
Gospodarka
energetyczna w
stalowni

Zużycie energii w zasadowym konwertorze
tlenowym
W konwertorze tlenowym paliwo jest zużywane do
podgrzewania i suszenia konwertorów po nałożeniu
wykładziny ogniotrwałej i wykonanych naprawach. Zużycie
energii cieplnej do tego celu wynosi około 0,051 GJ/t ciekłej
stali. Zużycie energii elektrycznej jest szacowane na 23
kWh/t ciekłej stali lub 0,08 GJ/t ciekłej stali. Liczby te
obejmują energię potrzebną do wytwarzania tlenu i
eksploatacji konwertorów. Wytwarzany podczas procesu
gaz konwertorowy zawiera duże ilości tlenku węgla (CO) i
jest gorący. Przy odzyskiwaniu energii z gazu
konwertorowego (odzysk ciepła odpadowego i/lub odzysk
gazu konwertorowego) konwertor tlenowy staje się
producentem energii netto. W nowoczesnych zakładach
odzysk energii może osiągać wielkość 0,7 GJ/t ciekłej stali.
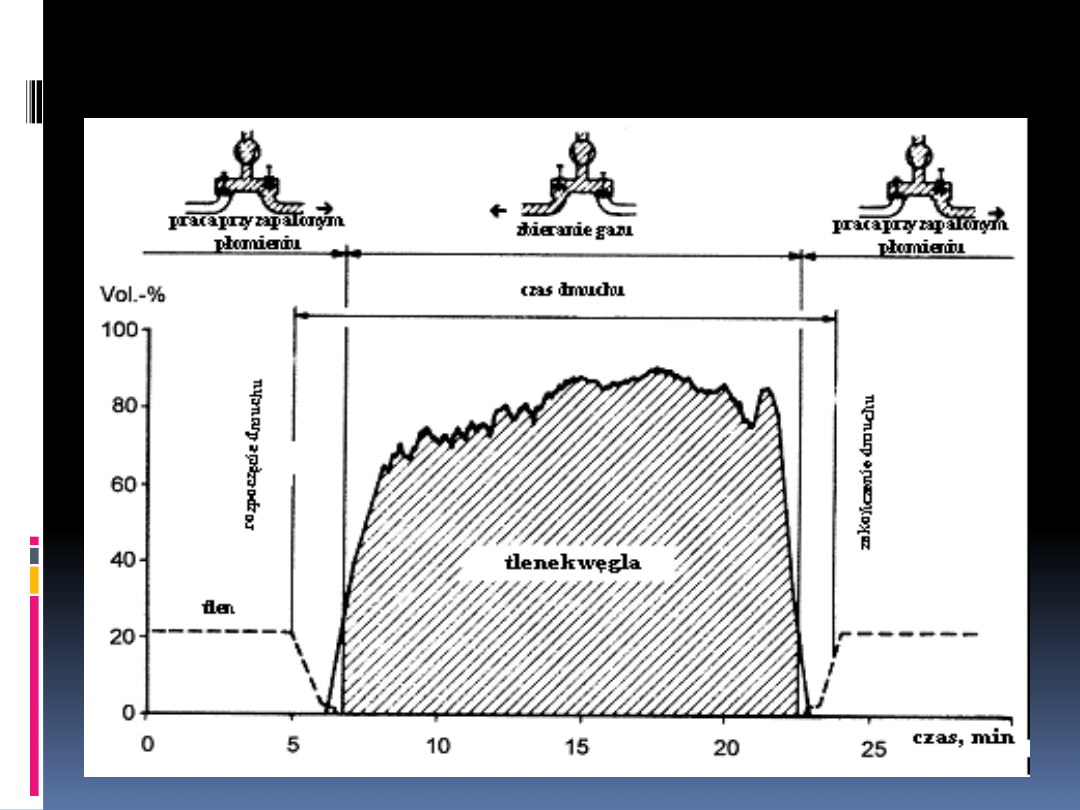
Zbieranie gazu konwertorowego w przypadku
spalania tłumionego

