Podstawy programowania
obrabiarek CNC
Podstawowe adresy i funkcje
Oznaczenie osi
X – pierwsza główna oś
Y – druga główna oś
Z – trzecia główna oś
Oś X
Druga oś, równoległa do osi X to oś
U, wartość U jest podawana jako
współrzędna przy programowaniu
przyrostowym, zaś X przy
programowaniu bezwzględnym
Współrzędna kątowa wokół osi X to A
Oś Y
Druga oś, równoległa do osi Y to oś V,
wartość V jest podawana jako
współrzędna przy programowaniu
przyrostowym, zaś Y przy
programowaniu bezwzględnym
Współrzędna kątowa wokół osi Y to B
Oś Z
Druga oś, równoległa do osi Z to oś
W, wartość W jest podawana jako
współrzędna przy programowaniu
przyrostowym, zaś Z przy
programowaniu bezwzględnym
Współrzędna kątowa wokół osi Z to C
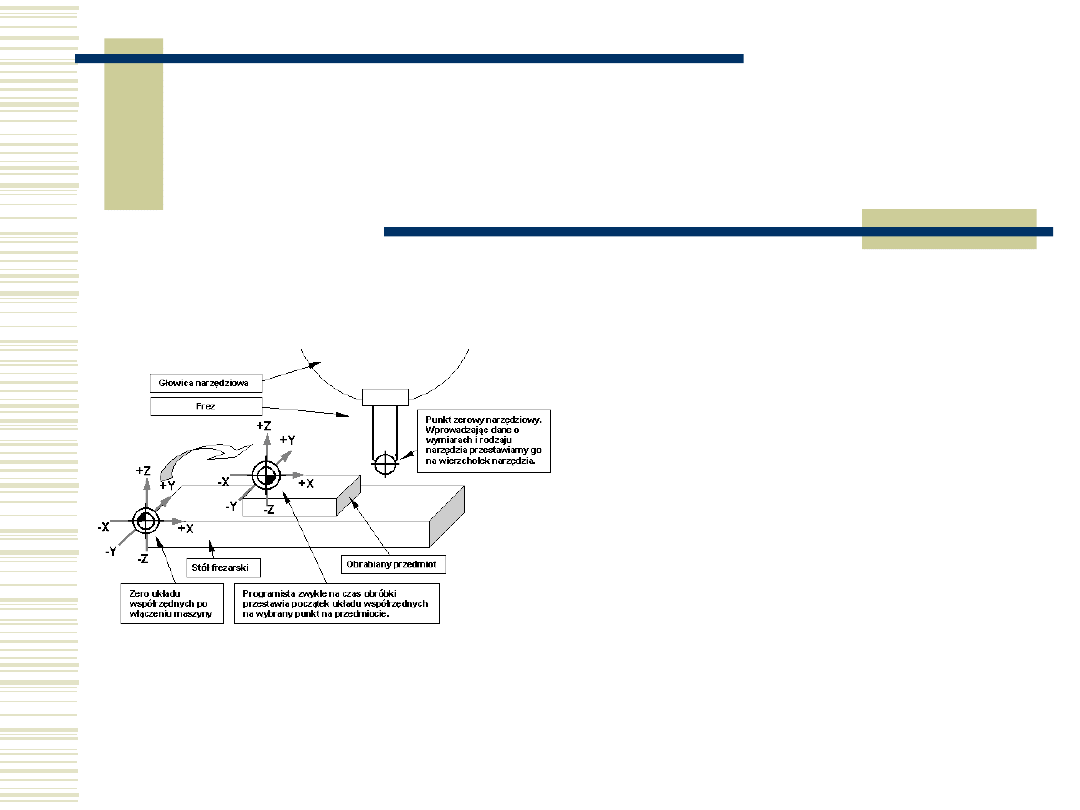
Osie X, Y, Z
Rozmieszczenie
osi
Wszystkie osie
Oś X
Prog.
bezwzględne
Oś Y
Prog.
bezwzględne
Oś Z
Prog.
bezwzględne
Oś U
Prog.
przyrostowe
Oś V
Prog.
przyrostowe
Oś W
Prog.
przyrostowe
Oś A
Prog. kątowe
Oś B
Prog. kątowe
Oś C
Prog. kątowe
O – numer programu
Oznaczenie programu np. O0001,
O1234 itp.
