gdzie faza metaliczna pełni rolę wiążącą dla cząstek ceramiki. Ze względu na swoje wyjątkowe cechy łączące właściwości oby rodzajów materiałów są
niemożliwe do wytworzenia innymi technologiami.
Ćwiczenie 12
12.3. Sposoby wytwarzania proszków
BADANIE METALOGRAFICZNE
Produktem wyjściowym do wytwarzania spieków są proszki
SPIEKÓW
otrzymywane różnymi metodami. Najczęściej stosowany proszek żelaza
uzyskuje się metodą redukcji lub rozpylania. Pierwsza z metod polega na zasypaniu magnetytowej rudy żelaza wraz z koksem i wapniem do
walcowych pojemników, które nagrzewa się do temperatury 1200ºC.
W wyniku redukcji wydziela się czyste żelazo, a obecność wapnia sprzyja usunięciu zanieczyszczeń przede wszystkim siarki. Po ostygnięciu wyjmuje 12.1. Cel i zakres ćwiczenia
się wsad mający postać gąbki i rozdrabnia mechanicznie na proszek, który poddaje się drugiemu etapowi redukcji tym razem w atmosferze
Celem zajęć laboratoryjnych jest zapoznanie studentów z badaniami
zdysocjowanego amoniaku zawierającego 75% wodoru. Na końcu proszek
metalograficznymi spieków.
jest kierowany na bębnowy separator magnetyczny gdzie oddziela się
wszelkie zanieczyszczenia niemetaliczne i przesiewa przez sita w celu
oddzielenia poszczególnych frakcji. Jak można zauważyć technologia
12.2. Materiały spiekane
otrzymywania proszku żelaza jest dużo prostsza i mniej uciążliwa dla
środowiska niż tradycyjne sposoby otrzymywania surówki w wielkich
Spieki są materiałami otrzymywanymi technologią metalurgii
piecach. Metoda rozpylania jest uniwersalnym sposobem uzyskiwania
proszków. Mogą być wytwarzane: z proszków metalicznych i wówczas mają
proszków wielu metali i stopów. Polega na wlaniu ciekłego surowca do
właściwości zbliżone do wyrobów otrzymywanych tradycyjnymi metodami
zbiornika i wypuszczeniu przez dyszę strumienia cieczy do ośrodka
metalurgicznymi, bądź z mieszanin proszków metalicznych
chłodzącego. Powoduje to rozbicie ciekłego metalu bądź stopu na cząstki i niemetalicznych np. ceramik, wówczas ich właściwości są niemożliwe do proszku, które poddaje się redukcji dla usunięcia powłok tlenkowych
uzyskania tradycyjnymi technologiami. Podstawowymi operacjami przy
i przesiewa przez sita w celu oddzielenia poszczególnych frakcji.
wytwarzaniu spieków są: prasowanie proszku lub mieszanki proszków
Proszki niektórych metali się np. miedzi wytwarza się metodą
w celu zagęszczenia i uformowania kształtu gotowego wyrobu oraz spiekanie elektrolizy lub w przypadku metali wysokotopliwych np. wolframu wydziela prowadzące do trwałego połączenia ziaren i uzyskania odpowiednich
w procesach rozpadu karbonylków (związków metali z tlenkiem węgla).
właściwości mechanicznych. Jak z tego wynika jest to technologia
Proszki tlenków, azotków i węglików najczęściej wytwarza się metodami
jednoczesnego nadawania kształtu i wytwarzania materiału gotowego
mechanicznego rozdrabniania co jest dosyć łatwe ze względu na kruchość
tego typu materiałów.
wyrobu.
