzywiznę tarcicy,
−
nieprawidłową grubość,
−
zrzynanie tarcicy,
−
falisty rzaz,
−
nierównomierny szorstki rzaz (mechowatość, głębokie rysy na płaszczyznach tarcicy),
−
wąsy.
Wichrowatość tarcicy polega na odchyleniu się płaszczyzn tarcicy po jej ułożeniu na
powierzchni poziomej. Płaszczyzny tarcicy są skręcone pomimo zachowania prawidłowej
grubości na całej długości sztuki. Przyczynami powodującymi wichrowatość są: skośne
zawieszenie pił, zbyt duże obciążenie jednej strony sprzęgu, przesunięcie sprzęgu pił
w stosunku do osi podłużnej, nierównomierność ustawienia powierzchni walców
posuwowych bądź ich zużycie, brak wypoziomowania szyn wózków, zbyt niskie lub za
wysokie wózki podawcze, nieprawidłowe zakleszczanie i odkleszczanie końców kłód, kręta
i zawiła budowa kłody.
Krzywizna tarcicy to odchylenie krawędzi wzdłużnych tarcicy od kierunku
prostoliniowego. Wyróżnia się krzywiznę przedniej lub tylnej części tarcicy oraz krzywiznę
obustronną i łukowatą. Przyczynami powodującymi krzywiznę są: nieprawidłowe
zawieszenie pił w ramie pilarki, złe ustawienie walców posuwowych, brak prostopadłości
torów wózków, nieprawidłowe zakleszczanie kłody, wady i cechy kłód powodujące różnice
naprężeń (biel, twardziel).
Nieprawidłowa grubość tarcicy występuje w przypadku przekroczenia dopuszczalnych
odchyłek wymiarowych. Przyczynami wpływającymi na niezachowanie grubości tarcicy są:
złe dobranie par przekładek pod względem grubości, ustawienie przekładek w różnych
płaszczyznach, nierównoległe zawieszenie pił do kierunku ruchu ram, niejednakowa grubość
i szerokość pił w sprzęgu, rozsuwanie pił przez zaklinowane między nimi opoły lub kawałki
tarcicy, wypadnięcie części przekładek ze sprzęgu, zastosowanie posuwu większego od
dopuszczalnego.
Zrzynanie tarcicy polega na wrzynaniu się pił w kłodę wskutek jednostronnego ich
zbaczania z kierunku równoległego do osi kłody. Tarcica zachowuje przy tym niezmieniona
grubość i proste krawędzie. Przyczynami powodującymi zrzynanie tarcicy są: niejednakowe
poszerzenie uzębienia pił, nieprawidłowe ostrzenie zębów pił, zbyt duży posuw przy
rozpiłowywaniu krótkich kłód.
Falisty rzaz polega na odchylaniu się rzazu od prostoliniowego kierunku przetarcia na
przemian w obie strony. Przyczynami powodującymi falisty rzaz są: słabe i nierównomierne
naprężenie pił, nierównomierności powierzchni brzeszczotów pił, nieprawidłowe ostrzenie
zębów pił, nieprawidłowe rozwarcie zębów, niewystarczające napięcie pił w ramie,
niedokładne zawieszenie pił w ramie, niewłaściwe dobranie par przekładek, nieprawidłowa
przechyłka pił, nierównomierne zużycie walców posuwowych, luzy ramy w prowadnicach.
Rzaz nierównomierny lub szorstki występuję przy przekroczeniu dopuszczalnych cech
mechowatości i śladów po zębach pił. Przyczynami tej wady są: nieodpowiednie rozwarcie
zębów pił, nieprawidłowe ostrzenie pił, nierównoległe zawieszenie pił do kierunku ruchu
ramy, nieprawidłowa przechyłka pił, luzy ramy w prowadnicach, nierównoległe lub

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
odbiegające od pionu ustawienie prowadnic ramy, nierówna długość łączników ramy, praca
tępymi piłami, przecieranie zbyt grubych kłód, zbyt słaby docisk walców posuwowych.
Wąsy to dość długie włókniste pasemka drewna, zwisające z dolnych wzdłużnych
krawędzi wypiłowanej tarcicy. Przyczyną ich powstawania jest przecieranie kłód tępymi
piłami.
Oprócz wymienionych wyżej wad przetarcia zdarza się, że w czasie wypiłowywania
tarcicy z kłód następuje pękanie tarcicy. Spowodowane jest to następującymi przyczynami:
zawieszenie zbyt wąskich pił z boku sprzęgu, układanie kłód na wózku podawczym bez
uwzględnienia rozmieszczenia wad, wprowadzanie nierównoległe kłód lub bez uwzględnienia
przeznaczenia produkowanej tarcicy.
Wady przetarcia na pilarkach taśmowych
Wady obróbki piłowaniem, związane z gładkością powierzchni, przejawiają się
najczęściej nierównościami w postaci uskoków, wyraźnych rys lub sterczących kępek
włókien oraz mechowatością powierzchni. Przyczyną powstawania tych wad jest najczęściej
nieprawidłowe przygotowanie pił taśmowych do pracy. [1, s. 261]
Rysy i małe uskoki mogą być wywołane niestarannym zlutowaniem lub zespawaniem
piły, nierównomiernym rozkładem naprężeń wewnętrznych w pile, nierównomiernym
poszerzeniem uzębienia piły, nadmiernym stępieniem piły, zanieczyszczeniem wieńców kół
taśmowych lub brzeszczotu piły, zanieczyszczeniem walców w zespole prowadzącym.