Na rysunku przedstawiono zawartość tlenku węgla (główny parametr
przy wykorzystywaniu gazu konwertorowego) jako funkcję czasu
utleniania w przypadku spalania tłumionego. Ze względu na niską
zawartość tlenku węgla gaz konwertorowy wytwarzany na początku i na
końcu wdmuchiwania (każdy z tych okresów trwa po kilka minut) nie jest
zbierany, lecz spalany w płomieniu po odpyleniu.
Pył jest zwykle usuwany z gazu konwertorowego za pomocą płuczki
zwężkowej lub suchych filtrów elektrostatycznych. Gdy stosuje się
spalanie tłumione, przy pomocy płuczek zwężkowych można uzyskać
stężenie pyłu w gazie wprowadzanym do sieci na poziomie 5-10 mg/Nm³
(możliwe są również stężenia do 50 mg/Nm³). Odpowiada to 1 g/t ciekłej
stali. Zawartość żelaza w odzyskanym pyle wynosi 42-65%. Pył zawarty w
gazie wprowadzanym do sieci jest emitowany w miejscu spopielania tego
gazu. Jeżeli stosuje się pełne spalanie, emisje pyłu do atmosfery po
oczyszczeniu mieszczą się w zakresie od 25 do 100 mg/Nm³. Na skutek
znacznie większego przepływu gazów odlotowych w otwartych
systemach spalania, liczba ta odpowiada emisjom pyłu na poziomie do
180 g/t ciekłej stali. W tabeli 8.5 podsumowano emisje do powietrza
pochodzące z konwertora tlenowego

Odzysk energii z układu pełnego spalania z kotłem odzysknicowym
wynosi 80% całkowitego
wychodzącego ciepła. Gdy stosuje się spalanie tłumione tylko 10-30%
(0,1-0,3 GJ/t ciekłej stali) całkowitej wytworzonej energii jest
odzyskiwane w kotle odzysknicowym. Przy odzyskiwaniu gazu
konwertorowego kolejne 50-90% jest odzyskiwane jako energia
chemiczna (CO) w gazie konwertorowym, w zależności od
współczynnika wprowadzenia powietrza. Jeżeli gaz jest spalany w
płomieniu, energia ta jest tracona. Przy zastosowaniu spalania
tłumionego, odzysku gazu konwertorowego i kotła odzysknicowego do
wykorzystania ciepła jawnego całkowity odzysk energii może wynosić
aż 90%. Jeżeli gaz konwertorowy jest odzyskiwany, oszczędności
energii wynoszą od 0,6 do 1,0 GJ/t ciekłej stali, w porównaniu ze
spalaniem gazu w płomieniu. Szczelny system OG, który został
opracowany przez Nippon Steel Corporation prowadzi do oszczędności
w wysokości 0,98- 1,08 GJ/t ciekłej stali i do zwiększenia produkcji
ciekłej stali o 0,4% w porównaniu z procesem spalania gazu w
płomieniu.
Zastosowanie: Odzysk ciepła odlotowego i odzysk gazu
konwertorowego mogą być stosowane zarówno w nowych, jak i
istniejących zakładach.
Wytwarzanie pary

Ciągłe odlewanie stali
Zużycie paliwa do podgrzewania kadzi
zawierającej ciekłą stal szacuje się na 0,o2 GJ/t
ciekłej stali i zależy to od prędkości produkcji i
stopnia zintegrowania. Zużycie energii
elektrycznej przez urządzenia do ciągłego
odlewania szacuje się na 0,04 GJ/t ciekłej stali.
Te urządzenia to krystalizator (przepływ wody i
wibrator), wałki gnące i prostujące, piec
podgrzewający, zbijacze zgorzeliny.

Zalety C.O.S.:
Zastąpienie technologii odlewania stali
po przez odlewanie ciągłe na maszynie
C.O.S. pozwoliło na zmniejszenie energii
na 1t metalu o około 15% i wzrost
uzysku od 10-15%. Dodatkowo korzyść
to niższe koszty budowy i eksploatacji
maszyny C.O.S. niż pieców wgłębnych i
walcarki zgniatacz.

Odpylanie pieca elektrycznego
Praca urządzeń odpylających i odciągowych wymaga
dostarczania energii. Urządzenie wtórnego odciągu
wymaga zdolności odpylania w wysokości około
400000 do 1300000 Nm³/godz. Może to odpowiadać
zużyciu energii w zakresie od 0,72 do 7,2 MJ/(1000
Nm³), jeśli stosuje się filtr tkaninowy. Zużycie energii
zależy głównie od spadku ciśnienia i wydajności
odpowiedniego wentylatora. Jednostkowe zużycie
energii w przypadku odpylania wtórnego jest
względnie wysokie w porównaniu z innymi
operacjami odpylania . W zależności od użytego
sprzętu m.in. Cyklony, multicyklony, układy
stopniowe czy komorowe, mokre, tkaninowe,
elektrostatyczne lub mieszane.
Rys. Cyklon

