1) Przygotowanie elementów do badań penetracyjnych. – odtłuszczamy, oczyszczamy
rozpuszczalnikiem, a czasem trawimy
•
należy przygotować powierzchnię materiału lub elementu poprzez jego
wcześniejsze oczyszczenie, odtłuszczenie i wysuszenie
•
oczyszczenie należy przeprowadzić w sposób sumienny tak, aby powierzchnie i
dowolne ich nieciągłości były czyste i wolne od zanieczyszczeń
•
do tego celu są preferowane metody chemiczne, które powinny być stosowane,
jeżeli to tylko możliwe
•
metody fizyczne usuwają zanieczyszczenia tylko z powierzchni badanego elementu i
na ogół nie nadają się do usuwania zanieczyszczeń znajdujących się między
powierzchniami nieciągłości
•
tam gdzie jest to dopuszczalne zaleca się wytrawianie po zastosowaniu
jakiejkolwiek fizycznej metody usuwania zanieczyszczeń
•
zastosowanie środka oczyszczania wstępnego może np. zwiększyć czułość badania
•
aby uniknąć szkodliwego oddziaływania na własności penetrantu istotne jest, aby
pozostałości środków wytrawiających zostały chemicznie zneutralizowane, a
następnie usunięte
•
po oczyszczeniu badana powierzchnia powinna być odtłuszczona rozpuszczalnikami
nieoddziaływującymi na penetrant
•
badaną powierzchnię należy dokładnie wysuszyć tak, aby w nieciągłości i ponad nią
nie pozostała woda lub rozpuszczalnik, ponieważ może to ograniczyć wnikanie
penetrantu
2) Istotne elem. procedury badań penetracyjnych – czas wnikania i czas wywoływania
•
przygotowanie i czyszczenie wstępne
•
nanoszenie penetranta
•
usuwanie nadmiaru penetranta
•
nanoszenie wywoływacza
•
kontrola
•
rejestracja
•
czyszczenie końcowe. (które istotne?)
3) Omówić rodzaje nieciągłości wykrywanych w trakcie badań i ich klasyfikację - Wykrywamy
nieciągłości i określamy je jako wskazania liniowe (długość 3 razy większa od szerokości) i
nieliniowe
•
pozwalają
wykrywać
otwarte
nieciągłości
powierzchniowe
–
najbardziej
niebezpieczne nieciągłości: powierzchniowe nieciągłości płaskie, wąskoszczelinowe:
pęknięć oraz innych nieciągłości powierzchniowych różnorodnych obiektów, a także
nieciągłości przelotowych (nieszczelności) złączy spawanych, zbiorników, rur i
innych urządzeń
•
klasyfikacja – „Niezgodności spawalnicze wykrywane metodą penetracyjną dzielą
się na liniowe, dla których długość wskazania jest co najmniej trzy razy większa niż
jego szerokość i nieliniowe gdy jest ona równa lub mniejsza.”
4) Czynniki wpływające na wykrywalność w kontroli penetracyjnej. – przygotowanie
powierzchni,
temperatura,
środowisko,
kwestia
„kompatybilności”
penetranta
i
wywoływacza, zdolność do wnikania (efekt kompilarny) penetranta, i warunki w których
przeprowadza się badania, stosowane środki (penetranty, wywoływacze)
•
możliwe jest wykrycie wyłącznie wad otwartych
•
wpływ rodzaju obróbki na skuteczność kontroli
•
wpływ temperatury obiektu na właściwości preparatów
•
stan powierzchni
•
•
Tłumaczył to jakoś tak: im dłuższy czas wnikania penetranta - tym więcej go
wniknie... i jeśli czas wywoływania będzie za krótki to może nie wyciągnąć
penetranta z niektórych szczelin, albo wyciągnąć go mało <tu dokładnie nie
pamiętam.> Drugim argumentem była powtarzalność badań danego elementu...
jeśli nie zarejestruje się czasu to wskazania mogą się różnić, w zależności od różnic czasów wnikania i wywoływania penetranta w tych dwóch badaniach. Co do
temperatury... mogę się mylić... ale wydaje mi się, że zmiana temperatury
prowadzi do zmian lepkości penetranta, jego gęstości i przez to może wpływać na
jego własności kapilarne...
5) Rejestracja wyników badań.
a) dane dotyczące badanego elementu:
‒
oznaczenie
‒
wymiary
‒
materiał
‒
stan powierzchni
‒
faza wytwarzania
b) zakres badania
c) oznaczenie zastosowanego systemu preparatów penetracyjnych z podaniem nazwy
wytwórcy i oznaczenia wyrobu, jak również numeru partii
d) numer procedury badawczej
e) odstępstwa od pisemnej procedury badania
f) wyniki badania (opis wykrytych nieciągłości)
g) miejsce badania, data badania i nazwisko osoby przeprowadzającej badanie
h) nazwisko, certyfikat i podpis osoby nadzorującej spawanie
•
albo chodzi tylko o kontrole wizualną
•
zdjęciami, a nawet można filmować, bo wychwyci się moment w którym wypływa
penetrant, bo później jest już tylko plama (Rejestracja wyników badań. Zależy od
techniki. W b. penetracyjnych kiedyś trzeba było zrobić zdjęcie (dużo
problemu). Przy ważnych elementach można zastosować film. Tylko w pierwszym
momencie wypływania penetranta można zorientować się jaka jest wada i jaki ma
kształt.)
