Obróbka Cieplna Stali - część 2
Rys. 24. Schemat przebiegu przemiany perlitycznej a) tworzenie się. płytek cementytu i ferrytu z przechłodzonego austenitu, b) zapoczątkowanie przemiany perlitycznej w ziarnach przechłodzonego austenitu, c) wzrost kolonii perlitu
Rys. 25. Schemat tworzenia się. perlitu z przechłodzonego austenitu a) wydzielanie płytki cementytu, b) tworzenie się płytek ferrytu, c) wyekstrapolowane równowagowe stężenia węgla w przechłodzonym austenicie z ferrytem C i cementytem Cc
Przemiana perlityczna jest przemianą dyfuzyjną, związaną z przegrupowaniem atomów węgla i zachodzącą przez zarodkowanie oraz rozrost zarodków. Zarodkowanie perlitu odbywa się heterogenicznie, czyli w sposób uprzywilejowany, na cząstkach cementytu, płytkach ferrytu, a w jednorodnym austenicie - na granicach ziarn tej fazy. Wzrost płytki cementytu (rys. 24a) bogatej w węgiel powoduje znaczne zmniejszenie stężenia węgla w austenicie do wartości Ca (rys. 25), umożliwiającej powstanie płytki ferrytu. W wyniku ograniczonej rozpuszczalności węgla w ferrycie jego nadmiar wzbogaca austenit w pobliżu utworzonej płytki ferrytu, umożliwiając tworzenie kolejnej płytki cementytu (rys. 25b). Proces kolejnego dobudowywania płytek trwa aż do wyczerpania się austenitu.
Przemiana perlityczna przebiega również przez wzrost czołowy utworzonych wcześniej płytek (rys. 24 i 26).
MORFOLOGIA PERLITU
Utworzone kolonie perlitu mają kształt kulisty, gdyż szybkości dobudowywania nowych płytek i ich rozrostu czołowego są jednakowe. W wyniku dyfuzji węgla do płytek cementytu następuje zróżnicowanie składu chemicznego austenitu przed frontem przemiany. Przed płytkami cementytu stężenie węgla w austenicie wynosi Cc, jak to podano na rys. 26, a przed płytkami ferrytu C. Grubość płytek cementytu jest około siedmiokrotnie mniejsza od grubości płytek ferrytu. Przy stałej temperaturze, grubości płytek każdej z faz perlitu są prawie stałe i nie zależą od wielkości ziarn i jednorodności austenitu, z którego powstają. Obniżaniu temperatury przemiany towarzyszy zmniejszanie się odległości między płytkami perlitu.
Szybkość przemiany perlitycznej zależy od szybkości zarodkowania i szybkości wzrostu. Funkcja szybkości zarodkowania perlitu od czasu jest nieliniowa i wykazuje okres inkubacyjny (rys. 27).
|
|
Rys. 26. Schemat wzrostu czołowego płytek perlitu
|
Rys. 27. Zależność szybkości zarodkowania perlitu od czasu przy przechłodzeniu stali eutektoidalnej do temperatury 680°C
|
Wykresy przemian austenitu przechłodzonego podczas chłodzenia izotermicznego i ciągłego
RODZAJE WYKRESÓW CTP
Ilościowe dane dotyczące zależności struktury i własności stali od temperatury i czasu przemiany austenitu przechłodzonego zawierają wykresy CTP — czas—temperatura—przemiana.
W zależności od sposobu chłodzenia dla różnych gatunków stali są opracowywane wykresy:
CTPi - przy chłodzeniu izotermicznym,
CTPC - anizotermiczne przy chłodzeniu ciągłym.
WYKRESY IZOTERMICZNE CTP
Na wykresach izotermicznych są podawane linie początku i końca przemiany austenitu w perlit, bainit i martenzyt w zależności od czasu τ przy stałej temperaturze przemiany t (rys. 29 a). Czas rozpoczęcia i zakończenia każdej przemiany odczytuje się z wykresu przez zrzutowanie na oś czasu punktów przecięcia krzywych początku i końca przemiany przez prostą odpowiadającą danej temperaturze. Wykresy CTPi sporządza się określając stopień przemiany przy danej temperaturze metodą dylatometryczną, magnetyczno-indukcyjną, elektryczną lub metalograficzną (rys.). Wykresy CTPi opracowane dla różnych stali są wykorzystywane do określenia temperatury i czasu wygrzewania podczas wyżarzania izotermicznego oraz wychładzania w kąpieli solnej przy hartowaniu izotermicznym lub stopniowym.
7
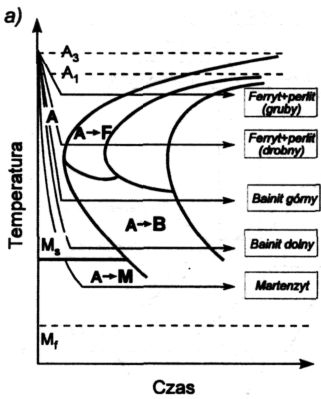

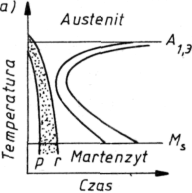
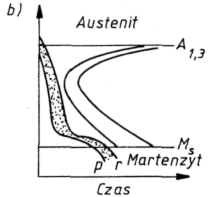
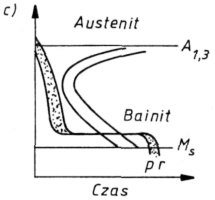
Rys. 29. Schematyczne wykresy przemian austenitu przechłodzonego stali węglowej podeutektoidalnej a) CTPi, przy chłodzeniu izotermicznym, b) CTPC przy chłodzeniu ciągłym;
WYKRESY ANIZOTERMICZNE CTP
Wykresy CTPC charakteryzują przemiany austenitu przechłodzonego przy chłodzeniu z różnymi szybkościami (rys. 29b). Otrzymuje się je w wyniku badań metodą dylatometryczną, na dylatometrach bezwzględnych. Temperatury początku i końca poszczególnych przemian i odpowiadające im czasy odczytuje się przez rzutowanie odpowiednio na osie temperatury lub czasu punktów przecięcia krzywych szybkości chłodzenia z krzywymi początku i końca przemiany. Wykresy CTPC znalazły zastosowanie do ustalenia struktury i twardości stali hartowanej, normalizowanej lub poddanej wyżarzaniu zupełnemu. W celu określenia struktury i twardości stali na podstawie wykresów CTPC, w zależności od warunków chłodzenia z temperatury austenityzowania, można posłużyć się wykresami zmian temperatury prętów o różnych średnicach, chłodzonych w różnych ośrodkach (rys. 30). Wykresy CTPC różnych stali umożliwiają również określenie dla nich szybkości krytycznej υk, czyli najmniejszej szybkości chłodzenia z temperatury austenityzowania zapewniającej uzyskanie struktury wyłącznie martenzytycznej. Postać wykresów CTP w dużym stopniu zależy od składu chemicznego stali.