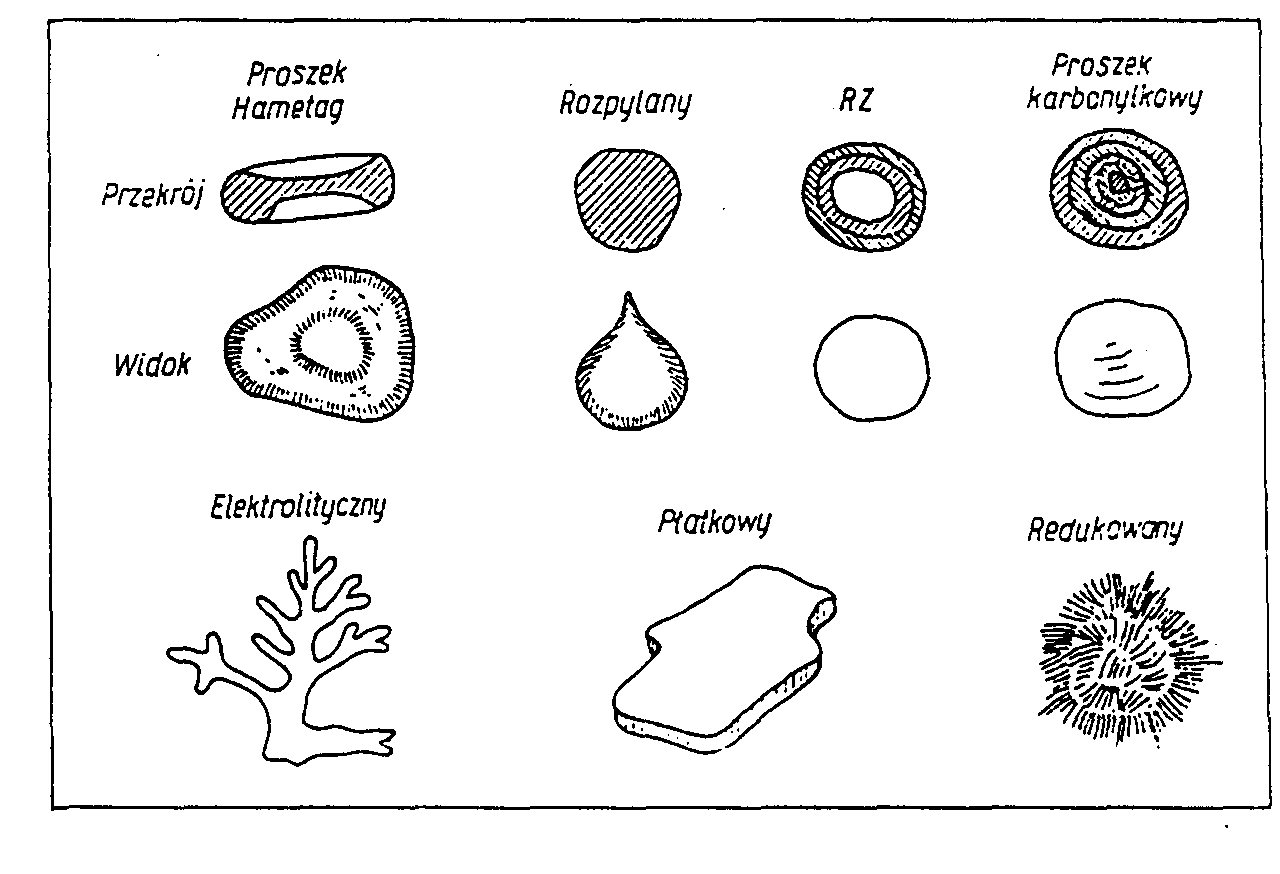
Kształt cząstek proszków zależy od metody wytwarzania. Proszki
W przypadku spieków metalicznych najczęściej wytwarza się spieki na
rozpylane mają kształt zbliżony do kuli, natomiast redukowane kształty
bazie proszku żelaza oraz innych metali takich jak miedź, nikiel, wolfram, nieregularne ale o zaokrąglonych krawędziach. Zupełnie nieregularne są
aluminium oraz z proszków stopowych. Konkurencyjność takiego sposobu
proszki rozdrabniane mechanicznie czyli ceramiczne. Proszki karbonylkowe wytwarzania w stosunku do tradycyjnych technologii wynika
są najdrobniejsze i pozbijane w większe aglomeraty, natomiast
z materiałooszczędności metalurgii proszków (całość surowca znajduje się w elektrolityczne przypominają dendryty.