Nadmierna szorstkość lub mechowatość powierzchni przepiłowania jest powodowana
zbytnim stępieniem się zębów piły lub nieprawidłowo dobranymi parametrami kątowymi jej
uzębienia.
Pod względem kształtu materiały tarte na pilarkach taśmowych mogą wykazywać
następujące wady:
−
niejednakową grubość kolejno odpiłowywanych sztuk,
−
stały nadmiar lub niedomiar grubości,
−
różnice grubości na długości odpiłowywanej sztuki,
−
różnice grubości na szerokości odpiłowywanej sztuki,
−
miejscowe zmiany grubości.
Niejednakowa grubość kolejno odpiłowywanych sztuk powodowana jest zużyciem się
urządzeń do nastawiania grubości, słabym napięciem łańcuchów łączących wał wózka
podawczego z przekładnią zębatą i sprzęgłem.
Stały nadmiar lub niedomiar grubości występuje przy nieprawidłowym działaniu
podzielnicy. W pilarkach taśmowych rozdzielczych przyczyna jest nieprawidłowe ustawienie
zespołu prowadzącego względem piły.
Zmiany grubości na długości odpiłowywanej sztuki tarcicy są powodowane
nierównoległym ustawieniem zespołu prowadzącego pilarki taśmowej do kierunku posuwu,
albo nierównoległością płaszczyzny stojaków wózka do kierunku posuwu.
Zmiany grubości na szerokości odpiłowywanej sztuki tarcicy są powodowane
nierównoległością płaszczyzn prowadzących sztukę do kierunku ruchu piły.
Miejscowe zmiany grubości powstają wskutek:
−
niesymetrycznego poszerzenia zębów piły,
−
nieprawidłowego ostrzenia piły,
−
nieprawidłowego rozkładu naprężeń w pile,
−
jednostronnego stępienia uzębienia piły,
−
zbyt małego poszerzenia uzębienia piły,
−
zbyt dużej prędkości posuwu,
−
zbyt małego napięcia piły na kołach pilarki taśmowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Na poprawny przebieg piłowania mają wpływ także czynniki związane z warunkami
pracy pilarki. Mogą one powodować następujące skutki:
−
pękanie lub zrywanie się piły w czasie pracy,
−
zmianę położenia piły na wieńcach kół,
−
nadmierne nagrzewanie się piły,
−
nierówny, drgający ruch piły.
Przyczyną pękania lub zrywania się piły w czasie jej pracy mogą być:
−
nieprawidłowe wykonanie połączenia końców piły,
−
nieprawidłowe ostrzenie piły,
−
zbyt mocne naprężenie piły,
−
za duża grubość piły,
−
zbyt duże napięcie piły na kołach pilarki taśmowej.
Zmianę położenia piły na wieńcach kół powodują: nieprawidłowe naprężenie piły,
nadmierne stępienie zębów, za małe poszerzenie zębów piły, zły dobór parametrów kątowych
zębów, wadliwe ustawienie górnego koła prowadzącego piłę.
Nadmierne nagrzewani się piły powodują najczęściej: za małe poszerzenie zębów, za
mała podziałka uzębienia w stosunku do wysokości rzazu i prędkości posuwu, złe ustawienie
prowadników piły.
Główną przyczyną nierównego, drgającego ruchu piły jest niestaranne i mało dokładne
zlutowanie lub zespawanie końców piły, nieprawidłowe napięcie piły na kołach
prowadzących, zanieczyszczenie lub nierównomierne zużycie wieńców kół.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie wady przetarcia występują przy przetarciu na pilarkach ramowych pionowych?
2. Jakie znasz przyczyny powstawania wad przy przetarciu na pilarkach ramowych
pionowych?
3. Jakie wady przetarcia występują przy przetarciu na pilarkach taśmowych?
4. Jakie są przyczyny powstawania wad przy przetarciu na pilarkach taśmowych?
4.5.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj wady przetarcia na pilarkach ramowych pionowych, wskaż przyczyny ich
powstawania oraz sposoby eliminowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące wad przetarcia na pilarkach ramowych
pionowych,
2) scharakteryzować wady przetarcia na pilarkach ramowych pionowych,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Określ przyczyny powstawania wad przetarcia na pilarkach ramowych pionowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze na ten temat,
2) określić przyczyny powstawania wad przetarcia na pilarkach ramowych pionowych,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 3
Scharakteryzuj wady przetarcia na pilarkach taśmowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące wad przetarcia na pilarkach taśmowych,
2) scharakteryzować wady przetarcia na pilarkach taśmowych,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę format A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 4
Określ przyczyny powstawania wad przetarcia na pilarkach taśmowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze na ten temat,
2) określić przyczyny powstawania wad przetarcia na pilarkach taśmowych,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1)
scharakteryzować wady przetarcia przy przetarciu na pilarkach
ramowych pionowych?
¨
¨
2)
określić przyczyny powstawania wad przy przetarciu na pilarkach
ramowych pionowych?
¨
¨
3)
scharakteryzować wady przetarcia przy przetarciu na pilarkach
taśmowych?
¨
¨
4)
określić przyczyny powstawania wad przy przetarciu na pilarkach
taśmowych?
