
Spawanie i
napawanie
elektrodami
otulonymi

• Spawanie – polega na łączeniu
materiałów przez ich nagrzanie i
stopienie w miejscu łączenia z
dodaniem lub bez dodania spoiwa.
• Napawanie - polega na nakładaniu
warstwy ciekłego metalu na
powierzchnię elementu z
wykorzystaniem metod spawania.
Pierwszą spawalniczą elektrodę
otuloną wynalazł inżynier Oscar
Kjellberg (szwedzki wynalazca i
przemysłowiec).
W roku 1904 złożył on ręcznie
napisane zastrzeżenie patentowe,
które opisywało jego wynalazek.
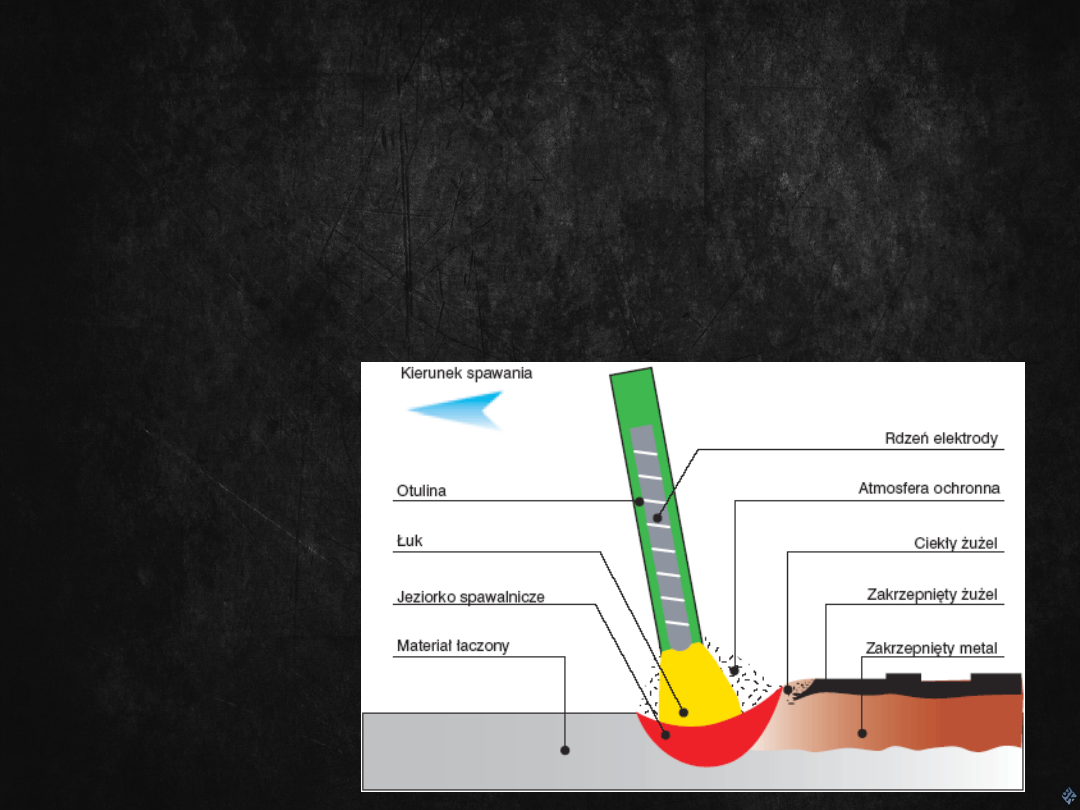
Spawanie ręczne elektrodą
otuloną
MMA (Manual Metal Arc
)
Proces, w którym trwałe połączenie
uzyskuje się przez stopienie ciepłem łuku
elektrycznego topliwej elektrody otulonej i
materiału spawanego.