Rys. 30. Krzywe chłodzenia prętów okrągłych o różnych średnicach z temperatury austenityzowania w: a) wodzie, b) oleju, c) powietrzu; linie ciągłe - rdzeń, linie przerywane - pod powierzchnią
Przemiany w stali podczas odpuszczania
OGÓLNA KLASYFIKACJA
Podczas wygrzewania w temperaturze niższej od A1 i studzenia stali uprzednio zahartowanej zachodzą w niej liczne przemiany fazowe. Należą do nich:
rozkład martenzytu,
przemiana austenitu szczątkowego w fazę ,
wydzielanie węglika i cementytu, a w stalach stopowych również innych węglików,
koagulacja węglików wydzielonych we wcześniejszych stadiach odpuszczania.
Siłą pędną przemian podczas odpuszczania jest różnica energii swobodnej miedzy metastabilnym martenzytem a mieszaniną faz złożoną z ferrytu i węglików.
W zależności od warunków odpuszczania, głównie zaś temperatury, można wyróżnić kilka stadiów tego procesu, w których przeważa jedna z przemian. Śledzenie przemian podczas odpuszczania umożliwiają badania dylatometryczne (rys. 31)
PRZEMIANY PODCZAS ODPUSZCZANIA STALI WĘGLOWYCH
Pierwsze stadium odpuszczania stali węglowych w zakresie ok. 80÷200°C (rys. 31) - jest związane z rozkładem martenzytu i wydzielaniem w nim węglika -Fe2C o strukturze heksagonalnej. Po odpuszczaniu w niskiej temperaturze węgliki są koherentne z osnowa. Wydzielanie węglika wywołuje zmniejszenie stężenia węgla w martenzycie. Zmniejszenie stopnia przesycenia martenzytu węglem powoduje z kolei zmniejszenie tetragonalności martenzytu i tworzenie się martenzytu o sieci regularnej, zwanego martenzytem odpuszczonym. Odpuszczanie w stadium drugim - w zakresie ok. 200÷300°C - wywołuje przemianę austenitu szczątkowego w martenzyt odpuszczony według mechanizmu zbliżonego do przemiany bainitycznej. Trzecie stadium odpuszczania - w zakresie ok. 300÷400°C - polega na rozpuszczaniu się węglika w osnowie i niezależnym wydzielaniu się cementytu.
W kolejnym stadium odpuszczania zachodzi koagulacja cząstek tej fazy, związana ze zwiększaniem się niektórych cząstek cementytu i rozpuszczaniem cząstek małych. Towarzyszy temu sferoidyzacja, polegająca na przyjmowaniu przez cząstki cementytu kształtu kulistego. W wyniku tego uzyskuje się strukturę martenzytu wysokoodpuszczonego (zwanego niekiedy także sorbitem), złożonego z bardzo drobnych kulistych cząstek cementytu w osnowie ferrytycznej.
Odpuszczanie w temperaturze wyższej od ok. 600°C powoduje koagulację cementytu, której towarzysza procesy zdrowienia i rekrystalizacji osnowy. W wyniku tego uzyskuje się strukturę sferoidytu, tj. cementytu kulkowego w osnowie ferrytu o twardości mniejszej od 300 HB.
ODPUSZCZANIE STALI STOPOWYCH
W stalach stopowych przede wszystkim o dużym stężeniu pierwiastków stopowych, przemiany fazowe podczas odpuszczania są znacznie bardziej złożone. W zależności od temperatury odpuszczania, w temperaturze wyższej od ok. 450°C następuje wydzielanie różnych węglików, np. M7C3, MC lub M2C, po uprzednim rozpuszczeniu się w osnowie cementytu oraz węglików wydzielonych w niższej temperaturze odpuszczania.
|
|
Rys. 31. Krzywa dylatometryczna odpuszczania stali węglowej przy ciągłym nagrzewaniu |
Rys. 32. Wpływ molibdenu oraz temperatury odpuszczania na twardość stali zawierającej 0,35% C |
Węgliki pierwiastków stopowych w początkowym stadium wydzielania są koherentne z osnową martenzytyczną, co jest przyczyną wzrostu twardości (rys. 32), decydując o tzw. twardości wtórnej. Przemiana austenitu szczątkowego może wówczas zachodzić podczas chłodzenia z temperatury odpuszczania zgodnie z mechanizmem przemiany martenzytycznej.
ODWRACALNA KRUCHOŚĆ ODPUSZCZANIA
W zależności od sposobu chłodzenia po odpuszczaniu, zwłaszcza stali nisko- i średniostopowych, występuje tzw. kruchość odpuszczania. Zjawisko to przejawia się zmniejszeniem udarności stali zahartowanej i powoli studzonej po odpuszczaniu w zakresie temperatury 400÷600°C, a najwyraźniej — w zakresie 500÷525°C. Stale zahartowane w identyczny sposób, lecz po odpuszczaniu oziębione w wodzie lub oleju, uzyskują natomiast znacznie wyższą udarność. Obecnie sądzi się, że procesy wywołujące zjawisko kruchości odpuszczania w tym zakresie temperatury są odwracalne, co można osiągnąć przez wyżarzanie w temperaturze niższej od Ac1 z następnym szybkim chłodzeniem, którą to operację wykonuje się bezpośrednio po odpuszczaniu.
Kruchość odpuszczania występuje przede wszystkim w stalach stopowych, szczególnie manganowych, chromowych, chromowo-manganowych oraz chromowo-niklowych. Tendencja do kruchości odpuszczania wzmaga się wraz ze zwiększeniem stężenia zanieczyszczeń: fosforu, arsenu, antymonu i cyny w stali. Skłonność stali do kruchości odpuszczania zmniejszają dodatki wolframu - 0,4÷0,8%, a nawet do ok. 1,5%, oraz molibdenu - 0,2÷0,4%, a nawet do ok. 0,6%. Sądzi się, że zjawisko odwracalnej kruchości odpuszczania jest powodowane segregacją manganu, chromu i niklu, tworzących roztwory różnowęzłowe, a także węgla i fosforu oraz innych pierwiastków międzywęzłowych na granicach ziarn austenitu lub ferrytu. Kruchości odpuszczania można przeciwdziałać przez obniżenie stężenia niepożądanych zanieczyszczeń w stali, dodanie W lub Mo, wyżarzanie w temperaturze niższej od Ac1, zmniejszenie wielkości ziarn i przez to zmniejszenie segregacji składników stopowych, a także przez stosowanie dużych szybkości chłodzenia po odpuszczaniu.