¨
¨
5)
rozpoznać wady przetarcia?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.6. Obróbka materiałów bocznych
4.6.1. Materiał nauczania
Bez względu na sposób rozpiłowywania kłód materiały boczne uzyskiwane w wyniku
przetarcia mają niejednolitą długość, jak również różną szerokość. W miarę zbliżania się do
cieńszego końca kłody obliny zajmują coraz większą część powierzchni desek bocznych,
a w końcowych partiach nadają im obły kształt na całej szerokości. Zadaniem linii obróbki
materiału bocznego jest eliminowanie tej cechy i nadawanie deskom bocznym postaci
zgodnej z wymaganiami stawianymi materiałom tartym. Głównymi elementami linii obróbki
materiałów bocznych są pilarki tarczowe poprzeczne (przerzynarki) oraz wzdłużne
(obrzynarki). [1, s. 284]
Obróbka materiałów bocznych na pilarkach tarczowych poprzecznych
Obróbka materiałów bocznych na pilarkach tarczowych poprzecznych polega na:
– przepiłowywaniu
otrzymywanego
materiału
bocznego
na
odcinki
o
różnych
przeznaczeniach (na deski obrzynane lub nie obrzynane, okorki i odpady),
– przepiłowywaniu desek krzywych i silnie zbieżystych w celu zmniejszenia do minimum
udziału zrzynów, powstających później przy obrzynaniu,
– przepiłowywaniu desek w miejscach rozgraniczających odcinki o wyraźnie innej jakości,
– wykonywaniu rzazów nadających deskom bocznym długość przewidzianą normami.
Deski podawane do pilarki tarczowej poprzecznej musza być manipulowane pojedynczo,
przy czym należy je układać węższą płaszczyzną do góry. Rzazy muszą być wykonywane
prostopadle do płaszczyzny deski. Nie należy wykonywać rzazów podziałowych przez
ujawnione na płaszczyznach wady drewna, lecz obok nich, aby cała wada została
umiejscowiona w jednym odcinku deski.
Rys. 23. Sposoby przepiłowywania desek bocznych na pilarkach
tarczowych poprzecznych: a – wykorzystanie stref jakościowych, b –
wykorzystanie jakości i szerokości deski bocznej, c – przerzynanie
krzywej deski bocznej [1, s. 286]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Przy przerzynce desek pilarką tarczową poprzeczną mogą wystąpić następujące wady
przerzynki:
– brak prostopadłości czoła desek do ich osi,
– brak prostopadłości czoła desek do ich płaszczyzn,
– nierówne powierzchnie rzazów na czołach desek.
Jeśli brak prostopadłości czół do osi desek występuje we wszystkich deskach, przyczyną
tego jest złe ustawienie piły tarczowej do osi desek lub wzdłużnej osi stołu pilarki. Jeśli wada
ta występuje sporadycznie, świadczy to o niestarannym układaniu kolejnych desek na stole
pilarki przez pracownika.
Jeśli czoła desek nie są prostopadłe do ich płaszczyzn, oznacza to, że wrzeciono piły nie
jest równoległe do płaszczyzny stołu lub że płaszczyzna rzazu piły nie jest prostopadła do
jego powierzchni (np. skośne ustawienie i zamocowanie piły na wrzecionie).
Nierówna powierzchnia rzazu na czołach desek występuje głównie przy pracy tępymi lub
nieprawidłowo naostrzonymi połami albo o wadliwie rozwieranych zębach. [1, s. 287]
Obróbka materiałów bocznych na pilarkach tarczowych wzdłużnych
Pilarki tarczowe wzdłużne służą do nadawania obrzynanym materiałom bocznym
prawidłowej szerokości. Deski muszą być podawane do obrzynania pojedynczo węższą
płaszczyzną do góry.
Przy obrzynaniu desek na pilarkach tarczowych wzdłużnych mogą powstawać
następujące wady:
– nieprawidłowy kształt,
– niedotrzymanie wymiarów szerokości i zbyt wąska lub za szeroka oblina,
– nieczysta powierzchnia boków.
Przyczyną nieprawidłowego kształtu desek może być krzywe obrzynanie, skośne
zrzynanie lub zygzakowaty rzaz.
Krzywe obrzynanie boków desek może być powodowane:
– wzajemną nierównoległością walców lub rolek posuwowych,
– wyrobieniem walców i rolek posuwowych albo wygięciem ich osi,
– niejednakowym rozwarciem zębów pił,
– dużą różnicą średnic lub grubości pił,
– próbą zmiany kierunku podania deski przez pracownika już po uchwyceniu jej przez
walce posuwowe.
Skośne zrzynanie desek powodowane jest nieprawidłowym naprężeniem pił lub
nadmiernym rozgrzewaniem się ich środkowych części, wskutek czego przybierają one lekko
sferyczny kształt.
Zygzakowaty rzaz występuje przy używaniu pił o nieprawidłowych wymiarach i źle
dobranym uzębieniu, jak również nieprawidłowym naprężeniu piły.
Niedotrzymanie wymiarów szerokości desek i za mała lub za duża szerokość obliny
mogą występować z przyczyn nieprawidłowej obsługi pracownika, jak również zużycia
mechanizmu przesuwu pił lub użycia pił o nieprawidłowym rozwarciu zębów.