Etapy procesu stalowniczego
Obecnie w produkcji stali stosowane są
cztery procesy: klasyczny proces
wielkopiecowy, zasadowy proces
konwertorowy, bezpośrednie topienie
złomu (w elektrycznym piecu łukowym),
redukcja przez wytapianie i bezpośrednia
redukcja.
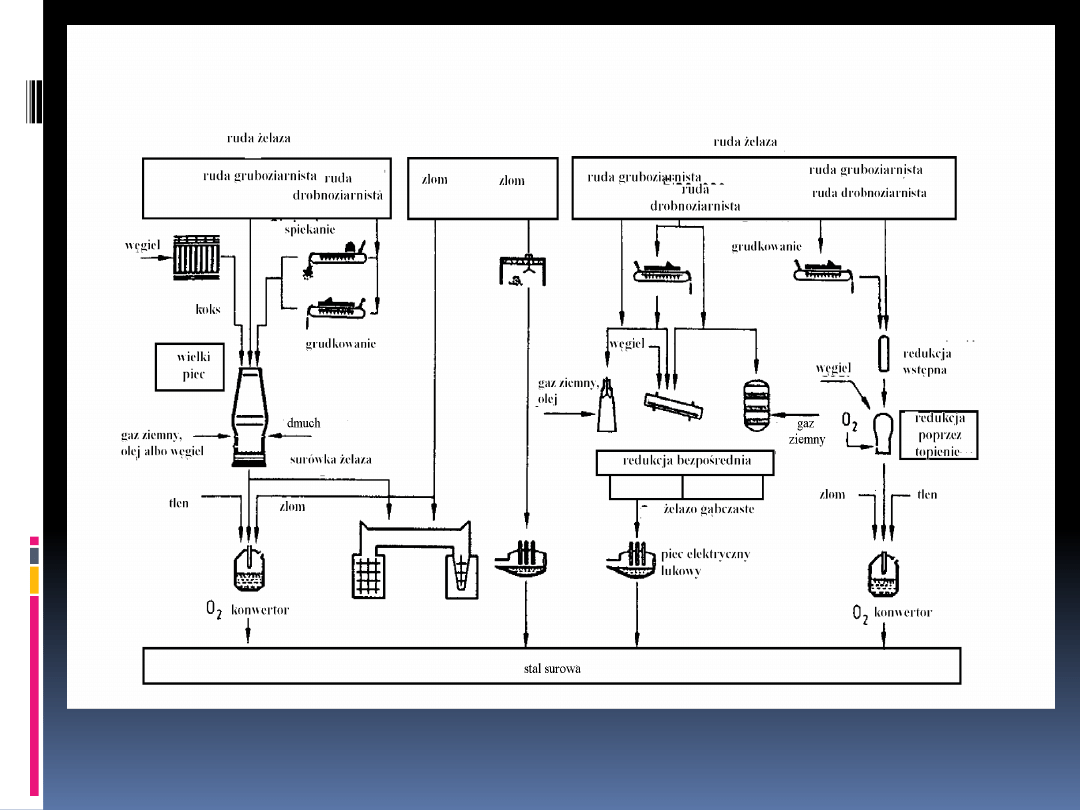
Rys. Metody produkcji stali surowej