NIEODWRACALNA KRUCHOŚĆ ODPUSZCZANIA
Poza odwracalną kruchością odpuszczania, po odpuszczaniu w zakresie temperatury 300÷350°C występuje obniżenie udarności stali, często określane "kruchością 300". Zjawisko to jest związane z rozpuszczaniem się węglika w osnowie martenzytu odpuszczonego, co powoduje silne wzbogacenie osnowy w węgiel i zwiększenie naprężeń sieciowych. Na spadek ciągliwości wpływa również zachodzące jednocześnie zarodkowanie cementytu, głównie na dyslokacjach. Sądzi się, że przyczyną "kruchości 300" może być również rozpoczęcie segregacji niepożądanych zanieczyszczeń arsenu, antymonu, cyny i głównie fosforu w bezpośrednim otoczeniu rozpuszczających się węglików .
Ponieważ "kruchość 300" jest zjawiskiem, którego nie można wyeliminować, unika się go zmniejszając stężenie niepożądanych zanieczyszczeń w stali. W celu uniknięcia nieodwracalnej kruchości odpuszczania można także zastosować odpuszczanie w temperaturze niższej od ok. 200°C albo wyższej od ok. 400°C.
ZARYS TECHNOLOGII ZWYKŁEJ OBRÓBKI CIEPLNEJ
Grzanie i ośrodki grzejne
POJĘCIE I PODZIAŁ GRZANIA
Proces grzania polega na doprowadzeniu ciepła w ciągu założonego czasu w celu uzyskania określonej temperatury przez całą masę nagrzewanego przedmiotu. Grzanie składa się z zabiegów:
nagrzewania,
wygrzewania.
W zależności od przewodności cieplnej, kształtu, wymiarów i masy przedmiotu, rodzaju ośrodka nagrzewającego, różnicy temperatury między piecem a nagrzewanym przedmiotem, temperatury nagrzewania, mocy pieca i innych czynników, szybkość nagrzewania może być bardzo zróżnicowana. Najczęściej jest stosowany jeden z trzech sposobów nagrzewania:
powolne nagrzewanie wsadu z piecem (rys. 33a),
przyspieszone nagrzewanie wsadu w piecu o temperaturze obróbki cieplnej (rys. 33b),
szybkie nagrzewanie wsadu w piecu o temperaturze początkowej wyższej od temperatury obróbki cieplnej (rys. 33c).
Grzanie musi zapewniać uzyskanie jednakowej temperatury w całym przekroju obrabianego przedmiotu.
DOBÓR CZASU GRZANIA
Czas grzania można wyznaczyć metodami analitycznymi na podstawie zależności teoretycznych. Praktycznie dobiera się go jednak na podstawie wykresów i tablic, które są sporządzane na podstawie wyniku prób i pomiarów temperatury termoelementami umieszczonymi wewnątrz nagrzewanych próbek. Zależność czasu nagrzewania w różnych piecach do obróbki cieplnej od średnicy przedmiotu i temperatury grzania podano na rys. 34.
Rys. 33. Schematyczne przebiegi nagrzewania a) powolnego, b) przyspieszonego, c) szybkiego; tn — temperatura nagrzewania, tp - temperatura pieca, tz — temperatura powierzchni wsadu, ts - temperatura rdzenia wsadu, Δ t - gradient temperatury
Oprócz powietrza, ośrodków gazowych i złóż fluidalnych bardzo duże znaczenie w obróbce cieplnej metali mają ośrodki grzejne ciekłe. Zalicza się je do ośrodków nagrzewających z największymi szybkościami. Należą do nich:
kąpiele solne,
kąpiele metalowe.
KĄPIELE SOLNE
W zwykłej obróbce cieplnej są wykorzystywane roztopione sole hartownicze chlorkowe będące mieszaniną BaCl2, NaCl, CaCl2, SiO2 i Al2O3 oraz saletrzakowe zawierające NaNO3, KNO3, NaNO2, K2CrO4 i K2Cr2O7.
Sole o odpowiednim składzie chemicznym mogą być również stosowane do obróbki cieplno-chemicznej. Sole działają korozyjnie na obrabiane cieplnie przedmioty. Zahamowanie tego szkodliwego procesu może być osiągnięte przez ograniczenie dopływu utleniaczy, głównie O2 i H2O, a także ograniczenie zdolności utleniającej soli dzięki dodaniu odtleniaczy, np. Mg, Si, C, SiC, Fe-Si. Ze względu na silne działanie toksyczne kąpiele solne obecnie mają mniejsze znaczenie praktyczne.
KĄPIELE METALOWE
Do kąpieli metalowych należą głównie ciekły bizmut, antymon, cyna i ołów. Kąpiele te nie zyskały takiego znaczenia jak kąpiele solne.
Chłodzenie i ośrodki chłodzące
ZABIEG CHŁODZENIA
Chłodzenie jest zabiegiem obróbki cieplnej zachodzącym w wyniku odprowadzania ciepła przez ośrodek chłodzący. Zadaniem ośrodka chłodzącego jest obniżenie temperatury całego przedmiotu obrabianego cieplnie do wymaganej wartości. Chłodzenie musi odbywać się z szybkością zapewniającą prawidłowy przebieg określonych przemian fazowych. Szybkość chłodzenia jest zależna od wielu czynników, m.in. od kształtu, wymiarów i masy przedmiotu, temperatury nagrzewania, sposobu chłodzenia, głównie zaś od rodzaju i własności ośrodka chłodzącego.
OŚRODKI CHŁODZĄCE
W obróbce cieplnej jako ośrodki chłodzące są stosowane:
woda oraz roztwory wodne soli,
zasad i polimerów,oleje hartownicze,
kąpiele solne i metalowe,
ośrodki sfluidyzowane,
powietrze i inne gazy
. Do ośrodków najintensywniej chłodzących należą roztopione sole i metale, chociaż bardzo dużą zdolność chłodzenia wykazują również roztwory wodne soli i zasad. Woda chłodzi z intensywnością znacznie większą niż olej hartowniczy. Przez wymieszanie w odpowiednim stosunku wody i oleju lub wody i polimerów można uzyskać emulsje o pośrednich własnościach. Regulacja zdolności chłodzenia jest możliwa również w złożu fluidalnym i może się odbywać przez zmianę prędkości przepływu gazu. Najmniej intensywnie chłodzącym ośrodkiem jest powietrze. Intensywność chłodzenia ośrodków ulega również zmianom wraz ze zmianą temperatury ośrodka oraz w wyniku jego cyrkulacji. W zależności od wymagań procesu technologicznego należy więc dobierać ośrodek o odpowiedniej intensywności chłodzenia.
Wyżarzanie
DEFINICJA I KLASYFIKACJA WYŻARZANIA
Wyżarzanie to operacja zwykłej obróbki cieplnej polegająca na nagrzaniu stali do określonej temperatury (rys. 37), wygrzaniu w tej temperaturze i studzeniu w celu uzyskania struktur zbliżonych do stanu równowagi. Wyżarzanie można sklasyfikować na operacje:
podczas których przemiany alotropowe nie decydują o istocie procesu (jak w przypadku wyżarzania ujednoro-dniającego),
podczas których nie zachodzą przemiany alotropowe (wyżarzanie rekrystalizujące, odprężające),
podczas których zachodzą przemiany alotropowe, decydujące o końcowej strukturze (wyżarzanie normalizujące, zupełne, izotermiczne, sferoidyzujące).