gotowym wyrobie) oraz łatwości automatyzacji produkcji. Spieki ceramiczno metalowe zwane cermetalami wytwarza się z mieszaniny proszków
metalicznych i ceramicznych takich jak tlenki węgliki i azotki. Są to wyroby 168
169
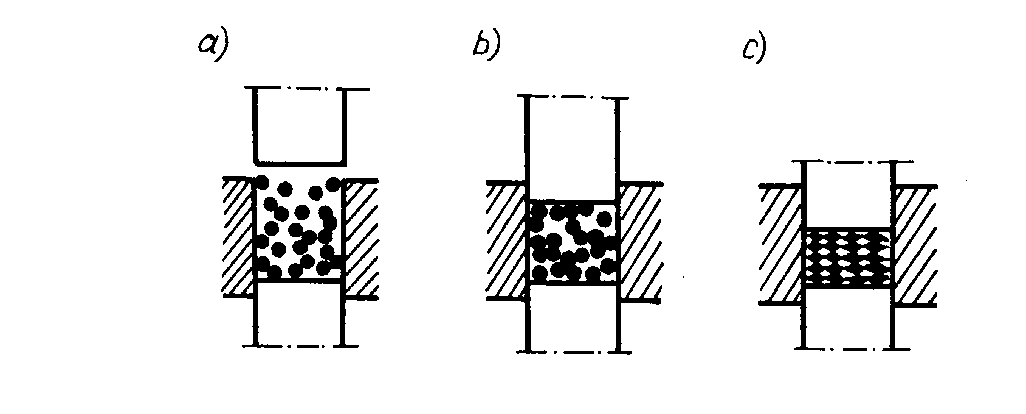
poruszające się przeciwbieżnie i wprowadzające nacisk na luźno zasypaną mieszankę tak że jej objętość zmniejsza się około trzykrotnie. Powierzchnia styku cząstek proszku po zasypaniu jest bardzo mała, ponadto tworzą się liczne pustki pod mostkami z usypanych proszków. Są one niszczone
w pierwszym etapie prasowania, następnie przy zwiększaniu ciśnienia
dochodzi do przemieszania i obracania ziaren proszku tak, że wzrasta ich powierzchnia styku. W kolejnym etapie dochodzi do odkształceń
plastycznych zazębiania a nawet zgrzewania cząstek proszku. Zapewnia to wystarczającą spoistość wypraski do wypchnięcia z gniazda matrycy.
Gęstość wyprasek zależy od stosowanego ciśnienia prasowania i dla części konstrukcyjnych wytwarzanych z proszków metalicznych sięga 95% gęstości teoretycznej.
Rys 12.1 Kształt cząstek proszków w zależności od metody wytwarzania.
12.4. Mieszanie proszków
W metalurgii proszków rzadko stosuje się proszki bez domieszek.
Najczęściej do proszku bazowego dodaje się innych proszków w celu
modyfikacji właściwości spieku. Mogą to być zarówno proszki metaliczne
dzięki czemu podczas spiekania tworzą się stopy lub niemetaliczne np. grafit często dodawany do proszku żelaza w celu otrzymania spiekanej stali. Aby Rys 12.2 Mechanizm prasowania proszków
a) zasypywanie gniazda matrycy
ułatwić prasowanie wprowadza się także w niewielkich ilościach środki
b) zagęszczanie przez obrót i dopasowanie cząstek proszku
poślizgowe najczęściej na bazie związków organicznych mające na celu
c) odkształcenie plastyczne cząstek proszku.
ułatwienie wypchnięcia wypraski z gniazda matrycy. W przypadku
metalurgii proszków istnieje większa swoboda w komponowaniu składu
Operacja prasowania narzuca pewne ograniczenia na kształt wyrobów.