Spośród czterech procesów
wytwarzania stali klasyczny proces
wielkopiecowy i zasadowy proces
konwertorowy jest złożonym
procesem przebiegającym w dużych
przemysłowych kompleksach
określanych jako zintegrowane huty
zajmujące duże obszary.
Zintegrowane huty charakteryzują się
siecią współzależnych przepływów
materiałów i energii pomiędzy
różnymi jednostkami produkcyjnymi
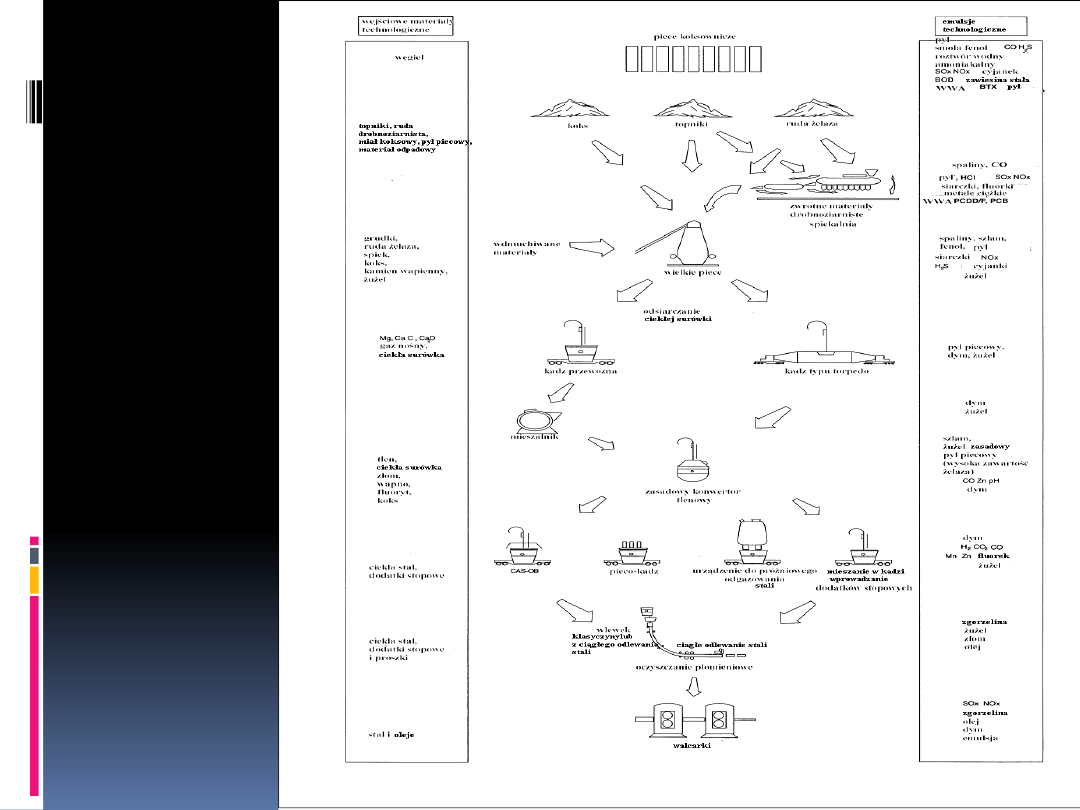
Przegląd
procesu
Rys. Proces
przebiegu
zintegrowanej
huty

Rysunek ten przedstawia schematyczny przegląd
głównych materiałów wejściowych i wyjściowych
(strumienie masy) dla każdego etapu procesu.
Główną jednostką operacyjną w zintegrowanej hucie
jest wielki piec, w którym następuje redukcja tlenków
rud, w wyniku której otrzymywane jest ciekłe żelazo,
zwane surówką. Nowoczesne wielkie piece o
wysokiej wydajności wymagają fizycznego i
metalurgicznego przygotowania wsadu. Istnieją dwa
rodzaje zakładów przygotowania rudy: spiekalnie i
grudkownie. Grudki są prawie zawsze wykonywane z
jednej określonej rudy żelaza lub koncentratu w
kopalni i stąd są transportowane. W Europie istnieje
tylko jedna zintegrowana huta, w której działa także
grudkownia. Spiek jest zasadniczo produkowany w
hutach stali ze wstępnie przygotowanych mieszanek
drobnoziarnistej rudy żelaza, pozostałości i
dodatków.

Głównymi czynnikami redukującymi w wielkich
piecach są koks i sproszkowany węgiel tworzący
tlenek węgla i węglowodór, który redukuje tlenki
żelaza. Koks i węgiel działają również częściowo
jako paliwo. Koks jest produkowany z węgla za
pomocą suchej destylacji w piecu koksowniczym
i ma lepsze właściwości fizyczne i chemiczne niż
węgiel. W wielu przypadkach stosowane są
dodatkowe czynniki redukujące/paliwa, które są
dostarczane przez wtryskiwanie oleju,
wdmuchiwanie gazu ziemnego i (w niektórych
przypadkach) tworzyw sztucznych. Gorący
dmuch dostarcza tlenu potrzebnego do
powstania tlenku węgla, który jest podstawowym
czynnikiem redukującym dla tlenków żelaza.