N – numer bloku
Każdy blok jest zbiorem słów
określającym czynności do
wykonania np..
N100 G0 X100 Y100 Z10 M8 i
musi kończyć się znakiem (;) EOB
G – funkcje
przygotowawcze
Funkcja G związana jest z
instrukcjami geometrycznymi jak i
przygotowaniem maszyny do
obróbki
Np.. G0, G1, G2, ....itp..
F - Posuw
G94 – posuwu w mm/min.
G95 – posuwu w mm/obr.
S – prędkość obrotowa
G96 – stała prędkość skrawania
m/min.
G97 – stałe obroty wrzeciona
obr./min.
T – wybór narzędzia
T202 – wybór narzędzia numer 2 z
korektorem 02
M – funkcje pomocnicze
Funkcje pomocnicze związana z
instrukcjami technologicznymi
G – funkcje
przygotowawcze
G0 – ruch przestawny z posuwem
szybkim
G1 – ruch liniowy z posuwem roboczym
G2 – interpolacja kołowa, zgodnie z
ruchem
wskazówek zegara
G3 – interpolacja kołowa, odwrotnie do
ruchów wskazówek zegara
c.d.
G4 – postój czasowy, wyrażony w
sekundach
np. G4 X5 (5 sekund)
G09 - dokładny stop na narożach
G17 – płaszczyzna X Y
G18 – płaszczyzna Z X
G19 – płaszczyzna Y Z
c.d.
G27 - Odjazd z punktu
referencyjnego
G28 - Najazd na punkt referencyjny
c.d.
G40 - Odwołanie kompensacji
promienia narzędzia
G41 - Kompensacja lewostronna
G42 - Kompensacja prawostronna
c.d.
G43 - Kompensacja długości
narzędzia w kierunku dodatnim
G44 - Kompensacja długości