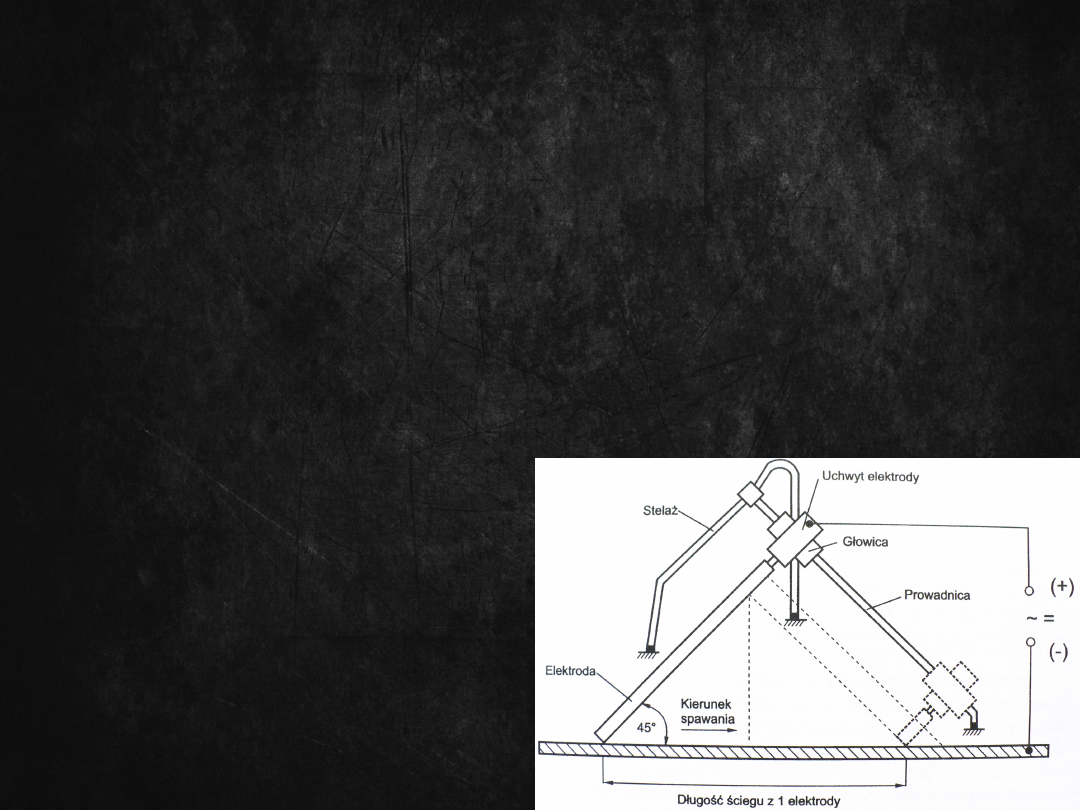
Spawanie zmechanizowane
elektrodą otuloną
Zalety:
- Większa wydajność spawania.
- Jednakowe własności spoiny na początku i końcu
ściegu.
- Gładkie i równe lico.
Wady:
- Spawanie tylko w pozycji podolnej i nabocznej.
- Mniejsza głębokość wtopienia.