chemicznego wyrobów niż jest to możliwe w tradycyjnej metalurgii, bo nie Muszą to być kształty, które da się wyprasować, w przestrzeni gniazda
obowiązują ograniczenia wynikające z budowy układów równowagi. Dużym
matrycy muszą poruszać się stemple. Wypraski mogą mieć tylko nieznaczne ułatwieniem jest też możliwość precyzyjnego odmierzania poszczególnych
różnice wysokości, ponieważ większe powodowałyby zróżnicowanie
składników mieszanki.
gęstości. Niektóre z ograniczeń można przezwyciężyć stosując prasowanie Odważone składniki mieszanki poddaje się mieszaniu w specjalnych
izostatyczne (ciśnieniem cieczy) w prasach zwanych izostatycznymi.
mieszalnikach w celu ujednorodnienia składu. Czas mieszania wynosi od
Generalnie wypraski mają niezbyt dużą powierzchnię, ponieważ większa
kilku minut do kilku godzin.
wymagałaby pras o bardzo dużym nacisku. Stosowane najczęściej ciśnienia prasowania zawierają się w granicach od 200 do 500 MPa.
Matryca, w której zachodzi prasowanie musi być wykonana ze stali
12.5. Prasowanie
narzędziowej i jest dosyć kosztowna, dlatego stosowanie tej technologii jest uzasadnione dopiero przy większych partiach przekraczających kilka tysięcy Podczas prasowania mieszanka proszków uzyskuje kształt gotowego
sztuk.
wyrobu, na tym etapie technologii nazywanego wypraską. Prasowanie
odbywa się w zamkniętej matrycy, której gniazdo odwzorowuje kształt
gotowego wyrobu. W matrycy znajdują się stemple dolny i górny
170
171
12.6. Spiekanie
12.7. Rodzaje spieków
W metalurgii proszków wymagane właściwości mechaniczne wypraska
Na podstawie porowatości materiały spiekane dzieli się na następujące
uzyskuje w wyniku spiekania. Jest to proces cieplny polegający na nagrzaniu grupy;
wypraski w atmosferze redukującej do temperatury nieco niższej od
• wkłady filtracyjne (porowatość 30-50%)
temperatury topnienia głównego składnika mieszanki proszkowej, wygrzaniu
• łożyska samosmarujące (porowatość 20-10%)
i ostudzeniu. Niżej topliwe składniki mieszanki mogą przechodzić w fazę
• części konstrukcyjne (porowatość 10-5%)
ciekła, wówczas jest to spiekanie z fazą ciekłą prowadzące do uzyskania
• materiały na narzędzia-węgliki spiekane
większej spoistości materiału. Podczas spiekania następuje trwałe połączenie (porowatość <5%)