Nieczyste powierzchnie boków powstają przy stosowaniu zbyt dużych posuwów, przy
pracy tępymi lub źle naprężonymi piłami albo o nieprawidłowo rozwartych zębach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.6.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak
charakteryzujemy obróbkę materiałów bocznych na pilarkach tarczowych
poprzecznych?
2. Jak przedstawić graficznie sposoby przepiłowywania desek bocznych na pilarkach
tarczowych poprzecznych?
3. Jakie wady przetarcia desek bocznych występują przy przetarciu na pilarkach tarczowych
poprzecznych?
4. Jakie wady przetarcia desek bocznych występują przy przetarciu na pilarkach tarczowych
wzdłużnych?
4.6.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj obróbkę materiałów bocznych na pilarkach tarczowych poprzecznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące obróbki materiałów bocznych na pilarkach
tarczowych poprzecznych,
2) scharakteryzować obróbkę materiałów bocznych na pilarkach tarczowych poprzecznych,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Przedstaw na rysunku sposoby przepiłowywania desek bocznych na pilarkach
tarczowych poprzecznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze na ten temat,
2) wykonać rysunek przedstawiający sposoby przepiłowywania desek bocznych na pilarkach
tarczowych poprzecznych,
3) oznaczyć na rysunku poszczególne strefy i miejsca rzazów,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– linijka,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Ćwiczenie 3
Scharakteryzuj wady przetarcia desek bocznych na pilarkach tarczowych poprzecznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące wad przetarcia desek bocznych na pilarkach
tarczowych poprzecznych,
2) scharakteryzować
wady
przetarcia desek bocznych na pilarkach tarczowych
poprzecznych,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę format A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 4
Scharakteryzuj wady przetarcia desek bocznych na pilarkach tarczowych wzdłużnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące wad przetarcia desek bocznych na pilarkach
tarczowych wzdłużnych,
2) scharakteryzować wady przetarcia desek bocznych na pilarkach tarczowych wzdłużnych,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę format A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) scharakteryzować obróbkę materiałów bocznych na pilarkach
tarczowych poprzecznych?
¨
¨
2) przedstawić graficznie sposoby przepiłowywania desek bocznych
na pilarkach tarczowych poprzecznych?
¨
¨
3) scharakteryzować wady przetarcia desek bocznych przy przetarciu
na pilarkach tarczowych poprzecznych?
¨
¨
4) scharakteryzować wady przetarcia desek bocznych przy przetarciu
na pilarkach tarczowych wzdłużnych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.7. Zasady organizacji pracy w hali przetarcia
4.7.1. Materiał nauczania
Wszystkimi pracami w hali przetarcia kieruje kierownik hali. Jeśli praca w hali odbywa
się w systemie zmianowym, pracą każdej zmiany kieruje zmianowy. Jest on zastępcą
kierownika hali na swojej zmianie i podlega mu bezpośrednio.
Kierownik hali odpowiada za racjonalne wykorzystanie czasu pracy przez podległych mu
pracowników oraz za zachowanie warunków bezpieczeństwa pracy. W zakresie gospodarki
materiałowej kierownik jest odpowiedzialny za prawidłowość wymiarów produkowanej
tarcicy oraz gospodarkę przekładkami trakowymi. Wszyscy trakowi otrzymują od kierownika
hali (lub zmianowego) komplety par przekładek, dobranych wymiarami do sprzęgów pił,
podanych im przez kierownika hali w dyspozycjach przetarcia. Po zakończeniu pracy zmiany
kierownik hali (zmianowy) odbiera przekładki od trakowych i przechowuje je.
Kierownik hali wydaje polecenia trakowym w postaci dyspozycji przetarcia. Określają
one zadania produkcyjne, jakie trakowy ma wykonać w czasie określonej zmiany, tzn. sposób
przetarcia i sprzęgi pił, którymi ma być przecierana określona jakościowo-wymiarowa grupa
kłód. Służą również do rejestrowania wymiarów i ilości kłód przecieranych oddzielnie na
każdym stanowisku rozpiłowywania kłód. Stanowią podstawową dokumentację dla
księgowości materiałowej tartaku do rejestrowania przychodu kłód do przetarcia i ich
rozchodu dla składu drewna okrągłego. Rozliczenie wyników produkcji odbywa się na
podstawie wykazów odbiorczych przychodu materiałów tartych, sporządzanych na składzie
tarcicy po jej rozsortowaniu. [1, s. 308]
Poszczególne stanowiska robocze są obsługiwane przez zespoły robocze. Liczebność ich
jest zależna od stopnia zaawansowania rozwiązań technicznych i technologicznych zakładu.
W halach przetarcia o niskim stopniu mechanizacji liczebność załogi musi być większa
proporcjonalnie do udziału czynności, które należy wykonać ręcznie. Nad prawidłowością
pracy poszczególnych zespołów roboczych nadzór sprawuje brygadzista. Poza czynnościami
bezpośredniej obsługi poszczególnych obrabiarek, każdy brygadzista zespołu powinien:
−
przejąć od swojego poprzednika obrabiarkę, urządzenia dodatkowe, narzędzia
i stanowisko robocze w stanie pełnej sprawności technicznej, oczyszczone
i uporządkowane, a po zakończeniu pracy przekazać swojemu następcy w takim samym
stanie,
−
uzyskać informacje na temat poprawności pracy obrabiarki i urządzeń pomocniczych oraz
ewentualnych awariach i naprawach,
−
sprawdzić stan osłon ochronnych,
−
sprawdzić stan narzędzi i wyposażenia,
−
wykonać czynności przygotowawcze do uruchomienia obrabiarki.