- Znacznie większa ilość
dymów spawalniczych.
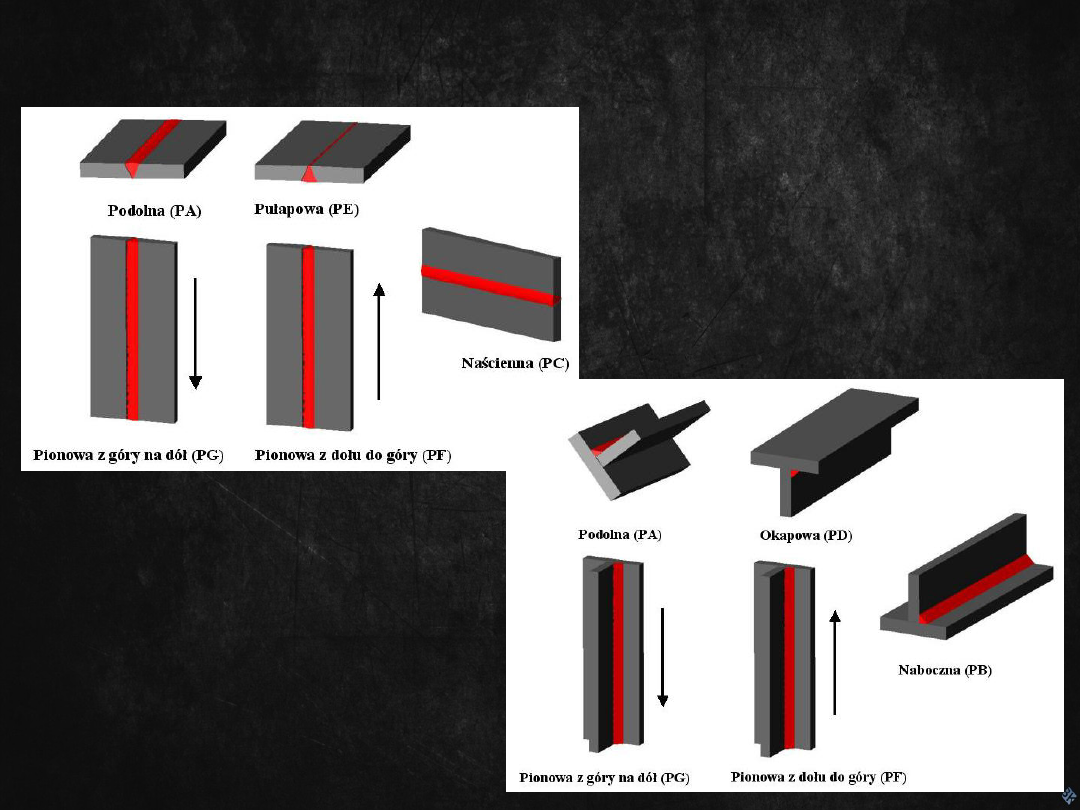
Podstawowe pozycje
spawania
Złącza
doczołowe
Złącza
teowe
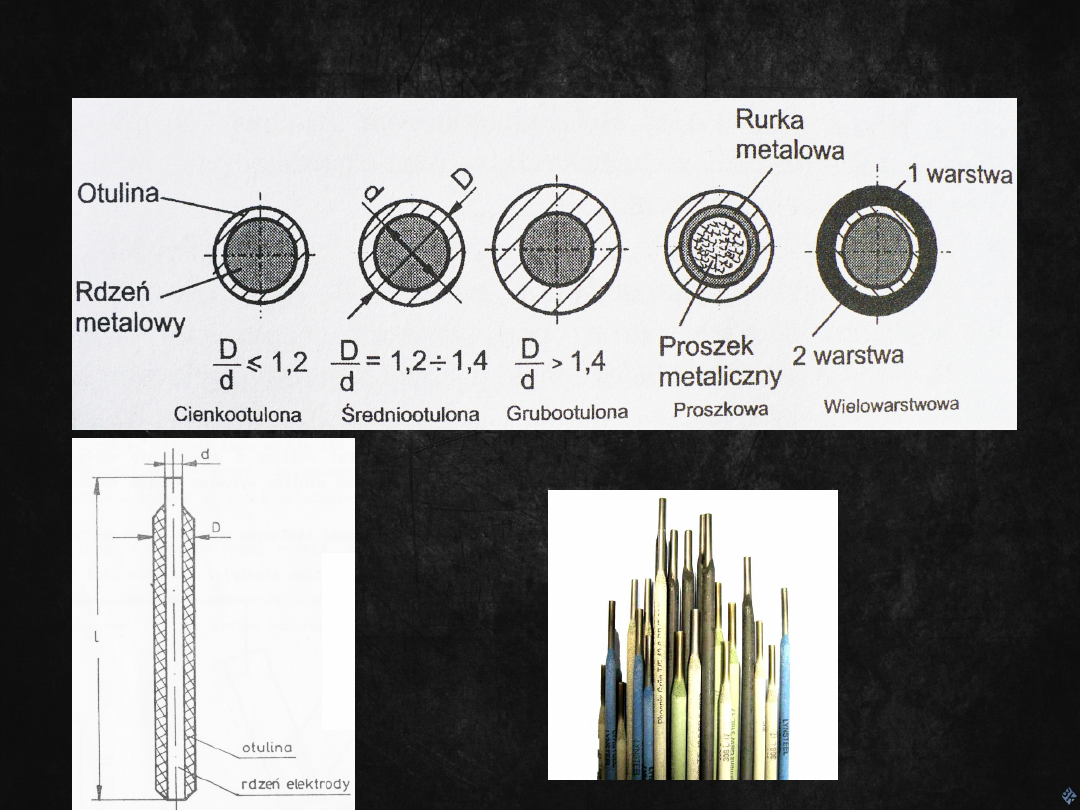
Budowa elektrody otulonej

Główne funkcje otuliny
• Osłona łuku przed dostępem atmosfery.