Rys. 37. Fragment wykresu Fe—Fe3C z zaznaczonymi zakresami temperatury wyżarzania i hartowania stali węglowych
WYŻARZANIE UJEDNORODNIAJĄCE
Wyżarzanie ujednorodniające polega na nagrzaniu stali do temperatury 1050÷l200°C o ok. 100÷200°C niższej od temperatury solidusu, wygrzaniu długotrwałym w tym zakresie temperatury i następnym studzeniu. Celem tej operacji, stosowanej głównie dla wlewków stalowych, jest ograniczenie niejednorodności składu chemicznego, spowodowanej mikrosegregacją, a w części także likwacją
WYŻARZANIE REKRYSTARELIZUJĄCE
Wyżarzanie rekrystalizujące polega na nagrzaniu metalu uprzednio odkształconego plastycznie na zimno do temperatury wyższej od temperatury rekrystalizacji, wygrzaniu w tej temperaturze i chłodzeniu z dowolną szybkością. Wyżarzanie rekrystalizujące, często stosowane jako międzyoperacyjne podczas walcowania lub ciągnienia metali na zimno, usuwa umocnienie zgniotowe, powodując zmniejszenie twardości i wytrzymałości oraz zwiększenie ciągliwości metalu, co umożliwia dalszą obróbkę plastyczną na zimno.
WYŻARZANIE ODPRĘŻAJĄCE
Wyżarzanie odprężające polega na nagrzaniu stali do temperatury niższej od Ac1 wygrzaniu w tej temperaturze i następnym powolnym studzeniu. Celem tej operacji jest usunięcie naprężeń odpowiednio odlewniczych, spawalniczych, cieplnych oraz spowodowanych obróbką plastyczną. Wyżarzanie odprężające prawie nie wiąże się z wprowadzaniem zmian strukturalnych.
Zakres temperatury i czasu wyżarzania odprężającego jest szeroki; parametry te zależą od rodzaju materiału oraz przyczyn wywołujących naprężenia. W przypadku odlewów staliwnych temperatura może wynosić ok. 650°C. W temperaturze do 150°C jest wykonywane odprężanie stabilizujące, które ma na celu zapewnienie niezmienności wymiarowej oraz zmniejszenie naprężeń własnych. Odprężanie samorzutne - tzw. sezonowanie - zachodzi w temperaturze pokojowej, w czasie wynoszącym kilka lub kilkanaście miesięcy, a niekiedy nawet kilka lat
WYŻARZANIE NORMALIZUJACE
Wyżarzanie normalizujące polega na nagrzaniu stali do temperatury o 30÷50°C wyższej od Ac3, wygrzaniu w tej temperaturze i następnym studzeniu w spokojnym powietrzu. Operacja ta ma na celu uzyskanie jednorodnej struktury drobnoziarnistej, a przez to polepszenie własności mechanicznych stali. Jest stosowana do stali niestopowych konstrukcyjnych i staliwa - często przed dalszą obróbką cieplną - w celu ujednolicenia struktury.
WYŻARZANIE ZUPEŁNE
Wyżarzanie zupełne, stosowane do stali stopowych, polega nagrzaniu stali do temperatury o 3÷50°C wyższej od Ac3, Accm (linia GSE), wygrzaniu w tej temperaturze i następnym bardzo wolnym chłodzeniu, np. z piecem, w zakresie temperatury między Ac3 i Accm a Ac1. Dalsze studzenie może odbywać się w powietrzu.
WYŻARZANIE IZOTERMICZNE
Wyżarzanie izotermiczne, będące odmianą wyżarzania zupełnego, polega na nagrzaniu stali do temperatury o 30÷50°C wyższej od Ac1 wygrzaniu w tej temperaturze, szybkim ochłodzeniu do temperatury nieco niższej od Ac1 wytrzymaniu izotermicznym w tej temperaturze aż do zakończenia przemiany perlitycznej i następnym chłodzeniu w powietrzu. Wyżarzanie izotermiczne jest stosowane w przypadku obróbki cieplnej stali stopowych, które po wyżarzaniu zupełnym wykazują zbyt dużą twardość.
Odmianą wyżarzania izotermicznego jest patentowanie drutów, polegające na wygrzewaniu w temperaturze 900÷1100°C, chłodzeniu izotermicznym w 500÷550°C i następnie obróbce plastycznej na zimno.
WYŻARZANIE SFEROIDYZUJĄCE
Wyżarzanie sferoidyzujące, zwane także zmiękczaniem, polega na nagrzaniu stali do temperatury zbliżonej do Ac1, wygrzaniu w tej temperaturze, bardzo wolnym chłodzeniu do temperatury ok. 600°C i następnie dowolnym chłodzeniu do temperatury otoczenia. Wygrzewanie może się odbywać w temperaturze nieco wyższej lub nieco niższej od temperatury Ac1 (przy zmianach temperatury w zakresie ± 20°C wokół Ac1), a także z wytrzymaniem izotermicznym poniżej temperatury Ac1, po uprzednim krótkim wygrzewaniu w temperaturze wyższej od Ac1.
W wyniku operacji wyżarzania sferoidyzującego strukturę stali stanowi cementyt kulkowy, tzw. sferoidyt, w osnowie ferrytu. Struktura taka zapewnia niewielką twardość, dobrą skrawalność oraz dobrą podatność na odkształcenie plastyczne w czasie obróbki plastycznej na zimno. Jest także prawidłową strukturą stali nadeutektoidalnych przed następnym hartowaniem.
Hartowanie objętościowe
HARTOWANIE MARTENZYTYCZNE I BAINITYCZNE
Ze względu na rodzaj uzyskiwanej struktury hartowanie można podzielić na:
martenzytyczne,
bainityczne.
Hartowanie martenzytyczne polega na nagrzaniu stali do temperatury austenityzowania, wygrzaniu w tej temperaturze i oziębieniu z szybkością większą od krytycznej w celu uzyskania struktury martenzytycznej. W czasie hartowania bainitycznego stosuje się chłodzenie z szybkością mniejszą od krytycznej lub z wygrzewaniem izotermicznym w warunkach zapewniających przebieg przemiany bainitycznej.
Gdy austenityzowanie obejmuje całą objętość obrabianego cieplnie przedmiotu, a grubość warstwy zahartowanej zależy wyłącznie od własności materiału i szybkości chłodzenia, hartowanie jest nazywane hartowaniem objętościowym.