Wielki piec jest ładowany od góry wsadem składającym się z
naprzemiennie układanych warstw koksu, mieszanki spieku i/lub
grudek, rudy kawałkowej i topników. Żelazo w piecu poddawane jest
stopniowej redukcji, a ciekłe żelazo (surówka) i żużel zbierane są na
dnie wielkiego pieca, gdzie następuje spust. Żużel z wielkiego pieca
jest poddawany granulacji, grudkowaniu lub jest spuszczany do
dołów żużlowych. Granulki żużlu lub grudki są zwykle sprzedawane
do zakładów produkujących cement. Żużel z dołów żużlowych może
być również wykorzystany do budowy dróg. Surówka z wielkiego
pieca jest transportowana do zasadowego konwertora tlenowego,
gdzie zawartość węgla (około 4%) jest obniżana do poniżej 1%, w
wyniku czego powstaje stal. W celu wyprodukowania stali o
wymaganej jakości przeważnie stosuje się odsiarczanie surówki
przed procesem konwertorowym oraz rafinację stali w kadzi (obróbka
pozapiecowa). Ciekła stal z zasadowego konwertora tlenowego jest
odlewana do wlewnic lub za pomocą ciągłego odlewania. W
niektórych przypadkach stosowane jest odgazowanie próżniowe w
celu poprawienia jakości stali. Wyroby odlewane, takie jak wlewki,
kęsy lub kęsiska płaskie, są następnie przerabianie na walcowniach i
liniach wykańczających na wyroby gotowe do sprzedaży.

Współzależności między procesami i
zespołami produkcyjnymi
Procesy lub zespoły produkcyjne współzależą od
siebie pod względem przepływów produktów,
wewnętrznych przepływów pozostałości (zgorzeliny
walcowniczej, pyłów z filtra, szlamów z wypłukiwania
gazu wielkopiecowego i konwertorowego itp.), wody
(wspólne oczyszczanie różnych strumieni ścieków,
kaskadowe wykorzystanie wody chłodzącej itp.) i
energii (gaz koksowniczy, gaz wielkopiecowy, gaz
konwertorowy, para z turbin rozprężnych
napędzanych gazem gardzielowym lub z
zasadowych konwertorów tlenowych itp.).
Współzależności te zostały wprowadzone, aby
zminimalizować emisję, zoptymalizować zdolność
produkcyjną i zredukować koszty.

Energia
Spośród wymienionych powyżej współzależności najbardziej
skomplikowane są te, które dotyczą energii.
Dominującymi źródłami energii są węgiel oraz zakupiony od
zewnętrznego dostawcy koks. Innymi źródłami są energia
elektryczna, gaz ziemny, olej i (w pewnych przypadkach) tworzywa
sztuczne. W wielu przypadkach stosowany jest gaz koksowniczy,
gaz wielkopiecowy oraz gaz konwertorowy (podgrzewanie baterii
koksowniczych, ogrzewanie nagrzewnic gorącego dmuchu, zapłon
wsadu spiekalniczego, ogrzewanie pieców do nagrzewania wsadu
walcowniczego itp.). W różnych procesach stosowana jest także
para z turbin rozprężnych napędzanych gazem gardzielowym lub
para z zasadowych konwertorów tlenowych. Gaz koksowniczy i gaz
wielkopiecowy są odzyskiwane i wykorzystywane we wszystkich
zintegrowanych hutach. Nie dotyczy to gazu konwertorowego lub
odzysku pary w przypadku, gdy gaz gardzielowy napędza turbinę
rozprężną. Odzysk pary jest zależny od ciśnienia gaz
gardzielowego, warunków roboczych zasadowego konwertora
tlenowego i użyteczności gazu konwertorowego.

Stalownie
Polskie stalownie wytwarzające stal w procesie
elektrycznym zlokalizowane są w siedmiu
hutach. W jednej hucie są dwie stalownie
(stalownia jakościowa i ilościowa), co w sumie
daje osiem wydziałów elektrostalowniczych. W
pięciu elektrostalowniach, wytapiana jest stal
z przeznaczeniem głównie na półwyroby i
wyroby długie. Jedna stalownia wytapia stal z
przeznaczeniem głównie na półwyroby i
wyroby płaskie a dwie z przeznaczeniem na
odkuwki.

Poza jednym piecem o średniej mocy,
pozostającym obecnie w rezerwie, pracujące
w Polsce łukowe piece elektryczne mieszczą
się w grupie pieców wysokiej i ultra wysokiej
mocy (biorąc pod uwagę tonaż wytopów i
wyposażenie pieców w urządzenia służące
intensyfikacji ich pracy). Wskaźnik mocy
pieców przypadającej na Mg spuszczanej stali
zwiększają palniki tlenowopaliwowe, w które
wyposażona jest większość tych jednostek. W
większości są to piece nowe (kilkuletnie) lub
niedawno zmodernizowane. Wszystkie mają
chłodzenie wodne ścian i sklepień, praktycznie
wszystkie wyposażono w lance tlenowe i
węglowe zainstalowane na manipulatorach.
Oprócz jednego pozostającego w rezerwie,
wszystkie piece dysponują nowoczesnym
otworem spustowym typu EBT (otwór
spustowy niecentrycznie usytuowany w
trzonie pieca).