• Wprowadzenie do obszaru spawania
pierwiastków odtleniających, wiążących
azot i rafinujących ciekły metal spoiny.
• Wytworzenie powłoki żużlowej na
powierzchni ciekłego jeziorka spoiny.
• Regulacja składu chemicznego spoiny.
• Zwiększenie przewodnictwa
elektrycznego przestrzeni łuku.

Podział elektrod ze względu
na skład chemiczny
• Kwaśne (A)
• Kwaśno-rutylowe (AR)
• Zasadowe (B)
• Celulozowe (C)
• Utleniające (O)
• Rutylowe (R)
• Inne (V)

Podstawowe parametry
spawania
• Rodzaj i natężenie prądu spawania
[A]
• Napięcie łuku [V]
• Prędkość spawania [m/min]
• Średnica elektrody [mm] i jej
położenie względem złącza
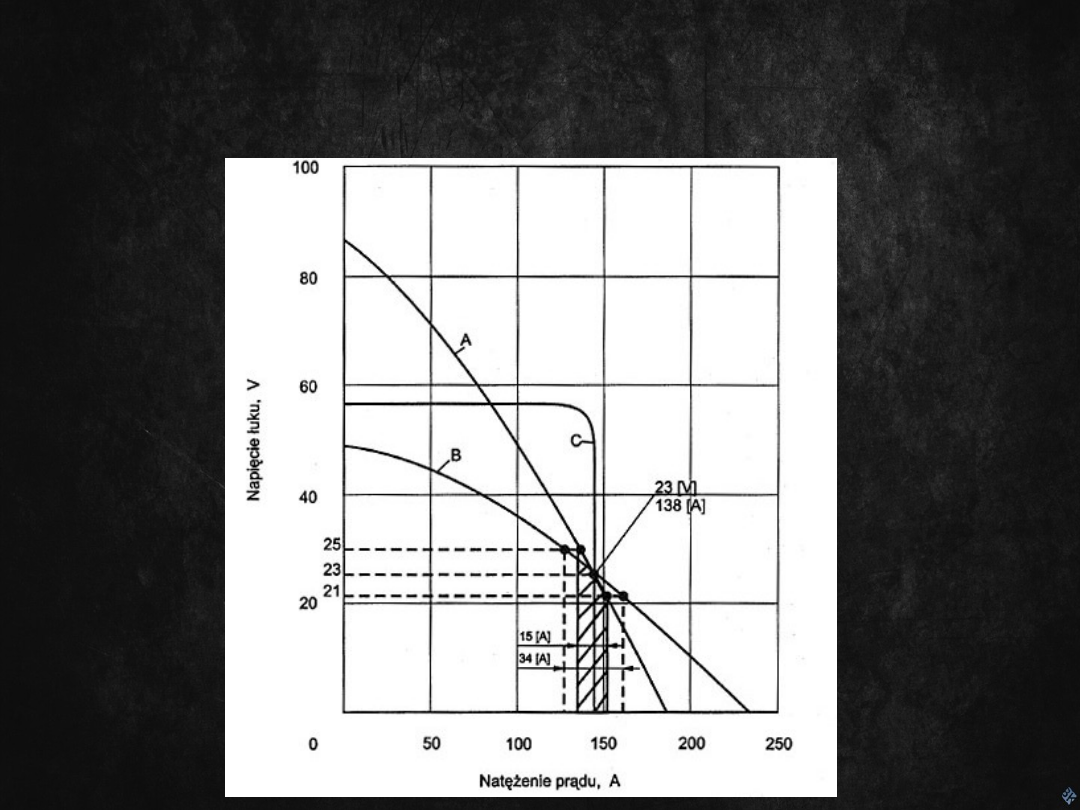
Charakterystyka źródła
prądu

Prąd stały
Zalety spawania prądem stałym:
- Stabilny łuk.
- Równomierne przenoszenie metalu w łuku.
- Większe przetopienie brzegów blach.
- Mniejsza tendencja do zwierania łuku.
