|
POLITECHNIKA WROCŁAWSKA Wydział Chemiczny, W-3 |
PROWADZĄCY: dr inż. Wanda Meissner
Kierunek: Technologia chemiczna
Rok studiów: III
Data wykonania doświadczenia: 11.05.2012r.
LABORATORIUM TECHNOLOGII POLIMERÓW
- Sprawozdanie-
ĆWICZENIE 2
„Wtryskiwanie”
CZĘŚĆ TEORETYCZNA
Wtryskiwanie jest procesem cyklicznym, w którym materiał, najczęściej w postaci granulatu, podawany do ogrzewanego cylindra uplastycznia się, a następnie podawany jest przez dyszę do gniazda formy. W formie pod ciśnieniem tworzywo przechodzi w stan stały po czym jest usuwany w postaci gotowego wyrobu.
Cechy procesu wtryskiwania:
proces cykliczny,
wysokociśnieniowy,
do produkcji wyrobów bryłowych pełnych, kompozytowych, dwuskładnikowych, wielokolorowych, wyrobów o zmiennej gęstości, zespolonych (tworzywo - metal,itp) o masie rzędu 10-2grama do 105 grama,
bezodpadowy,
o dużej wydajności,
w pełni zautomatyzowany,
elastyczny,
mobilny.
Odmiany procesu wtryskiwania:
Wtryskiwanie ślimakowe- uplastycznienie tworzywa w układzie ślimak cylinder
Wtryskiwanie tłokowe - uplastycznienie materiału w cylindrze a wtryśnięcie za pomcą tłoka
Wtryskiwanie intruzyjne - możliwość wtryskiwania kształtek, których objętość leży daleko powyżej maksymalnej objętości wtryskowej ślimaka
Wtryskiwanie wielobarwne lub wieloskładnikowe - możliwość formowania wyrobów złożonych z różnych materiałów lub kolorów, połączenie materiałów następuje w formie na gorąco, wtryskarka wymaga co najmniej dwóch jednostek wtryskowych.
Wtryskiwanie gazowe GIT lub gazowe ze spienianiem GIT-S- podczas procesu wtryskiwania do formy podawany jest gaz obojętny w ten sposób można formować wyroby o różnych grubościach ścianek. W technice GIT - S pęcherzyki gazu w formie powodują spienienie tworzywa.
Wtryskiwanie z rozdmuchiwaniem lub z rozciąganiem - metoda dwuetapowa do formowania pojemników wewnątrz pustych. W pierwszym etapie wytwarza się wypraskę, w drugim wypraskę się rozdmuchuje się (wprowadzając do środka gaz) lub rozciąga za pomocą rdzenia
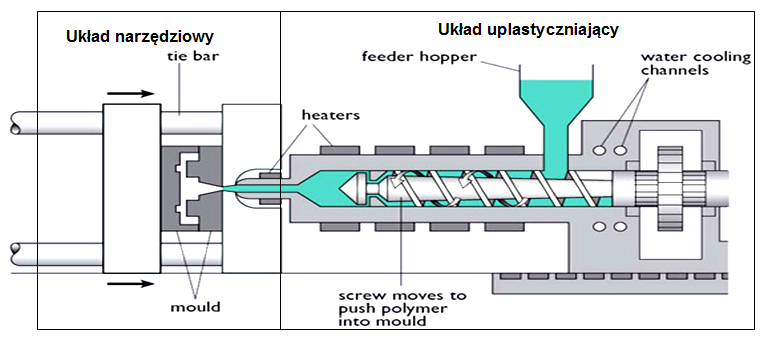
Schemat budowy wtryskarki:
Wtryskarka składa się trzech układów
Układ uplastyczniający (uplastycznia materiał i wtryskuje go do formy)
Układ narzędziowy (forma plus układ zamykania składający się z trzech stołów
Układ napędowy i sterujący
Cykl wtryskiwania - etapy
uplastycznienie materiału
zamknięcie formy
dojazd jednostki uplastyczniającej do formy
wtrysk
docisk
chłodzenie
usunięcie wypraski z formy
Parametry procesu
temperatury - (stref grzewczych na cylindrze i dyszy, temp. połówek formy na termostacie)
Ciśnienia - (wtrysku, docisku, zwarcia połówek formy-siła zamykania, uplastycznienia)
Drogi - (skok formy, skok ślimaka lub tłoka, skok wypychaczy, skok jednostki uplastyczniającej)
Prędkości - (zamykania i otwierania formy, wypychaczy, wtrysku, jednostki uplastyczniąjącej, prędkość obrotowa ślimaka)