narzędzia w kierunku ujemnym
G49 - Odwołanie G43 i G44
c.d.
G52 - Przesunięcie początku układu
współrzędnych - przyrostowe
G53 - Odwołanie przesunięć
początku układu współrzędnych
c.d.
G54-G59 – Początki układów
współrzędnych - baza
przedmiotowa
c.d.
G90 - Programowanie absolutne
G91 - Programowanie przyrostowe
M – funkcje pomocnicze
M0 – stop programu
M1 – stop programu operacyjnego
M2 – koniec programu
c.d.
M3 – włączenie prawych obrotów
wrzeciona
M4 – włączenie lewych obrotów
wrzeciona
M5 – zatrzymanie wrzeciona
c.d.
M7 – załączenie chłodziwa (nie
zależne od obrotów)
M8 – załączenie chłodziwa (zależne
od obrotów)
M9 – wyłączenie chłodziwa
c.d.
M29 – synchronizacja posuwu i
obrotów do gwintowania
M30 – koniec programu z
przewijaniem
c.d.
M98 - Wywołanie podprogramu
M99 - Koniec podprogramu
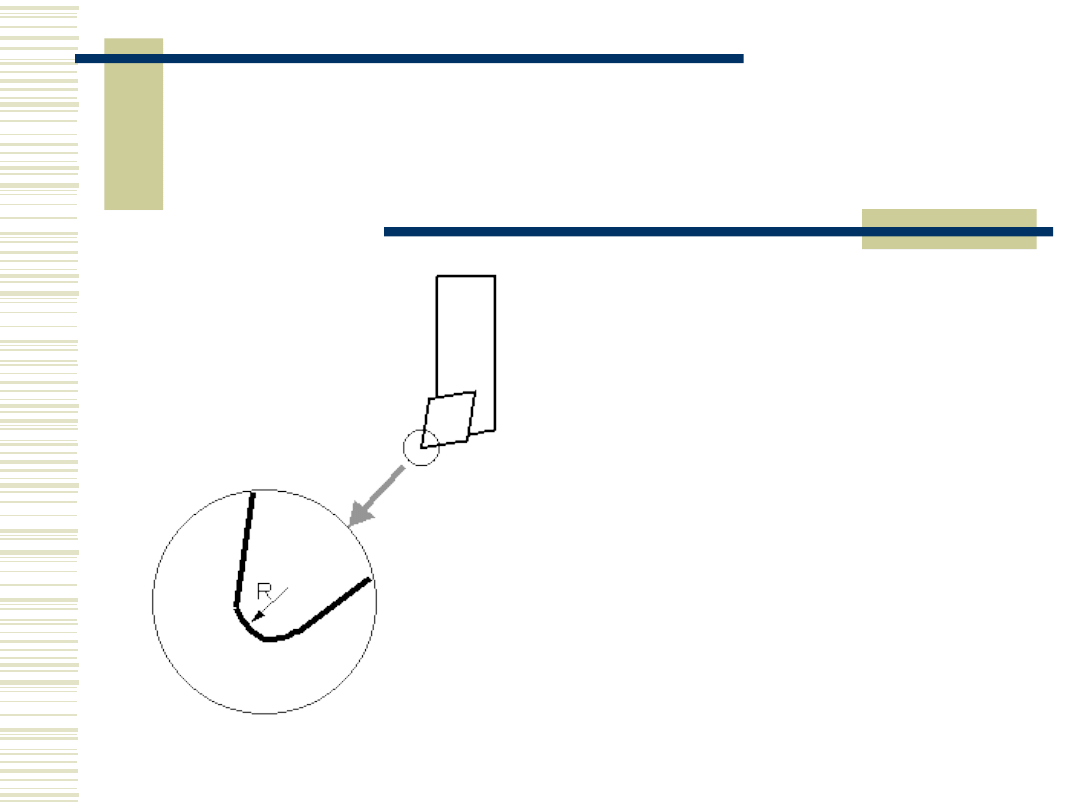
Kompensacja
Na przykładzie obróbki tokarskiej
c.d.
Wszystkie
płytki
mają
krawędzie
skrawające
zaokrąglone
promieniem
określonym
przez
konstruktora,
przeważnie są to
promienie : 0.1, 0.2,
0.4, 0.8, 1.2 itd.
c.d.
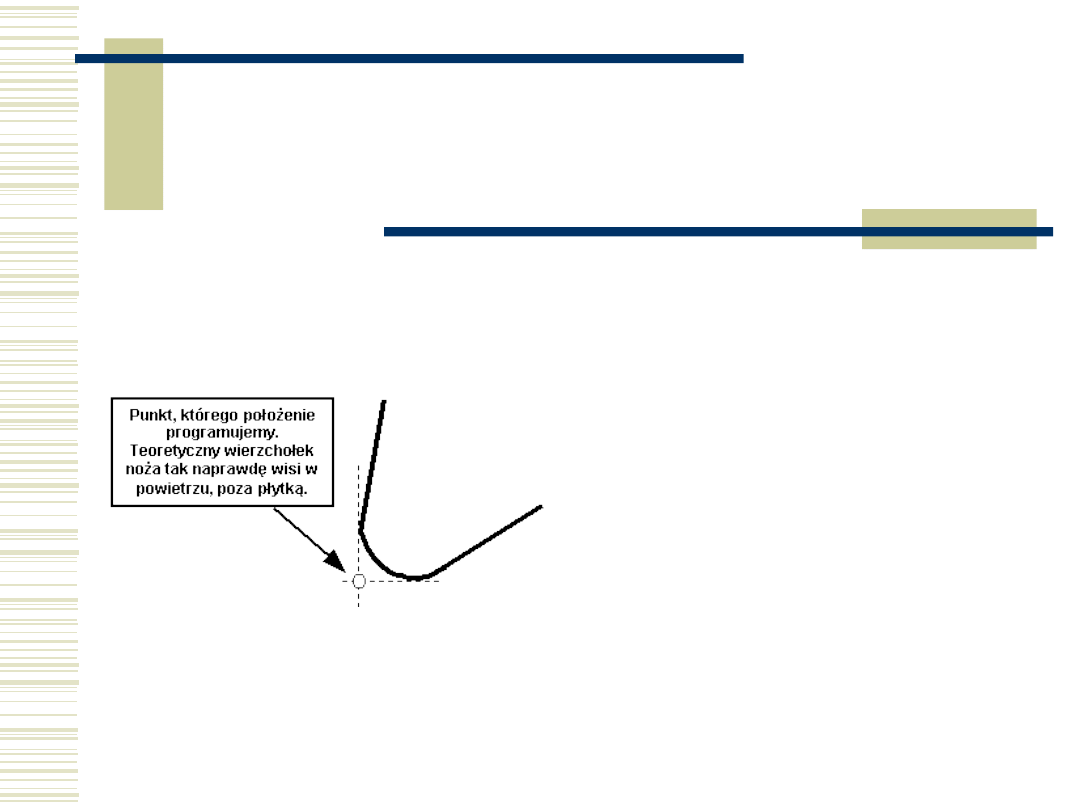
Faktyczny pomiar
długości korekcji
płytki to punkt na
skrzyżowaniu się
prostych stycznych
do promienia
narzędzia
przechodzących
przez osie X i Z, co
ilustruje przykład:
c.d.