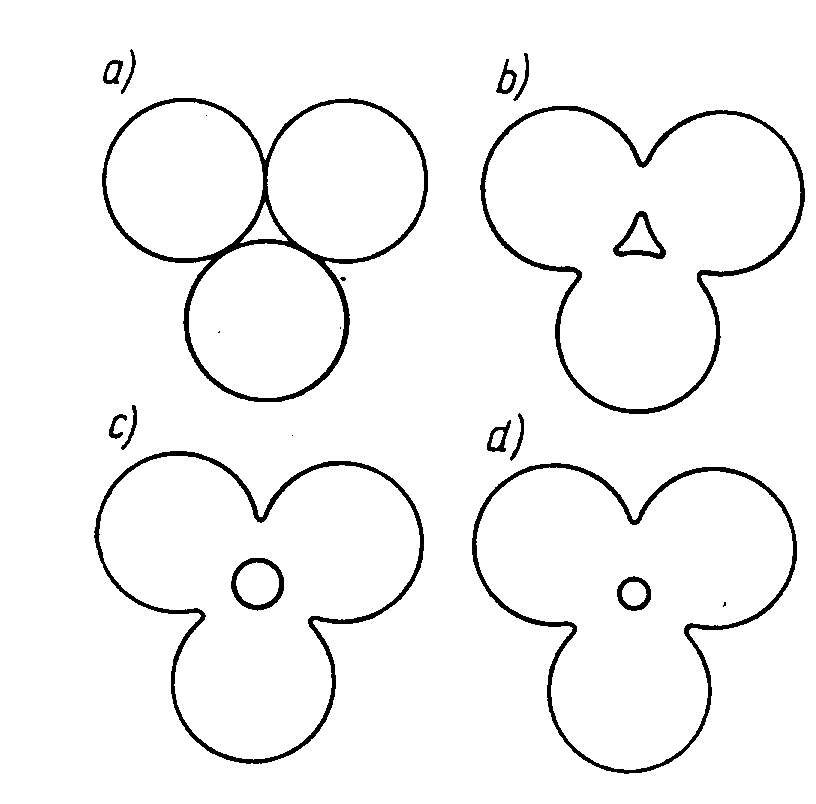
cząstek proszków w wyniku dyfuzji i rekrystalizacji. Styki jakie powstały Wkłady filtracyjne wykonuje się z luźno zasypanych grubych proszków
podczas prasowania pomiędzy ziarnami proszków są bardzo aktywne, w ich
lub śrutu. Najczęściej stosuje się nikiel, miedź i jej stopy (brązy lub obszarze występuje zgnieciony materiał, który w wysokich temperaturach
mosiądze) oraz stale nierdzewne.
szybko rekrystalizuje. Zachodzi także dyfuzja polegająca na przemieszczaniu Spiekane łożyska samosmarujące wykonuje się najczęściej z proszku
materiału w obrębie styku i razem oba procesy powodują trwałe połączenia żelaza z dodatkiem grafitu lub miedzi, rzadziej z brązu ołowiowego lub
pomiędzy cząstkami proszków. Zanikają granice krystalograficzne
ołowiowo-cynowego. Ze względu na zastosowanie niskich ciśnień
i zmniejsza się porowatość. Zastosowanie redukującej atmosfery spiekania prasowania nie dodaje się środków poślizgowych. Charakterystyczną
najczęściej zawierającej tlenek węgla lub wodór eliminuje bariery tlenkowe operacją jakiej podlegają spiekane łożyska samosmarujące jest infiltracja i ułatwia dyfuzję. Często podczas spiekania wypraska kurczy się o kilka olejem. Po spiekaniu i obróbkach wykańczających zanurza się je w oleju
procent co musi być uwzględnione przy projektowaniu matrycy. Jeśli chcemy umieszczonym w szczelnym próżniowym naczyniu. Po odpompowaniu
uzyskać wyższe tolerancje wymiarowe to po spiekaniu można zastosować
powietrza jego miejsce w porach zajmuje olej. W czasie pracy łożyska siły dodatkowe prasowanie zwane kalibrowaniem. Spieki o wyższej gęstości
kapilarne występujące pomiędzy wałem a łożyskiem wyciągają olej, a po
wytwarza się stosując podwójne spiekanie. W przypadku wyrobów
zatrzymaniu olej wraca do porów. Z reguły ilość oleju wystarczy na całą stalowych bezpośrednio po spiekaniu można przeprowadzić obróbkę cieplną przewidywaną żywotność łożyska. Dodatkową zaletą jest to, że nie
polegającą na hartowaniu i odpuszczaniu.
wymagają
żadnej obsługi, mogą być sytuowane w miejscach
trudnodostępnych oraz charakteryzują się w stosunku do łożysk kulkowych cichobieżną pracą. Tego typu spiekane łożyska samosmarujące wykorzystuje się w niskoobciążonych maszynach i sprzęcie gospodarstwa domowego.