BADANIA MAGNETYCZNE
1) Narysować i omówić typowy układ pomiarowy przy kontroli magnetyczno-proszkowej
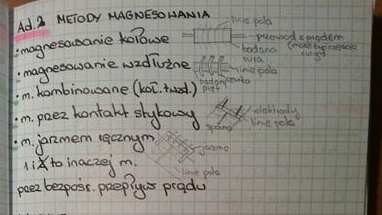

2) Wymienić i omówić stosowane metody magnesowania
•
metoda magnetyczno-proszkowa – defektoskop magnetyczny to urządzenie do
wzbudzania pola magnetycznego w obiektach, badania polegają na:
wzbudzaniu pola magnetycznego w obiektach, w wykorzystaniem
defektoskopów magnetycznych
detekcji (wykrywanie) strumienia magnetycznego rozproszenia, z użyciem
proszków magnetycznych
→ w wyniku wykonania badań obiektów, z wykorzystaniem metody
magnetyczno-proszkowej, otrzymywane są wskazania nieciągłości, tzw.
defektogramy proszkowe
→ defektogramy proszkowe to skupiska proszku magnetycznego,
odwzorowujące nieciągłości obiektów bezpośrednio na powierzchni
obiektów i są szersze niż nieciągłości
→ w badaniach określa się przybliżoną długość nieciągłości, natomiast nie
określa się liczbowo głębokości nieciągłości (miarą nieciągłości jest w
pewien sposób ilość proszku, tworzącego jej wskazanie)
•
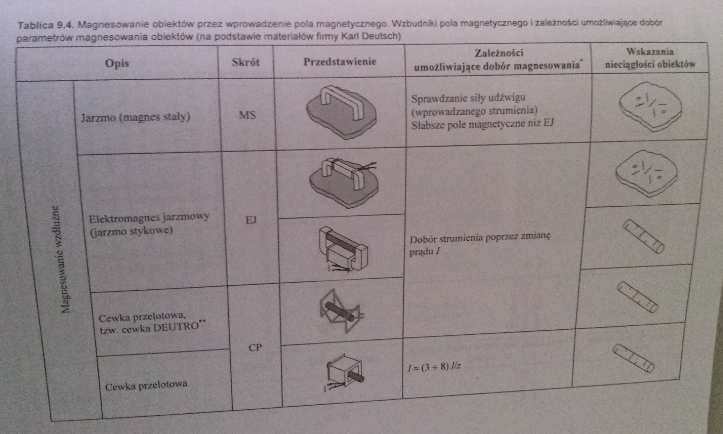
metoda, w której stosuje się przetworniki pola magnetycznego – w zależności od
sposobu magnesowania obiektów rozróżnia się defektoskopy magnetyczne:
strumieniowe, w tym magnesy stałe
prądowe
uniwersalne – strumieniowo-prądowe
3) Omówić wykrywanie pola magnetycznego rozproszonego na nieciągłościach
4) Wymienić rodzaje wskazań uzyskiwanych metodami magnetycznymi i omówić ich
klasyfikację
•
wykrywa się wady powierzchniowe i przypowierzchniowe w materiałach
ferromagnetycznych
•
wskazania można podzielić na liniowe i nieliniowe albo według ich położenia:
pojedyncze okrągłe, podłużne, łańcuch wskazań, gniazdo wskazań
5) Omówić przygotowanie elementów do badań magnetycznych
•
czyszczenie powierzchni z zanieczyszczeń typu żużel, itd. (takich, które
utrudniałyby ruch proszku) / jeśli cienka farba, to nie trzeba
•
rozmagnesowanie wstępne w celu pozbycia się magnetyzmu szczątkowego
Wyszukiwarka
Podobne podstrony:
BADANIA MAGNETYCZNO PROSZKOWE 1
badania magnetyczno proszkowe 2
badania magnetyczno proszkowe 1
badania magnetyczno proszkowe 3
BADANIA MAGNETYCZNO-PROSZKOWE 1
badania magnetyczno proszkowe 5
badania magnetyczno proszkowe 4
Badanie magnetycznych M
BADANIA MAGNETYCZNO PROSZKOWE 1
badania magnetyczno proszkowe 2
Badanie magnetycznych M
BADANIA NIENISZCZACE PENETRANTY
ETAPY BADANIA METODĄ MAGNETYCZNO- PROSZKOWĄ, ustne
więcej podobnych podstron