NAGRZEWANIE DO HARTOWANIA
Nagrzewanie do temperatury austenityzowania musi odbywać się z szybkością uniemożliwiającą pęknięcia w wyniku naprężeń cieplnych. Z tego względu często, przede wszystkim w przypadku przedmiotów o skomplikowanym kształcie i rozwiniętej powierzchni, nagrzewanie jest stopniowe z wygrzaniem w kilku temperaturach pośrednich, w czasie umożliwiającym wyrównywanie temperatury w całym przekroju obrabianego cieplnie przedmiotu.
TEMPERATURA AUSTENITYZOWANIA
Temperatura austenityzowania w przypadku stali węglowych podeutektoidalnych jest o 30÷50°C wyższa od temperatury Ac3. Wyższa temperatura austenityzowania powoduje nadmierny rozrost ziarn autenitu, co decyduje o uzyskaniu struktury martenzytu grubolistwowego w wyniku hartowania, powodującej pogorszenie własności mechanicznych i użytkowych oraz zwiększenie kruchości stali.
Stale węglowe nadeutektoidalne austenityzuje się w temperaturze o 30÷50°C wyższej od Ac1,3. Zwiększenie temperatury austenityzowania powoduje pogorszenie własności martenzytu oraz wystąpienie siatki cementytu wtórnego na granicach ziarn austenitu pierwotnego, co - ze względu na bardzo duża kruchość - dyskwalifikuje przedmiot tak obrobiony cieplnie.
Stale stopowe, zwłaszcza narzędziowe klasy nadeutektoidalnej lub ledeburytycznej, w tym szybkotnące, są austenityzowane w temperaturze znacznie wyższej. Dopiero w takich warunkach następuje rozpuszczanie węglików w austenicie i nasycenie go węglem oraz pierwiastkami stopowymi, co umożliwia uzyskanie wymaganych własności po całkowicie wykonanej obróbce cieplnej.
HARTOWANIE MARTENZYTYCZNE ZWYKŁE Z CHŁODZENIEM CIĄGŁYM
Podczas hartowania martenzytycznego zwykłego (rys. 38a) chłodzenie z temperatury austenityzowania wykonuje się w sposób ciągły z szybkością większą od krytycznej, do temperatury niższej od temperatury Ms, a w przypadku wielu stali, np. konstrukcyjnych, niższej nawet od Mf.W praktyce stale węglowe chłodzi się w wodzie, natomiast stale stopowe mogą być chłodzone wolniej, np. w oleju, w niektórych przypadkach nawet w powietrzu. Oziębianie może się przy tym odbywać w cieczy spokojnej, w cieczy o wymuszonym obiegu lub z wykorzystaniem prasy hartowniczej. Ośrodek chłodzący należy dobierać posługując się wykresami CTPC, tak aby możliwe było ochłodzenie z szybkością większą od krytycznej nie tylko powierzchni, lecz również środka przekroju. W wyniku hartowania zwykłego uzyskuje się strukturę martenzytu z austenitem szczątkowym oraz innymi składnikami strukturalnymi, które nie ulegają przemianom podczas obróbki cieplnej, np. z węglikami nie rozpuszczonymi w roztworze starym podczas austenityzowania lub wtrąceniami niemetalicznymi. Stale zahartowane charakteryzują się bardzo dużą twardością - powyżej 60÷65 HRC w zależności od stężenia C - i wysokimi pozostałymi własnościami wytrzymałościowymi oraz niskimi własnościami plastycznymi i dużą kruchością.
HARTOWANIE MARTENZYTYCZNE STOPNIOWE
Podczas hartowania martenzytycznego stopniowego (rys. 38b) chłodzenie polega na kolejnym:
oziębianiu w stopionej soli lub gorącym oleju do temperatury wyższej o 30÷50°C od temperatury Ms,
wytrzymaniu w stopionej soli lub gorącym oleju o tej temperaturze, w czasie niezbędnym do wyrównania temperatury w całym przekroju obrabianego przedmiotu lecz zapewniającym trwałość austenitu przechłodzonego,
studzeniu, zazwyczaj w powietrzu, do temperatury otoczenia.
Hartowanie w podanych warunkach zapewnia uzyskanie struktury stali takiej jak po operacji hartowania martenzytycznego zwykłego przy znacznie niniejszych naprężeniach i odkształceniach cieplnych i strukturalnych. Hartowanie stopniowe jest stosowane do małych i drobnych przedmiotów ze stali węglowych oraz przedmiotów o złożonych kształtach i zmiennych przekrojach.
HARTOWANIE BAINITYCZNE ZWYKŁE
Hartowanie bainityczne zwykłe charakteryzuje się chłodzeniem ciągłym z szybkością niniejszą od krytycznej - taką, by mogła przebiegać przemiana bainityczna. Celem operacji jest uzyskanie struktury bainitu, ewentualnie z martenzytem, oraz austenitu szczątkowego. W ten sposób uzyskuje się większe własności plastyczne i większą udarność stali niż po hartowaniu martenzytycznym i wysokim odpuszczaniu. Większa jest również odporność stali na zmęczenie, niższa jednak granica sprężystości i plastyczności.
a b
c
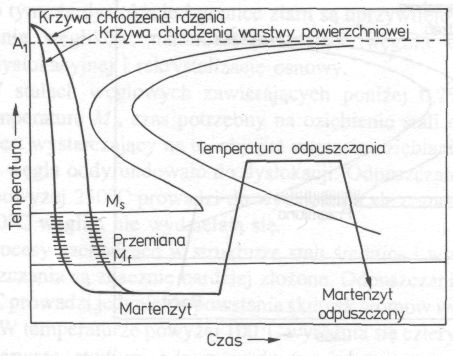
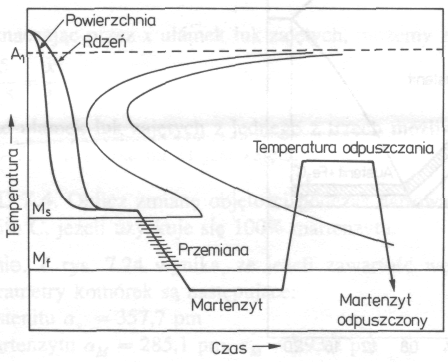
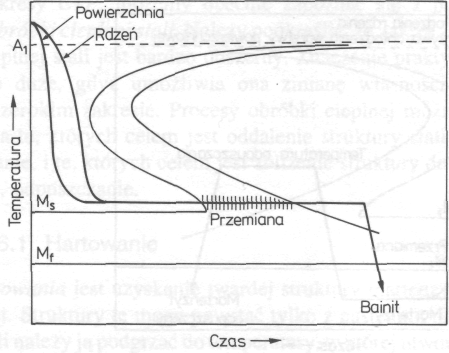
Rys. 38. Krzywe oziębiania podczas hartowania objętościowego stali 40H na tle wykresów CTP a) hartowanie martenzytyczne zwykle, b i c) hartowanie martenzytyczne stopniowe, d) hartowanie bainityczne z przemiana izotermiczną
a b c
Schemat przebiegu chłodzenia na tle wykresu CTP: a) hartowanie zwykle, b) hartowanie stopniowe, c) hartowanie z przemianą izotermiczną (bainityczne) p - powierzchnia, r - rdzeń przedmiotu
HARTOWANIE BAINITYCZ NE Z PRZEMIANĄ IZOTERMICZNA
Podczas hartowania bainitycznego z przemianą izotermiczną (rys. 38c), zwanego również hartowaniem izotermicznym, chłodzenie jest wielozabiegowe i polega na kolejnym:
oziębianiu austenitu przechłodzonego do temperatury niższej od temperatury przemiany perlitycznej,
wytrzymaniu izotermicznym w kąpieli chłodzącej, lub innym ośrodku, o temperaturze wyższej od temperatury Ms, tj. 250÷400°C, w czasie zapewniającym zakończenie przemiany bainitycznej,
chłodzeniu do temperatury pokojowej z dowolną szybkością, zwykle w spokojnym powietrzu.