Jako elementy konstrukcyjne najczęściej wytwarza się części ze
spieków stalowych węglowych jak i stopowych. Wytwarzanie ich w dużych
partiach jest konkurencyjne do innych metod wytwórczych, ze względu na
materiałooszczędność i łatwość automatyzacji procesu. Spieki stalowe
wytwarza się z mieszaniny na bazie proszku żelaza z dodatkiem grafitu. Po spiekaniu mają podobną strukturę jak stale węglowe najczęściej ferrytyczno-perlityczną lub perlityczną. Ilość perlitu zależy od zawartości grafitu.
W strukturze występuj ą także pory. Po jednokrotnym prasowaniu i spiekaniu Rys 12.3 Schemat spiekania kulistych cząstek proszku.
spieki stalowe mają gęstość 5,8 do 7,0 g/cm3 (gęstość żelaza 7,8 g/cm3
).Wyższe gęstości dochodzące do 7,5 g/cm3 uzyskuje się po dwukrotnym
spiekaniu i prasowaniu. Właściwości mechaniczne spieków stalowych
węglowych są dosyć niskie i wahają się w dosyć szerokich granicach
w zależności od gęstości i zawartości węgla. Wytrzymałość na rozciąganie 172
173
nie przekracza 500MPa, a wydłużenie 2,5%, szczególnie niska jest ich się następująco: 50-75% Cu, 5-10% Sn, 5-15% Pb, 5-10% grafitu, 5-30%
udarność, a dość dobra odporność na ścieranie.
krzemionki.
Spieki stalowe stopowe wytwarza się dodając do proszków żelaza
Szereg spieków jest stosowanych w elektrotechnice. Są to;
i grafitu proszków dodatków stopowych takich jak; miedź nikiel i molibden.
• pseudostopy (W-Cu, W-Ag, Mo-Ag) na styki
Podstawowych dodatków stopowych stali litych, a mianowicie chromu,
rozłączne,
manganu i krzemu, nie można stosować w spiekach, gdyż mają one duże
• spieki Cu-grafit na szczotki konektorowe,
powinowactwo do tlenu i ich powłoki tlenkowe nie ulegają redukcji podczas
• magnesy trwałe typu Alico,
spiekania. Spieki stalowe stopowe mają wyższe właściwości mechaniczne od
• ferryty (Me-Fe2O3),
stali niestopowych oraz wyższą hartowność. Można je więc obrabiać cieplnie
• metale trudnotopliwe W, Mo, Ta na włókna
jak stale lite, co dodatkowo podnosi ich właściwości mechaniczne.
żarowe i elementy grzejne.
Wytrzymałość na rozciąganie dochodzi do 1100MPa, twardość do 50 HRC,
natomiast właściwości plastyczne, a szczególnie udarność są nadal niskie.
Generalnie spiekane stale są stosowane na mało obciążone części maszyn, 12.8. Aparatura, urządzenia i materiały
sprawują się dobrze gdy zużycie odbywa się głównie przez tarcie. Nie należy ich stosować w przypadkach obciążeń udarowych lub zmęczeniowych.
Do przeprowadzenia zostaną wykorzystane następujące urządzenia i
Dosyć rzadko wytwarza się elementy konstrukcyjne z metali
materiały:
nieżelaznych, jeśli już to są to wyroby z proszku miedzi i są stosowane ze
• mikroskop metalograficzny typ NEOPHOT 2 z kamerą
względu na takie cech jak przewodność elektryczna bądź cieplna.
i monitorem,
Spiekane materiały narzędziowe to przede wszystkim cermetale.
• próbki metalograficzne: wybranych spieków.
Wytwarza się je przez prasowanie i spiekanie proszków ceramicznych takich
• komputer z kartą umożliwiającą przetwarzanie obrazu
jak; tlenki - Al2O3, węgliki - WC, TiC, borki – CrB, azotki – B2N, ZrN2
z kamery wraz z programem do metalografii
i metalowych. Metale wchodzące w skład cermetalu są materiałami
ilościowej.