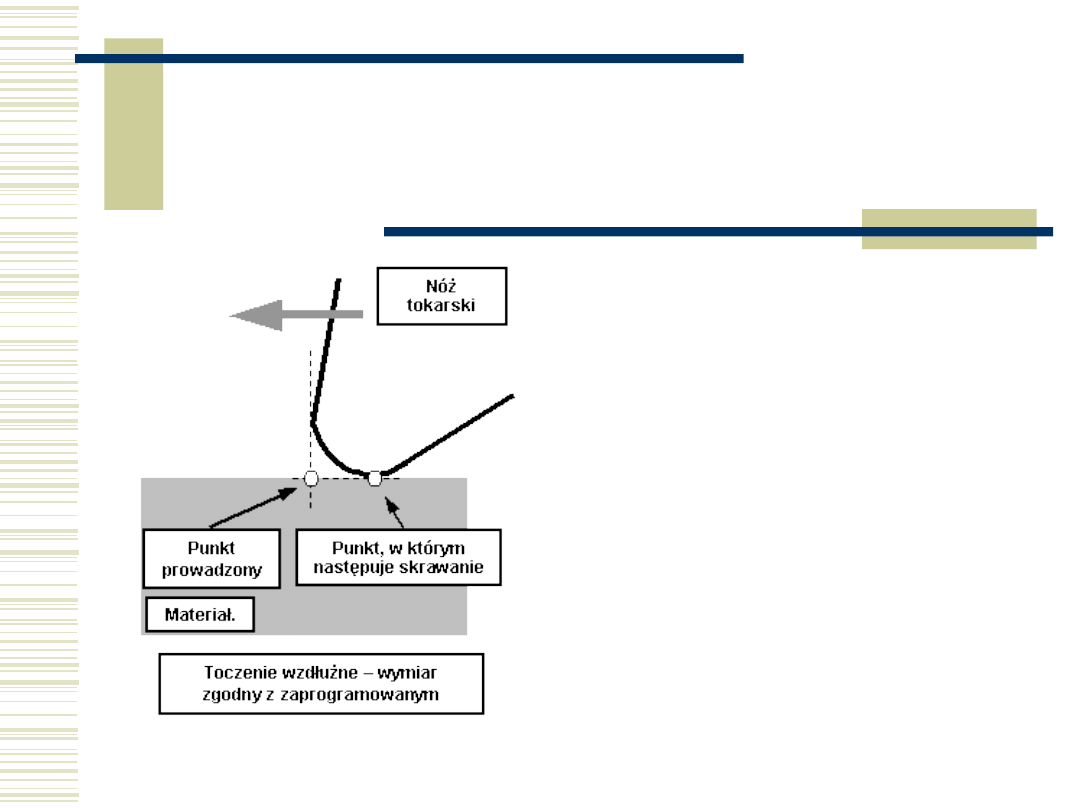
Jak widać nie
będzie problemu
przy obróbce
detali
cylindrycznych,
ale...
c.d.