Hartowanie z przemianą izotermiczną zapewnia uzyskanie struktury bainitycznej, przy znacznym ograniczeniu naprężeń cieplnych i strukturalnych oraz zmniejszeniu możliwości powstania pęknięć i odkształceń. Hartowanie izotermiczne jest stosowane w przypadku obróbki cieplnej przedmiotów o małych przekrojach oraz dużych przedmiotów ze stali wysokostopowych.
Hartowanie powierzchniowe
DEFINICJA I KLASYFIKACJA NAGRZEWANIA POWIERZCHNIOWEGO
Hartowanie powierzchniowe polega na szybkim nagrzaniu warstwy wierzchniej przedmiotu do temperatury hartowania i następnie szybkim chłodzeniu. Hartowanie powierzchniowe umożliwia ograniczenie nagrzewania do cienkiej warstwy powierzchniowej i to jedynie w miejscach, które powinny być obrobione cieplnie. Nie wywołuje więc dużych naprężeń i odkształceń cieplnych. Hartowanie powierzchniowe umożliwia automatyzację i mechanizację procesów technologicznych obróbki cieplnej. W zależności od sposobu nagrzewania można wyróżnić następujące rodzaje hartowania powierzchniowego:
indukcyjne,
płomieniowe,
kąpielowe,
kontaktowe,
elektrolityczne.
HARTOWANIE INDUKCYJNE
Podczas hartowania indukcyjnego grzanie odbywa się prądem elektrycznym indukowanym w obrabianym cieplnie przedmiocie przez zmienne pole magnetyczne. Pole magnetyczne jest wytwarzane przez wzbudnik 1 (rys. 4.76), tj. cewkę zasilaną prądem wytwarzanym przez generatory prądu zmiennego. Wśród metod hartowania indukcyjnego, różniących się względnymi ruchami wzbudnika i obrabianego przedmiotu, wyróżnia się metodę jednoczesną, jednoczesno-posuwową, posuwową, posuwowo-obrotową i posuwowo—obwodową. Chłodzenie może być wykonywane przez zanurzenie przedmiotu w kąpieli chłodzącej lub natrysk cieczy chłodzącej bezpośrednio we wzbudniku. Indukcyjnie są hartowane zwykle wałki, koła zębate, zawory, wielowypusty, rolki, sworznie, prowadnice i inne przedmioty, często bardzo drobne.
Rys. 39. Schemat nagrzewania indukcyjnego watka we wzbudniku jednozwojowym 1 - wzbudnik, 2 - nagrzewany wałek
HARTOWANIE PŁOMIENIOWE
Hartowanie płomieniowe polega na nagrzewaniu obrabianego przedmiotu palnikami gazowymi i chłodzeniu. Metody hartowania płomieniowego są podobne do metod hartowania indukcyjnego. Palniki są zwykle sprzężone z natryskiwaczami, co umożliwia bezpośrednie chłodzenie. Tak samo jak w przypadku hartowania indukcyjnego, hartowanie płomieniowe może być stosowane w przypadku obróbki cieplnej wałków, kół zębatych, zwłaszcza o dużych modułach (np. 12 mm), prowadnic łóż obrabiarek, tulei i innych dużych przedmiotów.
INNE RODZAJE HARTOWANIĄ POWIERZCHNIOWEGO
Spośród innych rodzajów hartowania o mniejszym znaczeniu praktycznym można wymienić:
hartowanie kąpielowe,
hartowanie kontaktowe,
hartowanie elektrolityczne.
Odpuszczanie
DEFINICJA I KLASYFIKACJA
Odpuszczanie polega na nagrzaniu stali zahartowanej do temperatury niższej od Ac1, wygrzaniu w tej temperaturze i ochłodzeniu do temperatury pokojowej. W zależności od temperatury odpuszczanie może być:
niskie,
średnie,
wysokie.
ODPUSZCZANIE NISKIE
Odpuszczanie niskie jest wykonywane w temperaturze 150÷200°C i stosowane głównie dla narzędzi, sprężyn, sprawdzianów. Celem tej operacji jest usunięcie naprężeń hartowniczych z zachowaniem dużej twardości, wytrzymałości i odporności na ścieranie.
ODPUSZCZANIE ŚREDNIE
Odpuszczanie średnie, odbywające się w temperaturze 250÷500°C, jest stosowane do sprężyn, resorów, matryc i innych części maszyn. W wyniku tej operacji twardość stali ulega wprawdzie niewielkiemu zmniejszeniu, lecz zostają zachowane duża wytrzymałość i sprężystość (rys. 40).
Rys. 40. Wpływ temperatury odpuszczania na własności mechaniczne zahartowanej stali zawierającej 0,4% C
ODPUSZCZANIE WYSOKIE
Odpuszczanie wysokie, wykonywane w temperaturze wyższej od 500°C, lecz niższej od Ac1, ma na celu osiągnięcie możliwie dobrych własności plastycznych stali. Stosowane jest między innymi dla elementów maszyn, od których wymagana jest wysoka granica plastyczności Re.
STRUKTURY STALI ODPUSZCZONYCH
W wyniku odpuszczania niskiego uzyskuje się strukturę martenzytu niskoodpuszczonego, który w stalach węglowych jest mieszaniną martenzytu tetragonalnego z dyspersyjnymi węglikami typu oraz austenitu szczątkowego. Martenzyt średnioodpuszczony cechuje się małym odkształceniem tetragonalnym oraz dyspersyjnymi wydzieleniami cementytu. Martenzyt wysokoodpuszczony nie jest przesycony węglem i charakteryzuje się bardzo małą gęstością dyslokacji, stając się podobny do ferrytu. Występują w nim natomiast wydzielenia cementytu, w dużej mierze skoagulowane. W stalach stopowych wydzielają się węgliki stopowe, ulegające również koagulacji w wyższych temperaturach odpuszczania. Po wysokim odpuszczaniu w strukturze stali stopowych nie ma już austenitu szczątkowego, lub jego udział jest niewielki.