wiążącymi, gdyż umożliwiają prasowanie i spiekanie oraz zapewniają dobre
właściwości mechaniczne. Najczęściej stosowane to chrom, kobalt, żelazo, nikiel, molibden i aluminium. Dzięki zawartości ceramiki spieki cermetalowe charakteryzują się dużą twardością, odpornością na ścieranie i erozję,
12.9. Przebieg ćwiczenia
żaroodpornością i odpornością na korozję. Większość z nich znajduje
Wszystkie struktury spieków obserwowane na mikroskopie należy
zastosowanie na narzędzia do obróbki skrawaniem i przeróbki plastycznej.
przerysować do sprawozdania. W oparciu o wiedzę uzyskaną z wykładów i
Metalurgią proszków wytwarza się także materiały cierne służące na
literatury zaznaczyć wszystkie fazy występujące w mikrostrukturach, Przy okładziny hamulców i sprzęgieł, które podczas pracy przenoszą znaczne
pomocy programu do metalografii ilościowej dokonać pomiaru porowatości
obciążenia i nagrzewają się do wysokiej temperatury. Składają się one
w wybranych gatunkach spiekach.
z wielu składników, wśród których zawsze jest; metal osnowy, dodatki
ś
lizgowe, dodatki cierne i absorbenty ciepła. Metalową osnową zwykle jest miedź lub żelazo w ilości 50-80%. W celu podwyzszenia wytrzymałości do
miedzi dodaje się cyny lub cynku, a do żelaza miedzi. Dodatki ślizgowe, 12.10. Opracowanie wyników
pełniące rolę smaru to grafit lub siarczki w ilości do 20%. Jako dodatki cierne stosuje się kwarcyt, krzemionkę lub azbest, które zwiększają współczynnik Sprawozdanie z ćwiczenia powinno zawierać:
•
tarcia. Ich ilość w okładzinach ciernych nie przekracza 30%. Do pochłaniania tabelę wstępną z tematem ćwiczenia oraz listą
ciepła wykorzystuje się metale niskotopliwe, na przykład ołów. W czasie uczestników i danymi grupy lub podgrupy,
•
przegrzania topi się pochłaniając znaczną część wydzielającego się ciepła zarys technologii spieków,
i zapobiega sczepianiu. Przykładowy skład materiału ciernego przedstawia 174
175
• rysunki wszystkich obserwowanych struktur,
z zaznaczeniem: gatunku spieku, składników
strukturalnych i powiększenia,
•
Literatura uzupełniająca
wynik pomiaru porowatości,
• wnioski z ćwiczenia.
[1] L. DOBRZAŃSKI; „Metaloznawstwo” , WNT Warszawa 1999.
[2] M. BLICHARSKI; „ Wstęp do inżynierii materiałowej” WNT Warszawa 1998.
Przykłady pytań kontrolnych
[3] K. PRZYBYŁOWICZ; „Metaloznawstwo” WNT Warszawa 1994.
1. Jaki jest wpływ sposobu wytwarzania na kształt cząstek proszku?
2. Jakie zjawiska zachodzą podczas prasowania wyprasek?
[4] M. TOKARSKI; „Metaloznawstwo metali i stopów nieżelaznych w zarysie”
3. W jaki sposób dochodzi do trwałego połączenia cząstek proszku
Wyd. „Śląsk” 1985.
w spiek?
[5] S.K
4. Przedstaw różne rodzaje materiałów spiekanych?
ATARZYŃSKI, S.KOCAŃDA, M.ZAKRZEWSKI, Badanie własności
mechanicznych metali,
[6] A.MOSZCZYŃSKI, A.DĘBSKI, Materiałoznawstwo, skrypt WAT,
Warszawa 1983.
[7] H.C
HEŁMIŃSKI i inni; „Charakterystyki stali. Stale konstrukcyjne
stopowe. Stale do ulepszania cieplnego” , T.I, cz.I, IMZ Gliwice, Wyd.
Śląsk, Katowice 1975.
[8] W.CRAFTS, J.L.LAMOT; „Hartowność i dobór stali” , PWT, Warszawa 1958
[9] A.P.G
ULAJEW; „Metaloznawstwo” , Wyd. Górniczo-Hutnicze, Katowice,
1958.
