Wstęp:
Zaletą rewolwerówek w porównaniu z tokarkami, jest wyposażenie w głowicę rewolwerową, co umożliwia wykonywanie wielu kolejnych zabiegów narzędziami nastawionymi, zmniejszenie czasów pomocniczych i - często - równoczesną pracę kilku narzędzi.
Rewolwerówki z pionową osią głowicy, oprócz robót z pręta, umożliwiają obróbkę większych przedmiotów zamocowanych w uchwytach, są także bardziej uniwersalne ze względu na wyposażenie w boczne suporty. Najbardziej korzystne jest wykonywanie na rewolwerówkach części wymagających możliwie dużej liczby zabiegów, gdyż można wtedy wykorzystać ich cechy charakterystyczne. O wyborze wielkości obrabiarki do pracy z pręta, typowej przy wałkach wykonywanych na rewolwerówkach, decyduje średnica przelotu wrzeciona, która powinna być zbliżona do średnicy materiału wejściowego. Pręty powinny być wstępnie prostowane; najlepiej ciągnione lub łuszczone. Liczba zabiegów zależy od zastosowanej koncentracji zabiegów, co jest związane z użyciem specjalnych oprawek, opłacalnych przy większych seriach. Należy dążyć do równoczesnej pracy możliwie dużej liczby narzędzi. W miarę możności należy pracować równocześnie narzędziami z głowicy i suportu. Jeżeli jest to niecelowe, należy unikać przeplatania zabiegów z suportu i głowicy, gdyż powoduje to zwiększenie czasów pomocniczych.
Zamocowanie materiału dokonuje się najczęściej w zaciskach. W maszynach nowoczesnych, zwłaszcza średnich i cięższych stosuje się uchwyty pneumatyczne i hydrauliczne.
W rewolwerówce występują następujące typy głowic:
pionowa cylindryczna
pionowa płytowa
ukośna
pozioma osiowa
pozioma poprzeczna
Ze względu na budowę suportu rewolwerowego rozróżniamy:
tokarki rewolwerowe
tokarki suportowe
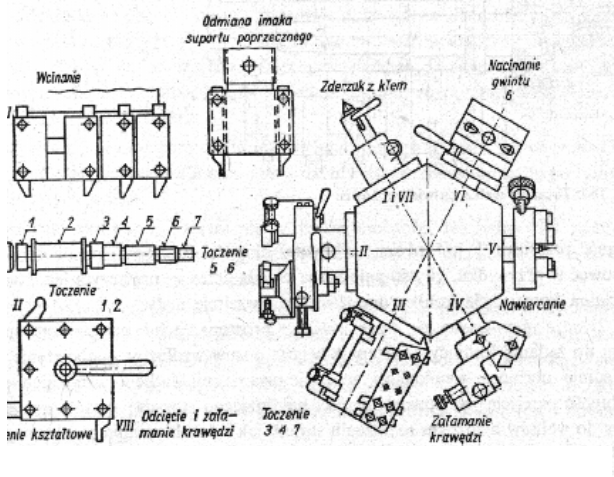
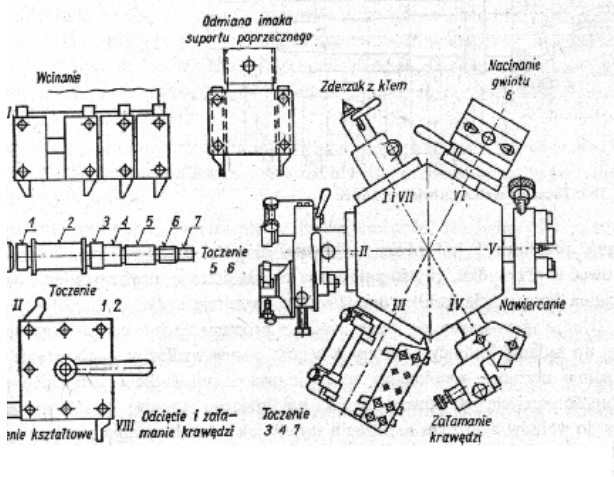
Typowe uzbrojenie rewolwerówki:
Przebieg ćwiczenia:
Materiał: pręt mosiężny
Głowica: RV
Narzędzia: zderzak, nawiertak, wiertło φ9 / φ14 + faza 2*45, narzynka, nóż S20, nóż do faz 300 SW18.
