|
OBRÓBKA CIEPLNA I SPAWALNICTWO |
||||
Data:
|
Wydział: BMiZ |
Kierunek: ZiIP |
Semestr: III |
Grupa:
|
|
SPAWANIE ŁUKIEM KRYTYM I ELEKTRODĄ OTULONĄ |
|||||
Student:
|
Prowadzący:
|
||||
Spawanie trwałe połączenie części przedmiotów przez miejscowe roztopienie powierzchni stykowych z dodawaniem lub bez dodawania spoiwa.
SPAWANIE ŁUKIEM KRYTYM
Charakterystyka
Proces w którym trwałe połączenie uzyskuje się w wyniku stopienia obszaru spawanie
i elektrody ciepłem łuku elektrycznego, jarzącego się w obszarze osłoniętym warstwą topnika między elektrodą topliwą, a spawanym przedmiotem. Podczas spawanie łuk elektryczny nie jest widoczny, czyli nie ma rozprysku metalu.
Topnik po przejściu w stan ciekły jest utrzymywany nad obszarem spawanie w czaszy żużlowo-topnikowej tworzącej komorę spawania. Topniki mogą być: naturalne (nie wprowadzają pierwiastków stopowych do spoiny), aktywne (wprowadzają Mn, Si do spoiny) i stopowe (wprowadzają różne pierwiastki stopowe).
Zadanie topnika
Regulacja składu chemicznego spoiny
Zwiększenie jonizacji, co daje stabilność jarzenia się łuku
Zwiększenie odporności na działanie wilgoci i rdzy
Formowanie powierzchni lica spoiny
Parametry spawania
Rodzaj i natężenie prądu „A”
Natężenie decyduje o prędkości stapiania elektrody, głębokości wtopienia.
Prąd stały daje dokładną regulację kształtu spoiny i duże prędkości spawania.
Napięcie prądu „V”
Większe napięcie powoduje, że lico spoiny staje się szersze, a głębokość
wtopienia maleje.
Prędkość spawania „mm”
Decyduje o jakości spoiny
Średnica elektrody „mm”
Większe natężenie prądu przy stałej średnicy drutu powoduje wzrost głębokości wtopienia. Druty o średnicy 1-2,4 są przeznaczone do spawania półautomatycznego.
Długość wolnego wylotu elektrody „mm”
Większa długość przy stałym natężeniu prądu, daje większą wydajność spawania i prędkość lecz zmniejsza głębokość wtopienia.
Grubość i szerokość warstwy topnika „mm”
Decyduje o jakości spoiny oraz o stabilności przebiegu procesu spawania
Kąt pochylenia elektrody lub złącza spawanego w spoinach
SPAWANIE ELEKTRODĄ OTULONĄ
Charakterystyka
Proces w którym trwałe połączenia uzyskuje się przez stopienie ciepłem łuku elektrycznego topliwej elektrody otulonej i materiału spawanego.
Łuk elektryczny jarzy się między rdzeniem elektrody pokrytym otuliną, a spawanym materiałem. Elektroda otulona, ustawiona pod odpowiednim kątem względem złącza, jest przesuwana ręcznie przez operatora wzdłuż linii spawania.
Proces rozpoczyna się po zajarzeniu łuku między rdzeniem metalowym elektrody, a spawanym przedmiotem. Intensywne ciepło łuku, o temperaturze w środku łuku ok. 6000K, stapia elektrodę, której metal jest przenoszony do jeziorka spoiny.
Rola otuliny
Osłona łuku przed dostępem atmosfery
Wprowadzenie do obszaru spawania pierwiastków odtleniających, wiążących azot i rafinujących ciekły metal spoiny
Ułatwia zajarzenie łuku
Wytwarzanie powłoki żużlowej na powierzchni ciekłego jeziorka spoiny
Regulacja składu chemicznego spoiny
Żużel chroni przed szybkim stygnięciem
Intensywność wprowadzenia metalu w zależności od grubości otuliny
Funkcje te służą do zapewnienia wymaganej jakości o właściwości eksploatacyjnych złącza spawanego.