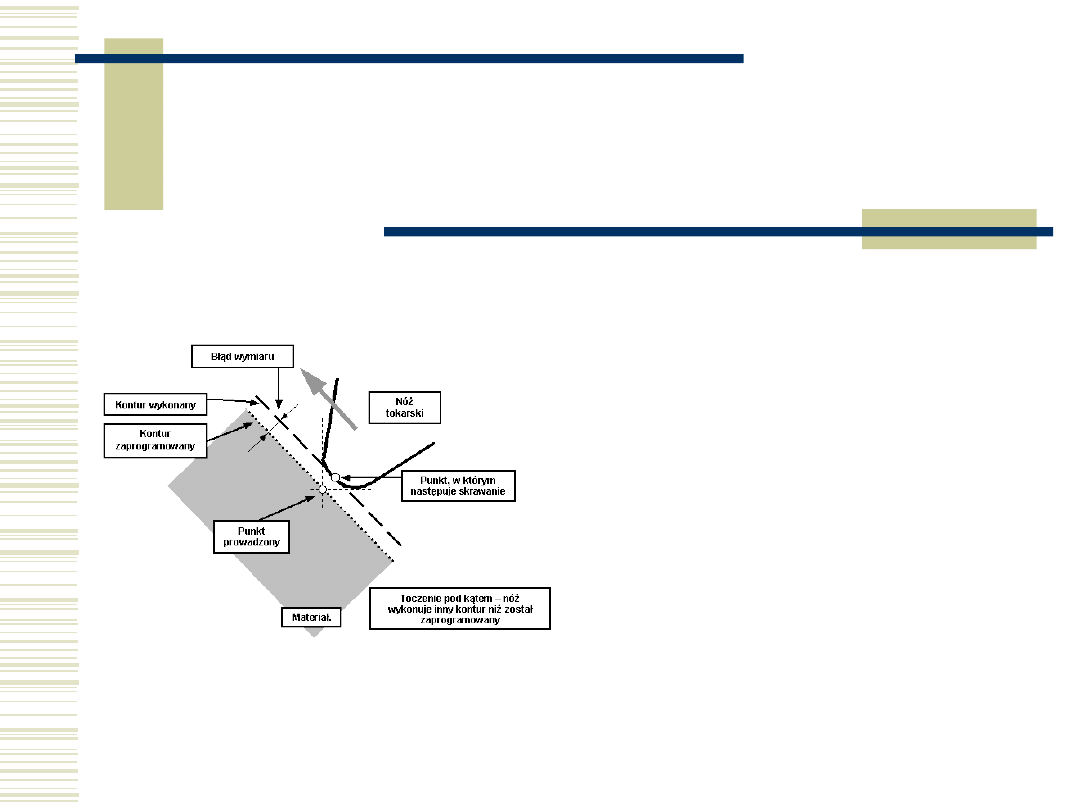
...przy obróbce
stożków i
zaokrągleń
wystąpi kształt
inny niż
zaprogramowany
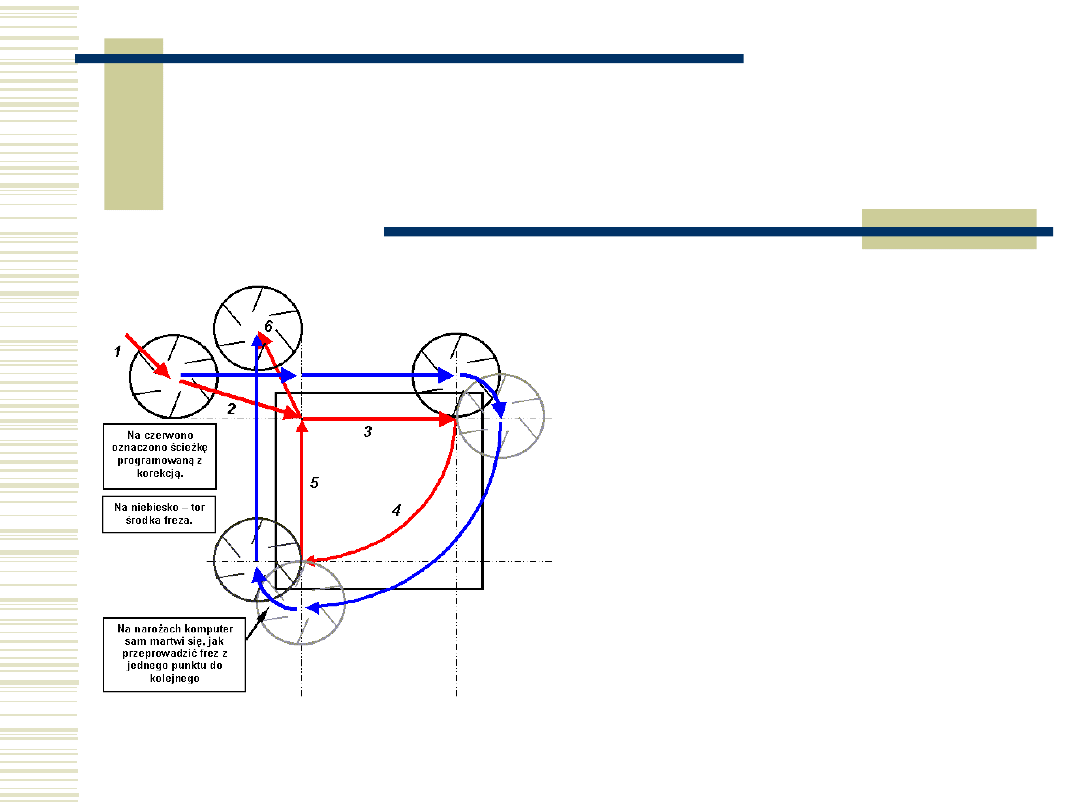
Kompensacja
Na przykładzie obróbki frezarskiej
c.d.