Czynności niezbędne do prawidłowej obsługi stanowiska roboczego należy odpowiednio
rozdzielić między wszystkich członków zespołu roboczego. Każde stanowisko robocze
powinno być wyposażone w odpowiednią instrukcję obsługi urządzenia oraz instrukcję
bezpieczeństwa pracy.
Organizacja pracy w hali przetarcia musi zapewniać prawidłowe przygotowanie narzędzi
do pracy i w odpowiedniej ilości. Ważnym elementem jest wyposażenie zakładu w ostrzarnię
pił do właściwego przygotowania urządzeń skrawających. Nie wolno używać uszkodzonych
lub nie przygotowanych do pracy pił lub innych narzędzi skrawających.
W hali powinny być wyraźnie oznaczone szlaki transportowe i przejścia dla ludzi,
w koniecznych przypadkach należy je osłonić barierą lub ścianką.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.7.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest rola kierownika hali przetarcia?
2. Jak można scharakteryzować podstawowe zasady organizacji pracy w hali przetarcia?
3. Jakie są główne obowiązki brygadzisty w hali przetarcia?
4. Od czego zależy liczebność zespołów roboczych w hali przetarcia?
4.7.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj podstawowe zasady organizacji pracy w hali przetarcia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące organizacji pracy w hali przetarcia,
2) scharakteryzować podstawowe zasady organizacji pracy w hali przetarcia,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Określ główne obowiązki brygadzisty w hali przetarcia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze na ten temat,
2) określić główne obowiązki brygadzisty w hali przetarcia,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić rolę kierownika hali przetarcia?
¨
¨
2) scharakteryzować
podstawowe zasady organizacji pracy w hali przetarcia? ¨
¨
3) określić główne obowiązki brygadzisty w hali przetarcia?
¨
¨
4) określić od czego zależy liczebność zespołów roboczych w hali przetarcia? ¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.8. Produkcja elementów przeznaczeniowych
4.8.1. Materiał nauczania
Elementy przeznaczeniowe to materiały tarte o ostatecznych wymiarach grubości,
szerokości i długości, dostosowanych do potrzeb odbiorców, jakie można uzyskać przez
obróbkę drewna piłami. Nie przewiduje się uszlachetniania powierzchni (struganie,
szlifowanie, profilowanie, lakierowanie, malowanie itp.) elementów przeznaczeniowych
w zakładach przemysłu tartacznego. Rozgranicza się zagadnienie produkcji elementów
przeznaczeniowych w zależności od tego, czy przerobowi podlega drewno liściaste czy
iglaste. Produkcja elementów przeznaczeniowych z drewna drzew iglastych w tzw.
przyrzynalniach ma znacznie mniejszy udział w ogólnej ilości produkowanych materiałów
tartych z drewna drzew iglastych niż wyrobów fryzarskich w materiałach tartych z drewna
drzew liściastych.
Produkcja elementów przeznaczeniowych z drewna drzew liściastych
Proces technologiczny produkcji elementów przeznaczeniowych (wyrobów fryzarskich)
z drewna drzew liściastych polega na przerobieniu tarcicy świeżej na elementy o ostatecznych
wymiarach długości, szerokości i grubości. Musi on rozpoczynać się od wstępnego
rozsegregowania otrzymywanego materiału na:
−
sztuki wymagające indywidualnego traktowania ze względu na możliwość uzyskania
sortymentów większej długości i lepszej jakości, jak np. bukowych łat giętarskich,
dłuższych elementów konstrukcyjnych meblarskich itp.,
−
sztuki o wyjątkowo dobrej jakości, która umożliwia ich przerób w całości na sortymenty
przeznaczeniowe o dużych wymaganiach jakościowych jak wyżej, ale z zastosowaniem
masowych metod przerobu,
−
sztuki o gorszej jakości, o przeznaczeniu na wyroby masowe, przeważnie mniejszej
długości, jak np. fryzy, graniaki, łaty do produkcji posadzki itp.
Tarcica wymagająca indywidualnego traktowania jest rozpiłowywana wzdłużnie
w sposób zapewniający oddzielenie bocznych stref lepszej jakości od strefy środkowej,
z reguły obciążonej szeregiem wad, jakie normalnie ujawniają się w przyrdzeniowych
strefach drewna. Strefy boczne stanowią typowy materiał do produkcji wysokojakościowych
elementów przeznaczeniowych. Są one rozpiłowywane wzdłużnie na taką szerokość, jaką
powinny mieć gotowe elementy. Używa się do tego celu jednopiłowych pilarek tarczowych
wzdłużnych. Umożliwia to zależnie od jakości przerabianego materiału wypiłowywanie
kolejnych elementów niejednakowej szerokości.
Strefa środkowa desek – gorszej jakości – pozostała po odpiłowaniu stref bocznych,
może być rozpiłowywana na łaty jednakowej szerokości tak samo na pilarkach tarczowych
wzdłużnych jednopiłowych, albo jeśli ma większą szerokość – na pilarce tarczowej wzdłużnej
wielopiłowej. [1, s. 329]
Łaty wypiłowane na pilarkach tarczowych wzdłużnych jednopiłowych są przemieszczane
do stanowisk pilarek tarczowych poprzecznych (przerzynarek), gdzie ulegają skróceniu na
długość produkowanych elementów przeznaczeniowych. W czasie skracania następuje
wycinanie i odrzucanie odcinków zawierających wady drewna, niedopuszczalne dla
określonego sortymentu elementów.
