Spawanie gazowe
charakterystyka metody, wady i zalety
Ogólnie:
Spawanie gazowe polega na stapianiu brzegów łączonych przez nagrzewanie płomieniem powstającym ze spalania się gazu palnego w atmosferze dostarczanego tlenu. Proces ten może być prowadzony przy użyciu spoiwa luz bez jego udziału (Np. spoina brzeżna)
Podstawowe wyposażenie do spawania gazowego to: wytwornica, butla, bezpiecznik, reduktor, wąż, palnik)
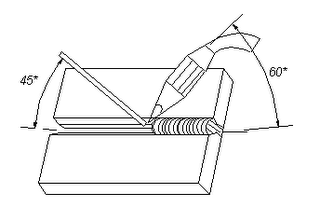
Spawanie metodą w lewo-polega na prowadzeniu palnika od strony prawej do lewej, przy pochyleniu palnika pod kątem od 60°(przy materiałach grubszych), do 10°(przy materiałach cieńszych). Spoiwo podczas spawania prowadzi się pod kątem około 45°. Przy spawaniu metodą w lewo spoiwo jest prowadzone przed palnikiem. Płomień palnika roztapia brzegi metalu, tworząc otworek w dolnej części spawanego materiału. Spawacz prowadzi palnik prawą ręką, postępowym ruchem w lewo nie czyniąc nim żadnych ruchów bocznych. Bardzo ważne jest aby spoiwo cały czas było w obrębie płomienia, gdyż rozgrzany jego koniec w zetknięciu z powietrzem szybko się utlenia i spawacz wprowadza do spoiny tlenki.
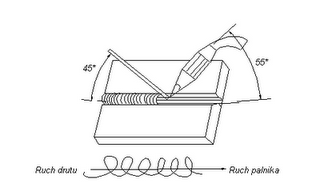
Spawanie metodą w prawo-stosuje się przeważnie do grubszych materiałów(ponad 3mm) wymagających ukosowania brzegów. Przy spawaniu w prawo palnik prowadzi się pod kątem 55°,a spoiwo pod kątem 45°. Spoiwo posuwa się za palnikiem od strony lewej do prawej. Palnikiem nie wykonuje się żadnych ruchów poprzecznych, lecz prowadzi się go równomiernie ruchem prostoliniowym wzdłuż brzegów spawanych. Spoiwem trzymanym w jeziorku stopionego metalu wykonuje się ruch(w kształcie półksiężyca lub elipsy) w kierunku poprzecznym do spoiny. Metodę spawania w prawo stosuje się do robót odpowiedzialnych, zwłaszcza rurociągów przeznaczonych do pracy na wysokie ciśnienie i trudne warunki eksploatacyjne (częste zmiany temperatury i ciśnienia)
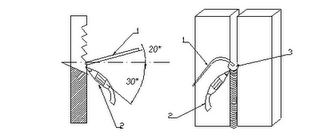
Metodę spawania w górę -stosujemy do wszystkich grubości materiału, przy czym materiał o grubości powyżej 4mm powinien być spawany przez dwóch spawaczy jednocześnie. Palnik należy prowadzić pod kątem 30° do osi pionowej, a drut pod kątem około 20°. Palnik prowadzi się równomiernym ruchem prostoliniowym, a spoiwo ruchem skokowym. Metoda ta pozwala na łatwiejsze utrzymanie oczka oraz mniejsze zużycie gazów.
Gazy stosowane
Rola bezpiecznika
butle do gazów sprężonych
charakterystyka płomienia tlenowo acetylenowego
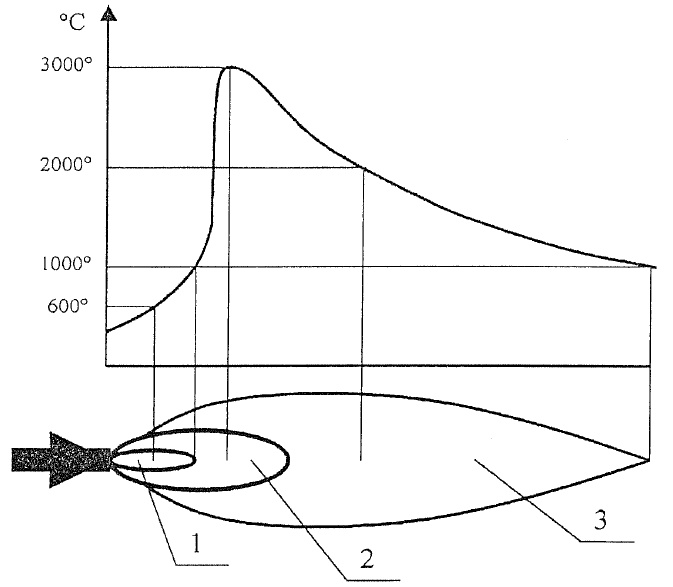
Płomień acetylenowo-tlenowy można podzielić na trzy następujące części, licząc od wylotu palnika: jądro 1, stożek 2 oraz kitę 3.
W jądrze płomienia zachodzi częściowy rozpad acetylenu na wodór i węgiel, którego rozżarzone cząsteczki świecą jaskrawym, oślepiającym blaskiem. Poczynając od granicy jądra, w stożku płomienia zaczyna się spalanie wodoru na parę wodną i węgla na tlenek węgla. W tej strefie jak widać z poniższego wykresu panuje najwyższa temperatura. W kicie płomienia następuje spalanie tlenku węgla powstałego w środkowej części płomienia na dwutlenek węgla. W tej części płomienia spalanie następuje przy częściowym udziale tlenu pobieranego z powietrza. Palący się tlenek nadaje płomieniowi charakterystyczne niebieskawe zabarwienie.
Składniki gazowe płomienia mogą działać utleniająco (O2), nawęglająco (C2H2) lub redukująco (H2). W zależności od wzajemnego stosunku paliwa do tlenu można uzyskać płomień redukujący, nawęglający lub utleniający.
Spawanie powinno się odbywać płomieniem redukującym, tj. takim, w którym w najgorętszej strefie środkowej nie ma swobodnego węgla ani tlenu. Powinna się ona składać tylko z tlenku węgla i pary wodnej. Przed przystąpieniem do spawania należy uregulować płomień, rozpoczynając od regulacji acetylenu. Przy nadmiarze acetylenu zauważa się powstawanie wydłużonego i lekko zamazanego jądra, które podczas zmniejszania dopływu acetylenu staje się coraz wyraźniejsze i ostro zarysowane.
- 4 -
Wyszukiwarka
Podobne podstrony:
Spawanie gazowe palnikiem, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
Spawanie gazowe, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Spajaln
cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna,
instrukcja spawanie gazowe
Konstrukcje metalowe - Spawanie gazowe 2, Budownictwo S1, Semestr IV, Konstrukcje metalowe, Labolato
lutowanie i spawanie gazowe
Sprawozdania, Spawanie gazowe i ciÓcie termiczne, Rok akademicki
spawanie gazowe - wersja poprawiona, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
Metody spawania gazowego, Zajęcia praktyczne
SPRAWOZDANIE z OCS. cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictw
Spawanie gazowe i cięcie plazmowe
Spawanie gazowe
1 Spawanie gazowe oraz cięcie gazowe i plazmowe
Spawanie-gazowe, Notatki, materiałoznawstwo, pomocne pliki do sprawozdania ze spawania
spawanie gazowe, Technologie bezwiórowe
Spawanie elektryczne i spawanie gazowe, Spawalnictwo
Spawanie ręczne elektroda otulona oraz spawanie gazowe i cięcie termiczne, Sprawozdania itp
więcej podobnych podstron