Rysunek wykonywanego elementu:
Nr. Operacji |
Narzędzie |
Średnica Narzędzia |
Szerokość Narzędzia |
Ilość ostrzy |
Obroty [obr/min] |
Materiał Narzędzia |
Posuw [mm/obr] |
Materiał Obrabiany |
Rodzaj operacji |
1 |
zderzak |
- |
- |
- |
0 |
- |
- |
Mosiądz
|
Wsunąć materiał do zderzaka |
2 |
nawiertak |
- |
- |
2 |
1000 |
SW |
ręczny |
Mosiądz
|
nawiercić |
3 |
Wiertło trzystopniowe + faza |
φ9 / φ14 |
- |
2 |
600 |
SW |
0,05 |
Mosiądz
|
Wiercić na φ9 / φ14 |
4 |
Nóż tokarski |
- |
- |
1 |
1000 |
SW18 |
0,1 |
Mosiądz |
Toczyć pow. pod gwint G5/8 ” |
5 |
Przecinak |
- |
3 |
1 |
1000 |
S20 |
ręczny |
Mosiądz
|
Toczyć rowek wyjściowy |
6 |
Nóż do faz 300 |
- |
- |
1 |
1000 |
SW18 |
ręczny |
Mosiądz
|
Toczyć fazę 300 |
7 |
Narzynka 5/8 ” |
φ 5/8 `' |
- |
- |
100 |
- |
- |
Mosiądz
|
Nacinać gwint |
8 |
przecinak |
- |
3 |
1 |
1000 |
S20 |
ręczny |
Mosiądz
|
Odciąć |
Wnioski:
Rewolwerówka jest obrabiarką bardziej wydajną niż tokarka i ma z reguły niższy czas jednostkowy, wymaga natomiast dłuższego czasu ustawiania. Oprzyrządowanie tokarki jest bardzo proste i tanie, rewolwerówki natomiast droższe i wymaga większego wkładu pracy technologa. Dużą różnice na czasie jednostkowym można uzyskać wprowadzając wyższą koncentrację, ale ponieważ to wymaga oprawek i narzędzi specjalnych zwiększą się także koszty. Opłacalność partii w średnich warunkach warsztatowych przy pracy na rewolwerówkach wynosi od 30 do 60 sztuk.
Wyszukiwarka
Podobne podstrony:
OBROBKA SKRAWANIEM id 328388 Nieznany
Projekt 2 - siły, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Wykonywanie otworow, Technologie wytwarzania, Obróbka skrawaniem, Wiercenie
Labolatorium obróbki skrawaniem szlifowanie (ATH)
Obróbka skrawaniem Szlifowanie
obrobka skrawaniem
Obróbka Skrawaniem (K Jemielniak)
szlifowanie2, ZiIP, II Rok ZIP, Skrawanie, Obróbka Skrawaniem
Regulamin pracowni obróbki skrawaniem, BHP, Instrukcje BHP, Szkoła
MCH3 egzamin, ZiIP, Obróbka skrawaniem 2
obróbka skrawaniem ściąga
ćw 5 obróbka skrawaniem wiertła
Obróbka skrawaniem skrypt
obróbka skrawaniem ćw1
karta instrukcyjna AM, AM Gdynia, Sem. V,VI, Obróbka skrawaniem - laborki - Molenda i Labuda
cw6, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Karta technolog AM, AM Gdynia, Sem. V,VI, Obróbka skrawaniem - laborki - Molenda i Labuda
cw41, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
więcej podobnych podstron