UTWARDZANIE I ULEPSZANIE CIEPLNE
Hartowanie i niskie odpuszczanie wykonane łącznie są nazywane utwardzaniem cieplnym. Hartowanie i wysokie odpuszczanie stanowią łącznie tzw. ulepszanie cieplne. Miarą ulepszania cieplnego jest stosunek Re : Rm.
Obróbka podzerowa
ISTOTA OBRÓBKI PODZEROWEJ
Obróbka podzerowa, zwana również wymrażaniem, polega na chłodzeniu stali bezpośrednio po hartowaniu do temperatury niższej od 0°C, wychłodzeniu w tej temperaturze i następnie ogrzaniu do temperatury pokojowej. Obróbka ta umożliwia zmniejszenie udziału austenitu szczątkowego w strukturze stali, powodując zwiększenie udziału martenzytu. Jest stosowana dla stali o temperaturze Mf końca przemiany martenzytycznej niższej od temperatury 0°C.
WPŁYW OBRÓBKI PODZEROWEJ NA STRUKTURĘ I WŁASNOŚCI STALI .
Obróbka podzerowa powinna być wykonywana niezwłocznie po hartowaniu ze względu na tendencję do stabilizowania się austenitu szczątkowego. Dzięki niej uzyskuje się stabilizację wymiarów obrabianych przedmiotów, praktycznie uniemożliwiając jakiekolwiek przemiany fazowe w temperaturze pokojowej po zakończeniu obróbki. Sprzyja ona jednak zwiększeniu naprężeń cieplnych i strukturalnych, co może być niekiedy przyczyną odkształceń, pęknięć i zniszczeń. Z tego względu obróbka podzerowa nie znalazła szerokiego zastosowania i najczęściej są jej poddawane jedynie sprawdziany i narzędzia pomiarowe.
Utwardzanie wydzieleniowe
POJĘCIE UTWARDZANIA WYDZIELENIOWEGO
Stale o strukturze austenitycznej, a także inne stopy - głównie metali nieżelaznych - nie wykazujące przemian alotropowych, lecz charakteryzujące się zmienną rozpuszczalnością jednego ze składników w roztworze starym (rys. 41), mogą być poddawane utwardzaniu wydzieleniowemu. Proces ten stanowią połączone operacje technologiczne:
przesycania,
starzenia.
PRZESYCANIE
Przesycanie polega na nagrzaniu stopu do temperatury wyższej o ok. 30÷50°C (temperatura tp dla stopu I na rys. 41) od granicznej rozpuszczalności w celu rozpuszczenia wydzielanego składnika (w stalach najczęściej cementytu trzeciorzędowego) w roztworze stałym, wygrzaniu w tej temperaturze i następnie szybkim chłodzeniu. W wyniku przesycania stop uzyskuje strukturę jednofazową.
W przypadku stali austenitycznych strukturę stanowi austenit przesycony węglem. Własności wytrzymałościowe stali po przesycaniu ulegają wprawdzie niewielkiemu zmniejszeniu, lecz zwiększają się własności plastyczne
Rys. 41. Fragment układu równowagi z ograniczoną Rys. 42. Wykres wpływu temperatury i czasu starzenia na zmiany zmienną rozpuszczalnością składnika B i składnika A twardości
STARZENIE
Starzenie polega na nagrzaniu stopu uprzednio przesyconego do temperatury niższej od granicznej rozpuszczalności, wygrzaniu w tej temperaturze i studzeniu. W czasie starzenia następuje wydzielanie w przesyconym roztworze starym składnika znajdującego się w nadmiarze, w postaci faz o wysokiej dyspersji. W niektórych przypadkach starzenie zachodzi z udziałem faz pośrednich oraz stref Guiniera-Prestona, będących kompleksami, w których segregują atomy rozpuszczone w sieci rozpuszczalnika. Starzenie powoduje umocnienie, przejawiające się zwiększeniem własności wytrzymałościowych i zmniejszeniem własności plastycznych
Przebieg starzenia - jako procesu dyfuzyjnego - zależy od czasu i temperatury (rys. 42). Gdy temperatura jest zbyt wysoka, występuje efekt przestarzenia, polegający na koagulacji wydzieleń i zaniku ich koherencji, co nie powoduje wzrostu twardości w stosunku do stanu przesyconego, a przeciwnie - wpływa na jej obniżenie.
Starzenie jest przyspieszane przez odkształcenie plastyczne na zimno.
Niekiedy starzenie przebiega już w temperaturze pokojowej, wówczas nosi nazwę starzenia samorzutnego. Starzenie może być również procesem niepożądanym, np. w blachach do głębokiego tłoczenia oraz w stalach kotłowych, gdyż powoduje zmniejszenie własności plastycznych i wzrost kruchości.
Naprężenia własne i wady powstające podczas obróbki cieplnej
KLASYFIKACJA NAPRĘŻEŃ WŁASNYCH
W wyniku procesów technologicznych, głównie obróbki cieplnej, obróbki plastycznej, odlewania lub spawania, w elementach metalowych mogą występować naprężenia własne, niezależnie od przyłożonych naprężeń zewnętrznych. W zależności od zasięgu działania naprężenia własne można podzielić na:
naprężenia pierwszego rodzaju, obejmujące cały przedmiot i powodujące głównie zmiany wymiarów, a także odkształcenia lub pęknięcia związane z obróbką cieplną,
naprężenia drugiego rodzaju, występujące w ziarnach,
naprężenia trzeciego rodzaju, istniejące w sieci przestrzennej kryształu.
Rozkład i wartość naprężeń własnych zależą m.in. od wielkości i kształtu przedmiotu, szybkości chłodzenia, gatunku, struktury, hartowności, przewodnictwa cieplnego i współczynników rozszerzalności temperaturowej stali.
Ze względu na przyczyny powstawania naprężenia własne i wywołane przez nie odkształcenia można podzielić na:
naprężenia cieplne, powodowane nierównomiernymi dylatacyjnymi zmianami wymiarów w wyniku gradientu temperatury podczas grzania i chłodzenia,
naprężenia strukturalne, wywoływane przemianami fazowymi i związanymi z tym zmianami objętości właściwej faz.
NAPRĘŻENIA CIEPLNE
Mechanizm tworzenia się naprężeń cieplnych można rozpatrzyć na przykładzie wałka stalowego o średnicy 100 mm. Na rysunku 43 przedstawiono krzywe chłodzenia odpowiadające powierzchni P i rdzeniowi R wałka. W miarę upływu czasu chłodzenia zwiększa się gradient temperatury między powierzchnią a rdzeniem wałka, co decyduje o wzroście naprężeń własnych w warstwie przypowierzchniowej (krzywa a), niższych w przypadku odkształcenia plastycznego zachodzącego w podwyższonej temperaturze (krzywa b). Przyczyną wzrostu naprężeń rozciągających w warstwie przypowierzchniowej jest kurczenie się powierzchni bardziej ochłodzonej i oddziaływanie na nią przez rozszerzony rdzeń o znacznie wyższej temperaturze, w którym występują naprężenia ściskające (krzywa c). Po ochłodzeniu do temperatury niższej od temperatury U w warstwie przypowierzchniowej występują naprężenia ściskające, natomiast w rdzeniu — rozciągające.