Ekwidystanta –
niebieska linia
Programowany
kształt – czerwona
linia
c.d.
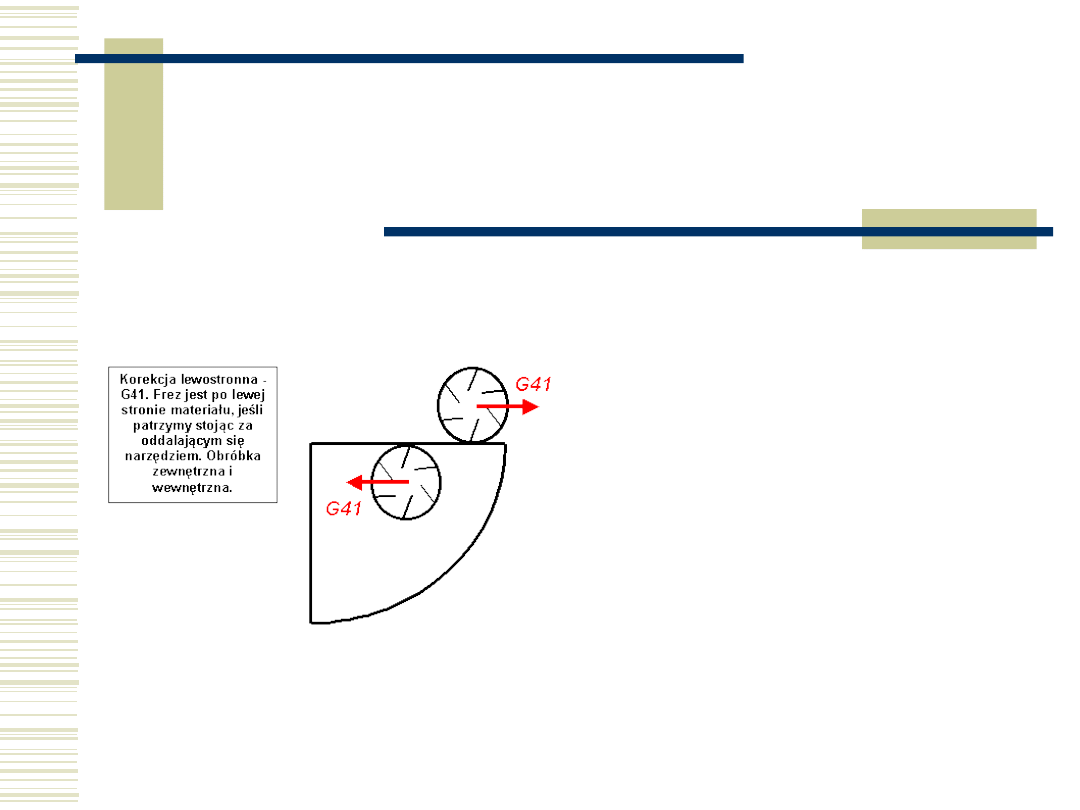
G41 – frez po
lewej stronie
materiału
c.d.