Gotowe elementy są na miejscu rozsortowywane na grupy jakościowo-wymiarowe, lub
wywożone z hali na sortownię. Stanowiska obrabiarek użytych do produkcji elementów
przeznaczeniowych powinny być powiązane ze sobą przenośnikami w ciągi produkcyjne.
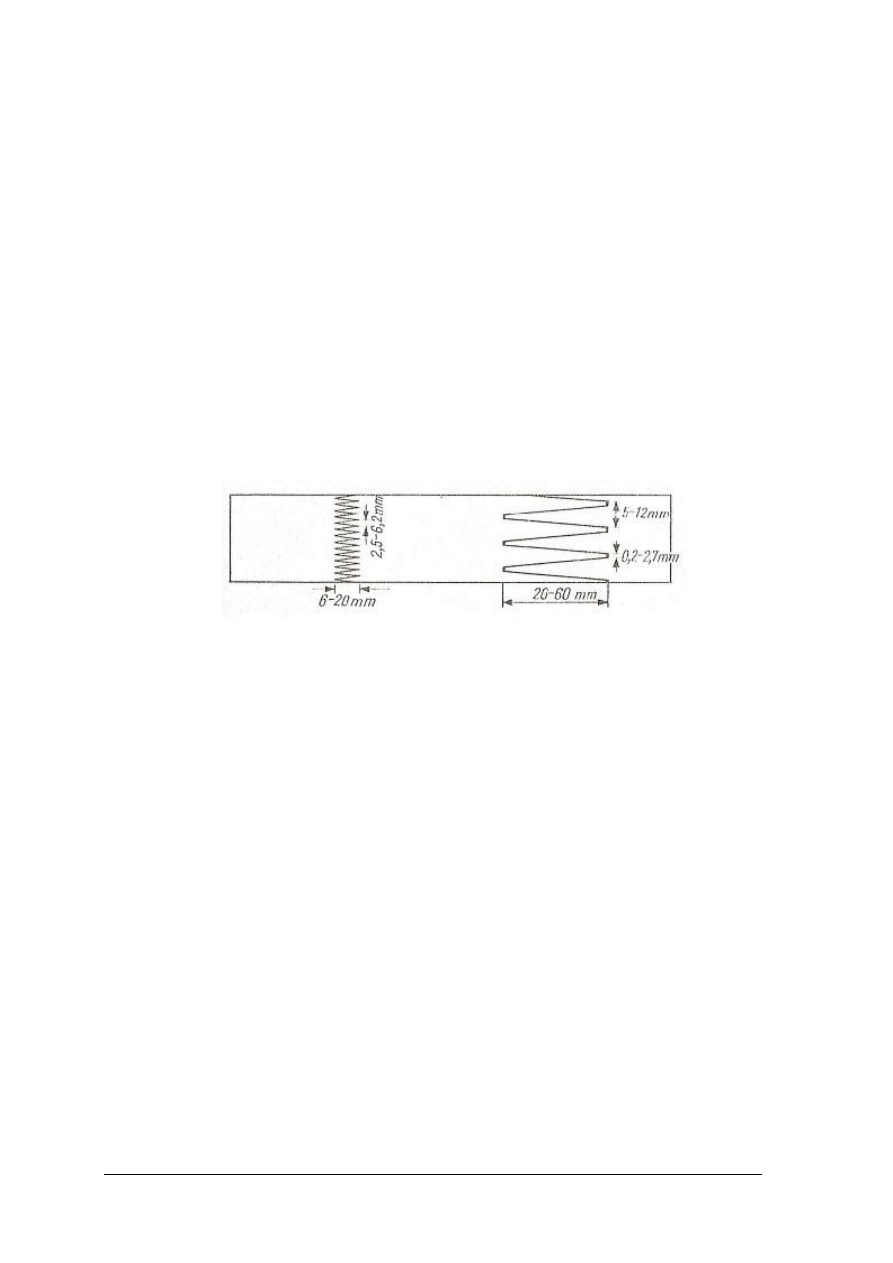
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Produkcja elementów przeznaczeniowych z drewna drzew iglastych
Tarcica po wysuszniu w suszarni podlega operacji egalizowania na strugarkach jedno-
lub dwustronnych. Po zegalizowaniu jej grubości jest rozpiłowywana wzdłużnie na łaty lub
listwy o szerokości produkowanych elementów przeznaczeniowych. Do tego celu używa się
pilarek tarczowych wzdłużnych wielopiłowych lub jednopiłowych. Tak samo jak przy
produkcji elementów przeznaczeniowych z drewna drzew liściastych cała tarcica przechodzi
przez pilarki wielopiłowe. Na pilarkach jednopiłowych obrzyna się tylko boczne części
tarcicy o szerokości mniejszej niż odległość między sąsiednimi piłami pilarki wielopiłowej.
Wskutek tego muszą być one obrzynane indywidualnie na mniejszą szerokość.