NAPRĘŻENIA STRUKTURALNE
Przyczyną naprężeń strukturalnych w stali jest przemiana γ → . Martenzyt wykazuje bowiem największą objętość
właściwą, natomiast austenit - najmniejszą. Różnica objętości wynosi 1 ÷ 1,5% i jest większa niż w przypadku zmian objętości powodowanych gradientem temperatury. Przemiana martenzytyczna przebiega najszybciej na powierzchni, powodując zwiększenie objętości warstwy powierzchniowej. Rdzeń, chłodzony wolniej, w którym przemiana martenzytyczna przebiega później, ulega rozciąganiu, powodując ściskanie w warstwie powierzchniowej. Przebieg przemiany martenzytycznej w rdzeniu powoduje z kolei rozciąganie warstwy zewnętrznej, zahartowanej wcześniej, i ściskanie rdzenia. Po ochłodzeniu materiału naprężenia cieplne i strukturalne nakładają się. Gdy naprężenia wypadkowe okażą się większe od wytrzymałości stali, następuje pęknięcie hartownicze. Naprężenia własne mogą też zsumować się z naprężeniami zewnętrznymi, powodując zniszczenie metalu w wyniku przekroczenia wytrzymałości.
KLASYFIKACJA WAD POWSTAJĄCYCH PODCZAS OBRÓBKI CIEPLNEJ
Do podstawowych wad, które mogą być powodowane obróbką cieplną stali należą:
odkształcenia,
wypaczenia,
pęknięcia.
ZMIANY WYMIAROWE I ODKSZTAŁCENIA
Zmiany wymiarowe i odkształcenia obrabianych przedmiotów powstające pod czas obróbki cieplnej są powodowane przez naprężenia:
cieplne,
strukturalne.
Przemiany przechłodzonego austenitu w martenzyt lub bainit powodują zwiększanie się objętości i wymiarów. Naprężenia wyłącznie cieplne sprzyjają zmniejszaniu wymiarów maksymalnych i zwiększaniu minimalnych oraz dążeniu przedmiotów cylindrycznych lub sześciennych do przyjęcia kształtu zbliżonego do kuli.
Przebieg przemiany martenzytycznej w warstwie zewnętrznej oraz jej brak w rdzeniu powodują odkształcenie o odwrotnym charakterze w porównaniu z odkształceniami wyłącznie cieplnymi. Wymiary największe ulegają zwiększeniu, najmniejsze — zmniejszeniu, a kształt przedmiotu staje się zbliżony do szpulki. Wymiary przedmiotów obrobionych cieplnie różnią się od wymiarów wyjściowych. Odkształcenia powodowane obróbka cieplną mogą być zmniejszane przez dobór odpowiedniego gatunku stali oraz korzystnych warunków obróbki cieplnej, np. z podgrzewaniem i chłodzeniem stopniowym lub z przystankami izotermicznymi.
|
|
Rys. 43. Schemat powstawania naprężeń cieplnych (bez strukturalnych) podczas chłodzenia w wodzie wałka stalowego o średnicy 100 mm (według A. Rosę) a) zmiany temperatury, b) zmiany naprężeń, c) rozkład naprężeń na przekroju poprzecznym wałka po ochłodzeniu, W - temperatura odpowiadająca maksymalnym naprężeniom rozciągającym na powierzchni
PACZENIE
W przypadku gdy przedmioty obrabiane cieplnie są zanurzane w kąpieli chłodzącej w sposób nieprawidłowy, a szybkość chłodzenia różnych powierzchni tego przedmiotu w danej chwili jest różna, występują skrzywienia i wypaczenia. Paczenie się stali polega na niesymetrycznej zmianie wymiarów przedmiotu wskutek nieprawidłowego sposobu zanurzania przedmiotu w ośrodku chłodzącym. Paczenia trudniej się ustrzec w długich i smukłych wyrobach niż małych, o małej smukłości. W celu zmniejszenia niekorzystnego działania tego zjawiska przedmioty hartowane można chłodzić w stanie naprężonym, np. w prasach hartowniczych.
PĘKNIĘCIA HARTOWNICZE
Pęknięcia powstają w wyniku hartowania wtedy, gdy naprężenia rozciągające pierwszego rodzaju są większe od wytrzymałości. Pęknięcia hartownicze powstają w temperaturze niższej od Ms, głównie w czasie chłodzenia. Skłonność do pęknięć zwiększa się wraz ze wzrostem stężenia węgla w stali, podwyższeniem temperatury hartowania i zwiększeniem szybkości chłodzenia w zakresie między temperaturami początku i końca przemiany martenzytycznej. Przyczyną pęknięć hartowniczych może być również występowanie karbów, gwałtownej zmiany przekroju lub miejscowych zagłębień i występów. Pęknięcia należą do wad obróbki cieplnej, które nie mogą być usunięte. Przeciwdziałanie tworzeniu się tych wad polega na unikaniu karbów, hartowaniu z możliwie najniższej temperatury, łagodnym chłodzeniu w zakresie między temperaturami początku i końca przemiany martenzytycznej.
20
Wyszukiwarka
Podobne podstrony:
Obróbka cieplna stali tabela
obróbka cieplna stali węglowych
OBRÓBKA CIEPLNA STALI
obróbka cieplna stali
Obrobka cieplna stali narzedziowych do pracy na goraco, Księgozbiór, Studia, Materiałoznastwo
10 OBROBKA CIEPLNA STALI KONST Nieznany
sprawozdanie z metali obrobka cieplna stali konstrukcyjnej, Studia, Materiałoznastwo, Metaloznastwo
3.Obróbka cieplna stali narzędziowej i jej wpływ na właściwości
ObrĂłbka cieplna stali
obróbka cieplna stali
Obróbka cieplna stali konstrukcyjnej, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cie
sprawozdanie z metali obrobka cieplna stali konstrukcyjnej, Studia, pomoc studialna, Sprawozdania z
OBRÓBKA CIEPLNA stali
OBRÓBKA CIEPLNA STALI KONSTRUKCYNEJ - Lab 5, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obro
sprawozdanie - obróbka cieplna stali, Polibuda, Materiałoznastwo
2 4 5 Obrobka cieplna stali
Obróbka cieplna stali arzędziowych ćw
obrobka cieplna stali, Elektrotechnika, dc pobierane, Materiałoznawstwo, Materiałki
więcej podobnych podstron