Czasy (cyklu, wtrysku, docisku, chłodzenia formy)
Schemat graficzny cyklu wtryskiwania
drogi ślimaka i stołów formy w funkcji czasu
Wady i zalety procesu wtryskiwania:
Zalety:
możliwość wytwarzania bardzo skomplikowanych wyrobów w jednej operacji technologicznej
otrzymujemy wyrób gotowy do użytkowania, praktycznie bez obróbki wykańczającej
wysoka jakość i powtarzalność kształtu i wymiarów, estetyka wyrobu
możliwość pełnej automatyzacji, komputeryzacji procesu
możliwość masowej produkcji
niska pracochłonność
Niska emisja szkodliwych substancji
Wady:
wysoki koszt oprzyrządowania technologicznego
technologia nie ekonomiczna przy krótkich seriach produkcyjnych
wymagane wysokie kwalifikacje pracowników technicznych
długi czas przygotowania i spore nakłady finansowe związane z wdrożeniem do produkcji nowego wyrobu
CZĘŚĆ DOŚWIADCZALNA
I WRTYSKARKA 1
a) Wyniki uzyskane na wtryskarce ślimakowej (Tabela 1)
b) Parametry procesu:
- siła zwarcia: 80t
- temperatura procesu: 160°C -180°C -190°C
- materiał : poli(chlorek winylu)
Ślimak |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Puh [kG/cm2] |
35 |
40 |
55 |
60 |
70 |
85 |
90 |
95 |
110 |
115 |
Pzw [kG/cm2] |
225 |
250 |
420 |
440 |
590 |
650 |
700 |
620 |
850 |
880 |
Masa [g] |
13,0 |
17,0 |
19,0 |
21,0 |
23,0 |
28,0 |
30,0 |
31,0 |
34,0 |
36,0 |
Tabela 1. Wyniki uzyskane przy wtryskarce ślimakowej
Puh - ciśnienie układu hydraulicznego [kG/cm2]
Pzw - zewnętrzne ciśnienie wtrysku [kG/cm2]
II WTRYSKARKA 2
- masa surowca: 17g
- czas trwania cyklu: 50s
- odpady: 3g
Stosunek masy odpadów do masy surowca: 17,65%
Ilość cykli na godzinę : 3600s:50s=72cykle
Odpady w czasie godziny: 216g
III WNIOSKI
Wraz ze wzrostem ciśnienia wtrysku, wzrasta masa kształtki, co jest prawidłową koleją rzeczy, gdyż właśnie poprzez wzrost ciśnienia, następuje modyfikacja masy otrzymanej kształtki. Optymalizowanie tego parametru jest ważne, gdyż zbyt małe ciśnienie może spowodować niedopełnienie pożądanej kształtki, a zbyt wysokie może spowodować tzw. przelewy kształtki.
Wyszukiwarka
Podobne podstrony:
Spirala Archimedesa
Bakterie spiralne do druk
Trichinella spiralis
Trichinella spiralis
Artistic Wire Green or Magenta Single Spiral Bead Necklace & Earrings
bibek spiral nie dla psa kielbasa, Akademia Morska, semestr 3, Projektowanie i konstrukcja Uządzeń (
Jak zrozumieć prawo Archimedesa, prace dla dzieci,rysunek inne
prawo archimedesa
Spirale Strachu
Kokosowe spiralki
Wyznaczanie gęstości ciał z prawa Archimedesa
Serowe spiralki z nadzieniem orzechowym, przepisy, Książka kucharska
pitr spiral, sciaga nr2, 1)
pitr spiral, spis wszystkich ściąg, 1
71 Spirala milczenia
Bransoletka z muliny spirala
Spiral Rope Chain
pitr spiral, ściąga domin, 1
pitr spiral, Spiral 2, 1)
więcej podobnych podstron