Wszystkie łaty wypiłowane na pilarkach tarczowych wzdłużnych są podawane do
stanowisk pilarek poprzecznych, gdzie są dzielone rzazami poprzecznymi na odcinki
o ostatecznej długości produkowanych elementów przeznaczeniowych. Ważnym zadaniem
jest usuwanie wszystkich odcinków łat, które zawierają niedopuszczalne w produkowanych
elementach wady drewna.
Odcinki łat o długościach mniejszych od końcowych długości produkowanych
elementów podawane są do stanowiska sklejarki długościowej, wykonującej połączenia na
wczepy palczaste (klinowe).
Rys. 24. Połączenie drewna na wczepy palczaste: z prawej strony
normalnej długości, z lewej – na mini-wczepy [1, s. 343]
Sklejarka składa się z frezarki do wycinania wczepów na obu końcach łączonych ze sobą
odcinków łat, z przenośnika podawczego oraz prasy do ściskania sklejanych elementów. Po
nacięci na wczepy nanoszony jest klej, a po ściśnięciu łączonych elementów w prasie
następuję automatyczne uruchomienie piły tarczowej, która odcina ze sklejonej taśmy gotowe
elementy przeznaczeniowe o ostatecznej długości. Po sklejeniu długościowym istnieje
możliwość łączenia elementów na sklejarce szerokościowej.
4.8.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można scharakteryzować produkcję elementów przeznaczeniowych z drewna drzew
liściastych?
2. Jak można scharakteryzować produkcję elementów przeznaczeniowych z drewna drzew
iglastych?
3. Jakie wymiary mają wczepy i mikrowczepy palczaste?
4.8.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj produkcję elementów przeznaczeniowych z drewna drzew liściastych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące produkcji elementów przeznaczeniowych
z drewna drzew liściastych,
2) scharakteryzować produkcję elementów przeznaczeniowych z drewna drzew liściastych,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Scharakteryzuj produkcję elementów przeznaczeniowych z drewna drzew iglastych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące produkcji elementów przeznaczeniowych
z drewna drzew iglastych,
2) scharakteryzować produkcję elementów przeznaczeniowych z drewna drzew iglastych,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A-4,
–
ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 3
Określ graficznie i opisz połączenie drewna na wczepy palczaste.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze na ten temat,
2) narysować przykład połączenia drewna na wczepy,
3) oznaczyć wymiary wczepów i mikrowczepów,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę format A-4,
– ołówek/długopis,
– linijka,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) scharakteryzować produkcję elementów przeznaczeniowych
z drewna drzew liściastych?
¨
¨
2) scharakteryzować produkcję elementów przeznaczeniowych
z drewna drzew iglastych?
¨
¨
3) podać wymiary wczepów i mikrowczepów?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 22 zadania o różnym stopniu trudności. Są to zadania wielokrotnego
wyboru. Do każdego pytania dołączone są cztery możliwości odpowiedzi, tylko jedna jest
prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Test składa się z dwóch części o różnym stopniu trudności: I część – poziom
podstawowy, II część - poziom ponadpodstawowy.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie sprawiało trudność, wtedy odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie czas wolny.
9. Na rozwiązanie testu masz 45 minut.
Powodzenia !

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
ZESTAW ZADAŃ TESTOWYCH
1. W jakiej części dłużycy występuje największa zbieżystość?
a) w odziomkowej,
b) w środkowej,
c) w wierzchołkowej,
d) w wierzchołkowej i odziomkowej w przypadku występowania napływów
korzeniowych.
2. Jakie sęki stanowią najpoważniejszą wadę w drewnie tartacznym?
a) zepsute i nie zrośnięte z otaczającą je tkanką drzewną,
b) nadpsute i nie zrośnięte z otaczającą je tkanką drzewną,
c) twarde i częściowo zrośnięte z otaczającą je tkanką drzewną,
d) twarde i zupełnie zrośnięte z otaczającą je tkanką drzewną.
3. Znakowanie kłód wykonuje się:
a) na czole cieńszego końca kłody,
b) w środkowej części kłody,
c) na czole grubszego końca kłody,
d) obojętnie.
4. Na linii uzdatniania kłód wykonuje się:
a) przecieranie kłód,
b) sortowanie kłód,
c) wykrywanie metali i korowanie,
d) znakowanie kłód.
5. Przy pomocy jakich narzędzi usuwa się metale z kłód?
a) tasaka,
b) siekiery i pilarki,
c) noża,
d) ręcznie.
6. W jaki sposób odbywa się maszynowe korowanie kłód?
a) przy pomocy pilarki łańcuchowej,
b) przy pomocy pilarki tarczowej,
c) przy pomocy narzędzi ręcznych,
d) przy pomocy narzędzi zamocowanych w rotorze lub dociskanych pneumatycznie lub
hydraulicznie w głowicach korujących.
7. Tabelaryczne wielkości posuwów przecieranych kłód stosuje się:
a) przy przecieraniu kłód prostych,
b) przy przecieraniu kłód krzywych,
c) przy przecieraniu kłód krótkich,
d) przy przecieraniu kłód cienkich.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
8. Jaki ubytek drewna przy przetarciu powodują piły taśmowe w porównaniu z przetarciem
piłami trakowymi?
a) większy,
b) mniejszy,
c) większy przy grubszych kłodach,
d) taki sam.
9. Mechowatość powierzchni tarcicy przy przetarciu na pilarkach taśmowych wynika z:
a) zbyt dużej prędkości przetarcia,
b) nieuwagi obsługi,
c) stępienia uzębienia piły,
d) niestarannego zlutowania końców piły.