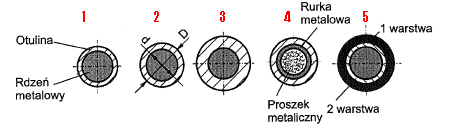
Rodzaj elektrod otulinowych
1 Cienkootulona 2 Średniootulona 3 Grubootulona
4 Proszkowa 5 Wielowarstwowa
Parametry spawania
Rodzaj i natężenie prądu „A”
Decyduje o energii cieplnej łuku , czyli o głębokości wtopienia, prędkości stapiania.
Napięcie łuku „V”
Nawet duże zmiany napięcia łuku powodują nieznaczne zmiany natężenia prądu spawania
Prędkość spawania „m/min”
Zaleca się, aby prędkość była tak dobrana, aby łuk spawalniczy nieznacznie wyprzedzał jeziorko spoiny. Następnie zwiększenie prędkości spawania prowadzi do zwężenia jeziorka spoiny i zwiększenie głębokości wtopienia. Zbyt mała prędkość sprawia, że wtopienia spoiny jest płytkie, a lico szerokie i bardzo wypukłe.
Średnica elektrody „mm”
Decyduje o gęstości prądu spawania, czyli o kształcie ściegu spoiny. Wzrost średnicy przy stałym natężeniu prądu, prowadzi do zmniejszenia się głębokości wtopienia i zwiększenia szerokości spoiny.
Położenie elektrody
Umożliwia regulacje kształtu spoiny i głębokości wtopienia.
Pochylenie w kierunku przeciwnym do kierunku spawania powoduje ze maleje głębokość wtopienia, wzrasta wysokość i szerokość lica, natomiast pochylenie w kierunku spawania powoduje wzrost głębokości wtopienia i spadek szerokości i wysokości lica.
Biegunowość prądu
Biegunowość prądu stałego decyduje o charakterze przenoszenia metalu w łuku, prędkości stapiania elektrody i głębokości wtopienia.
Biegunowość ujemna daje większą prędkość skrawania oraz powoduje ze jeziorko staje się szerokie oraz płytkie.
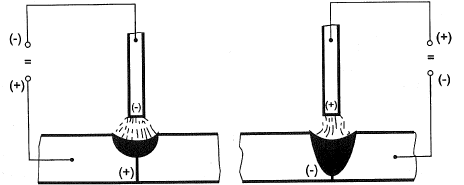
Przy biegunowości dodatniej zwiększa się głębokość oraz maleje szerokość wtopienia.
Prąd przemienny ma mniejszą stabilność jarzenia się łuku oraz zapobiega zachodzeniu takiego zjawiska jak ugięcie łuku.
Zjawisko ugięcia łuku zachodzi gdy pole magnetyczne stałe lub zmienne, otacza łuk i zgodnie z regułą lewej dłoni działa nań siła elektrodynamiczna Lorentza, gdy łuk znajduje się w obszarze zewnętrznego pola magnetycznego. Siła ta o wielkości proporcjonalnej do natężenia zewnętrznego pola magnetycznego, natężenie prądu spawania oraz długości łuku, może powodować znaczne odchylenia łuku od pierwotnego kierunku.
Wyszukiwarka
Podobne podstrony:
Spawanie łukiem krytym
Spawanie łukiem krytym, Techniki wytwarzania
spawanie łukiem krytym pod topnikiem, Techniki wytwarzania
Spawanie łukiem krytym, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
sprawozdanie+spawanie lukiem krytym pod topnikiem, Na uczelnie, Spawalnictwo, sprawozdania i inne
spawanie lukiem krytym
Spawanie elektryczne łukiem krytym i elektrodą otuloną
Spawanie i napawanie elektrodami otulonymi
spawanie łukiem elektrycznym
Ręczna spawanie łukowe elektrodami otulonymi, studia, studia Politechnika Poznańska - BMiZ - Mechatr
spawanie elektrodami otulonymi
i1 Spawanie łukiem elektrycznym, BHP, Instrukcje-Jednostronicowe
Spawanie ręczne elektroda otulona oraz spawanie gazowe i cięcie termiczne, Sprawozdania itp
ćw. 3 - spawanie elektrodą otuloną, studia, studia Politechnika Poznańska - BMiZ - Mechatronika, 2 s
Spawanie elektryczne, rÓczne elektrodŽ otulonŽ, Politechnika
Spawanie elektrodą otuloną II, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna, O
Spawanie elektrodą otuloną
Spawanie elektryczne, łukowe ręczne elektrodą otuloną
więcej podobnych podstron