Opis procesu wytapiania stali w łukowym
piecu elektrycznym
Stalownie elektryczne wykorzystują energię łuku
elektrycznego do wytapiania stali. Proces ten oparty jest na
złomie stalowym, głównie zbiórkowym – poamortyzacyjnym
jak i obiegowym z poszczególnych wydziałów huty. Dzięki
temu proces ten jest znacznie mniej energochłonny w
porównaniu z procesem wytwarzania stali w hutach
zintegrowanych w układzie wielki piec – konwertor tlenowy,
a jednocześnie odgrywa ważną rolę w recyklingu tego
surowca wtórnego. Również inwestycyjnie elektryczny proces
wytapiania stali jest tańszy. Początkowo łukowy proces
elektryczny wykorzystywano głownie do produkcji stali
stopowych i jakościowych. Obecnie jest on poważnym
źródłem stali masowych. Z biegiem lat rosła objętość pieców
i moc ich transformatorów, w wyniku czego piece małej, a
następnie średniej i dużej mocy zastąpiły piece ultra
wysokiej mocy (UHP). Standardowe jednostki tego typu mają
pojemność od 30 do 160 t.

Cztery krajowe stalownie specjalizują się w
produkcji stali jakościowych z dużym udziałem
stali stopowych, natomiast w programie
produkcyjnym pozostałych przeważają stale
niestopowe. Stalownie te eksploatują 9 łukowych
pieców elektrycznych (EAF) na prąd zmienny (AC)
o pojemności od 30 do 140 Mg. Dziesiąta
jednostka piecowa to 100 Mg piec typu ”KONEL”
tzw. konwertor elektryczny - piec łukowy z
dodatkowymi lancami tlenowymi i dyszami w
trzonie. Nie jest to typowy piec elektryczny i
niektóre parametry i wskaźniki procesu mogą być
inne niż w piecach standardowych. Urządzenie
przystosowane jest do stosowania wsadu
metalicznego w postaci złomu oraz surówki żelaza.

Około 88% importowanej energii otrzymuje
się z węgla, z którego 83% jest przetwarzane
na koks. Wielkie piece pobierają około 60%
energii zużywanej w całej hucie, w następnej
kolejności są walcownie (25%), spiekalnie
(około 9%) i piece koksownicze (około 7%).
Przegląd procentowy

Dziękujemy za
uwagę
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Zalety C.O.S.:
- Odpylanie pieca elektrycznego
- Slide 9
- Etapy procesu stalowniczego
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Współzależności między procesami i zespołami produkcyjnymi
- Energia
- Stalownie
- Slide 20
- Opis procesu wytapiania stali w łukowym piecu elektrycznym
- Slide 22
- Slide 23
- Slide 24
Wyszukiwarka
Podobne podstrony:
Zagadnienia do egzaminu Rynek Paliw i Energii 14
Rynek - opracowane pytania, sem 1, Rynek, RYNEK PALIW I ENERGII
Jedynak Uwarunkowania stosowania paliw i energii
Zagadnienia do egzaminu Rynek Paliw i Energii 14
Prezentacja z przedmiotu Wytwarzanie energii elektrycznej
Użytkowe Wykorzystanie Energii Wiatrowej na Przestrzeni Wieków
Prezentacja z przedmiotu Wytwarzanie energii elektrycznej
Prezentacja Rynek Energii
Odnawialne źródła energii prezentacja notatki
Technologia współspalania paliw konwencjonalnych z biomasą i biogazem, WSZYSTKO O ENERGII I ENERGET
Zagrozenia uzytkowania maszyn prezentacja
Zużycie paliw i nosn energii 2006
RACJONALNE UŻYTKOWANIE ENERGII
Zużycie paliw i nosn energii 2009
Energia prezentacja mgr
Energia Jądrowa, Prezentacje Multimedialne, Liceum, Prace pisemne
prezentacja zużycie energii w budynku
6 Roczne zapotrzebowanie na energię użytkową
więcej podobnych podstron