10. Jakie pilarki stanowią główne elementy linii obróbki materiałów bocznych?
a) łańcuchowe,
b) ramowe,
c) tarczowe poprzeczne i wzdłużne,
d) taśmowe
11. Wadą przerzynki desek pilarką tarczową poprzeczną jest:
a) zbyt mała szerokość deski,
b) zbyt duża szerokość deski,
c) mechowatość powierzchni deski,
d) brak prostopadłości czoła deski do jej osi i płaszczyzny.
12. Zmianowy jest zastępcą:
a) trakowego,
b) dyspozytora,
c) dyrektora,
d) kierownika hali.
13. Zadanie produkcyjne dla trakowego kierownik hali przetarcia wydaje w postaci:
a) rozkazu dziennego,
b) dyspozycji przetarcia,
c) pisma przewodniego,
d) prośby koleżeńskiej.
14. Jakie elementy przeznaczeniowe produkuje się z drewna drzew liściastych?
a) wyroby fryzarskie,
b) wyroby sklejkarskie,
c) wyroby okleiniarskie,
d) wyroby meblarskie.
15. Jaka jest szerokość połączenia drewna na mini-wczepy palczaste?
a) 2 – 5 mm,
b) 6 – 20 mm,
c) 21 – 40 mm,
d) 41 – 60 mm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
16. Rozmieszczenie sęków na przekroju poprzecznym strzały jest mniejsze gdy odległość od
środka przekroju:
a) jest mniejsza,
b) jest równa połowie długości promienia,
c) jest większa,
d) nie ma wpływu.
17. Prawidłowy sprzęg pił powinien zapewnić:
a) jak największy ubytek drewna w postaci odpadów,
b) jak najmniejszy ubytek drewna w postaci odpadów,
c) uzyskanie jak najdłuższych elementów,
d) uzyskanie jak najkrótszych elementów.
18. Bok kwadratu o największej powierzchni wpisanego w przekrój kłody o średnicy d
w cieńszym końcu wynosi:
a) 0,71 d,
b) 0,61 d,
c) 0,51 d,
d) 0,41 d.
19. Przy przetarciu kłód ze strefy przyrdzeniowej należy pozyskiwać:
a) sortymenty jak najdłuższe,
b) sortymenty grubsze,
c) sortymenty cieńsze,
d) sortymenty krótsze.
20. Jakość i wydajność przetarcia pilarki ramowej pionowej zależy od:
a) prędkości posuwu kłody,
b) grubości kłody,
c) prawidłowego zawieszenia pił w ramie pilarki,
d) ilości osób obsługi.
21. Wichrowatość tarcicy uznaje się za:
a) zaletę tarcicy,
b) wadę tarcicy,
c) cechę pożądaną przetarcia,
d) cechę nie wpływającą na jakość tarcicy.
22. Jakie przyczyny mogą spowodować pęknięcie piły taśmowej?
a) nieprawidłowe ostrzenie piły lub zbyt mocne jej napięcie,
b) przechowywanie piły w temperaturach poniżej 10
o
C,
c) przechowywanie piły w temperaturach powyżej 10
o
C,
d) zbyt rzadkie ostrzenie piły.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Obróbka drewna tartacznego
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punktacja
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
21.
a
b
c
d
22.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
6. LITERATURA
1. Gromadzki J.: Technologia drewna. Tom I. PWRiL, Warszawa 1974
2. Szczuka J., Żurowski J.: Materiałoznawstwo przemysłu drzewnego. WSiP, Warszawa
1999
3. Zenkteler M.: Mechaniczna technologia drewna. PWN, Warszawa 1971
Czasopisma
−
Gazeta przemysłu Drzewnego: Wydawnictwo Inwestor sp. z o. o.
−
Gazeta Drzewna – Holz-Zentralblatt Polska sp. z o.o. Poznań
−
Meblarstwo – pismo dla producentów i odbiorców mebli: Wydawnictwo Inwestor sp. z o. o.
−
Przemysł Drzewny: Wydawnictwo Świat sp. z o. o.
Wyszukiwarka
Podobne podstrony:
11 Obrobka drewna tartacznegoid Nieznany
Mechaniczna obróbka drewna
07 Wykonywanie maszynowej obróbki drewna
742[01] z1 01 u ręczna obróbka drewna
narzędzia do obróbki drewna
Wiejskie rzemiosło obróbka drewna
praca dyplomowa obróbka drewna przy zastosowaniu obrabiarek sterowanych numerycznie 4JPHWM2CIJ4QMD
Biznes plan obrobka drewna, Biznes plany
83 Nw 11 Obrobka aluminium
Mechaniczna obróbka drewna
Unit 11 OBRÓBKA POZAPIECOWA STALI
Opis zawodu Operator urządzeń do obróbki drewna, Opis-stanowiska-pracy-DOC
KIVc20.04.2006-NARZĘDZIA I PRZYBORY DO OBRÓBKI DREWNA-etykieta, Konspekty dydaktyka
06 Wykonywanie ręcznej obróbki drewna
Zakład Obróbki Drewna Biznes Plan (14 Str)
klasa-5-narzedzia-do-obrobki-drewna, Ukw, II Lic, Drewno
82 Nw 04 Obrobka drewna
88 Nw 11 Malowanie drewna i metali
więcej podobnych podstron