[10] A.P.GULAJEW; „Mietałłowiedienije. Mietałłurgija” , Moskwa 1977.
[11] A.M
OSZCZYŃSKI; „ Materiały konstrukcyjne w uzbrojeniu”, WAT,
Warszawa, 1989.
[12] Praca zbiorowa: „ Ćwiczenia laboratoryjne z metaloznawstwa.
cz.I. Metaloznawstwo. Metody badań. Określenie hartowności
stali”, .Politechnika Śląska, Gliwice, 1979.
[13] A.W
EROŃSKI; „ Teoretyczne podstawy hartowania natryskowego”,
Politechnika Lubelska, Lublin 1979.
[14] K.WESOŁOWSKI; „ Metaloznawstwo”, t.II, WNT, Warszawa 1962.
[15] L.D
OBRZAŃSKI; „ Metaloznawstwo z podstawami nauki o materiałach”,
WNT, Warszawa 1996.
176
177
[16] Praca zbiorowa pod redakcją J.OGRODNIKA;
Laboratorium
materiałoznawstwa, Wyd. II, Pol. Białostocka, Białystok 1986.
[17] Praca zbiorowa pod red. K.CIEŚLAKA; Ćwiczenia laboratoryjne
z metaloznawstwa, Cz.II, Pol. Śląska, Gliwice 1983.
[18] A.J.SAMOCHOCKIJ, N.G.PARFIENOWSKAJA; Tiechnołogija termiczeskoj obrabotki mietałow. Maszynostrojenije, Moskwa 1976.
[19] K.WESOŁOWSKI; Metaloznawstwo, cz.II, WNT, Warszawa 1969.
[20] K.WESOŁOWSKI; Metaloznawstwo i obróbka cieplna z ćwiczeniami, WSiP, Warszawa 1977.
[21] K.WESOŁOWSKI; Metaloznawstwo i obróbka cieplna, WNT Warszawa 1979.
[22] S.RUDNIK; Metaloznawstwo, WSPWN Warszawa 1996.
[23] T. BRONIEWSKI, A. IWASIEWICZ, J. KAPKO, W. PŁACZEK; Metody badań i ocena własności tworzyw sztucznych”, WNT, Warszawa 2000
[24] J. KOWALCZYK, Z. SOBCZYK; „Praktyczne metody jakościowe oceny składników chemicznych stali. Ćwiczenia laboratoryjne z
metaloznawstwa. Ćwiczenie nr 12” , WAT, Warszawa 1981.
[25] W MISSOL, ‘Spiekane części maszyn” Wyd. Śląsk Katowice 1978
178
Wyszukiwarka
Podobne podstrony:
Podstawy zarządzania wykład rozdział 05
2 Realizacja pracy licencjackiej rozdziałmetodologiczny (1)id 19659 ppt
Ekonomia rozdzial III
rozdzielczosc
kurs html rozdział II
Podstawy zarządzania wykład rozdział 14
7 Rozdzial5 Jak to dziala
Klimatyzacja Rozdzial5
Polityka gospodarcza Polski w pierwszych dekadach XXI wieku W Michna Rozdział XVII
Ir 1 (R 1) 127 142 Rozdział 09
Bulimia rozdział 5; część 2 program
05 rozdzial 04 nzig3du5fdy5tkt5 Nieznany (2)
PEDAGOGIKA SPOŁECZNA Pilch Lepalczyk skrót 3 pierwszych rozdziałów
Instrukcja 07 Symbole oraz parametry zaworów rozdzielających
04 Rozdział 03 Efektywne rozwiązywanie pewnych typów równań różniczkowych
Kurcz Język a myślenie rozdział 12
Ekonomia zerówka rozdział 8 strona 171
28 rozdzial 27 vmxgkzibmm3xcof4 Nieznany (2)
Meyer Stephenie Intruz [rozdział 1]
04 Rozdział 04
więcej podobnych podstron