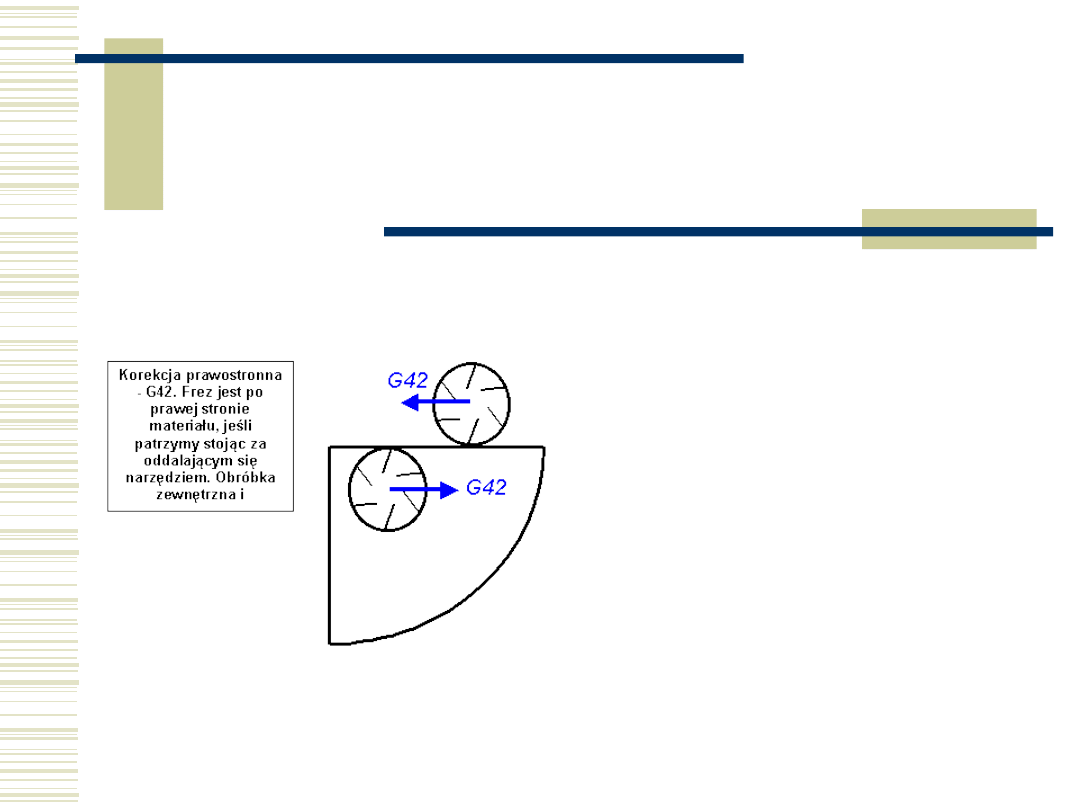
G42 – frez po
prawej stronie
materiału
Zastosowanie
kompensacji
Kompensację włączamy jedynie
dla obróbki konturów. Nie ma ona
zastosowania przy obróbce
cyklami kieszeni prostokątnych,
kołowych, rowków ani wierceń.
c.d.
Pomiędzy włączeniem kompensacji
G41/G42 a jej odwołaniem G40
mają prawo pojawić się wyłącznie
funkcje G00, G01, G02 lub G03.
Zastosowanie jakichkolwiek innych
funkcji może powodować
nieprzewidziane zachowanie się
maszyny - niekontrolowane ruchy.
c.d.
Kompensację włączamy przy
najeździe na pierwszy punkt
konturu, a wyłączamy w linii
wyjazdu z konturu.
c.d.
Kompensację włączamy dla
każdego narzędzia osobno.
Odwołujemy najpóźniej przed
wymianą narzędzia.
c.d.
Funkcje włączania i odwołanie
kompensacji w zależności od
systemu piszemy w osobnych
liniach lub na końcu linii ruchu.
c.d.
Pomiędzy włączeniem a
odwołaniem kompensacji musi
następować co najmniej jedna
linia ruchu.
c.d.
W większości maszyn
kompensacja obowiązuje tylko w
płaszczyźnie X-Y.
Programowanie
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
Wyszukiwarka
Podobne podstrony:
Podstawy programowania obrabiarek sterowanych numerycznie CNC B Stach
Podstawy programowania obrabiarek sterowanych numerycznie CNC B Stach
Programowanie obrabiarek CNC
Programowanie obrabiarek CNC Piotr Plecyk 2
Podstawowe wiadomości programowania maszyn cnc
NX CAM Programowanie sciezek dla obrabiarek CNC nxcamp
programowanie obrabiarek nc cnc l1
Nowa podstawa programowa WF (1)
cnc w 3 budowa obrabiarek cnc
1 Podstawy programowania dialogowego
nowa podstawa programowa sp
11-nkb~1, wisisz, wydzial informatyki, studia zaoczne inzynierskie, podstawy programowania, l2
2-eukl~1, wisisz, wydzial informatyki, studia zaoczne inzynierskie, podstawy programowania, l2
więcej podobnych podstron