Wady spawania prądem stałym:
- Zjawisko ugięcia łuku

Natężenie prądu
spawania
-
Natężenie prądu spawania dobiera
się zazwyczaj w oparciu o dane
katalogowe. Parametr ten w
największym stopniu decyduje o
energii cieplnej łuku, a więc o
głębokości wtopienia i prędkości
spawania.
- 30-40 [A] na 1 [mm] średnicy
rdzenia.
Napięcie łuku
Jest proporcjonalne do długości łuku
i wywiera wpływ na charakter przenoszenia
metalu w łuku, prędkość spawania
i efektywność układania stopiwa.
Średnica elektrody
Elektrody o średnicach od 1,6 do 6 mm i o
długościach 250, 300, 350 i 450 mm. Do
spawania metodami zmechanizowanymi
używa się większych elektrod o średnicach
rdzenia od 4 do 7 mm i długościach od
450 do 900 mm.

Prędkość spawania
Zależy od:
• Rodzaju prądu, jego biegunowości i natężenia
• Napięcia łuku
• Pozycji spawania
• Prędkości stapiania elektrody
• Grubości spawanego materiału i kształtu
złącza
• Dokładności dopasowania złącza
• Wymaganych ruchów końcówki elektrody
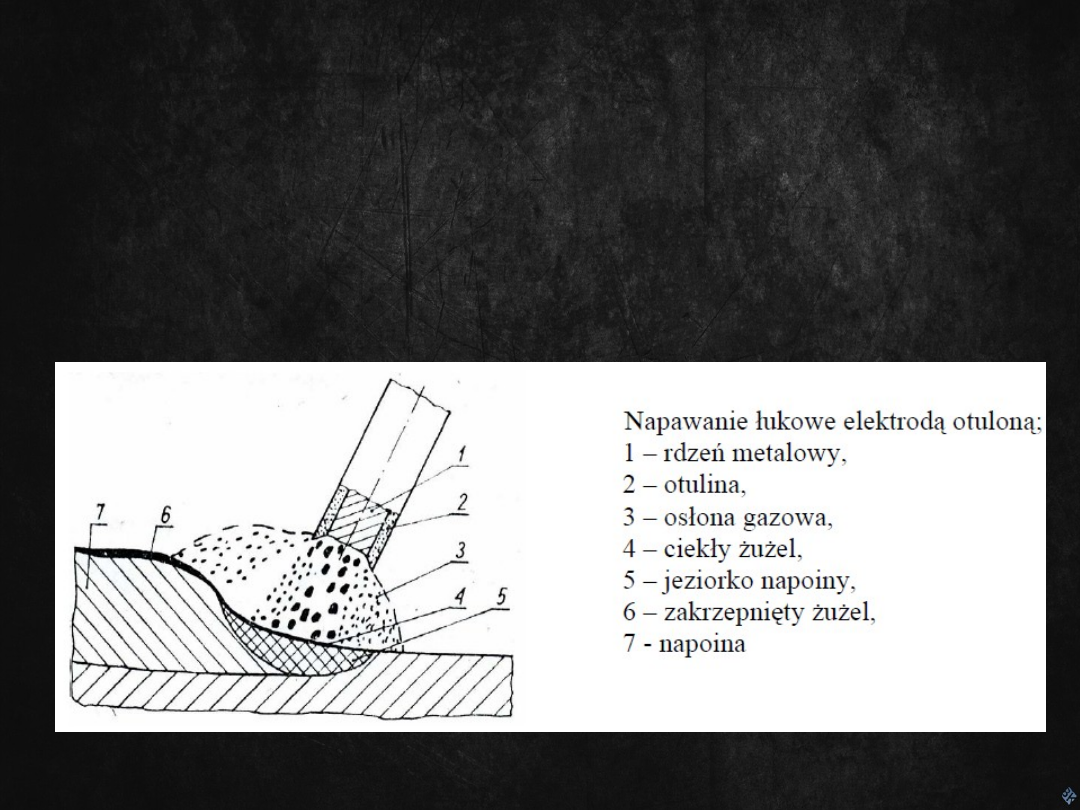
Napawanie elektrodami
otulonymi
napawanie - nakładanie powłok
metodami
spawalniczymi
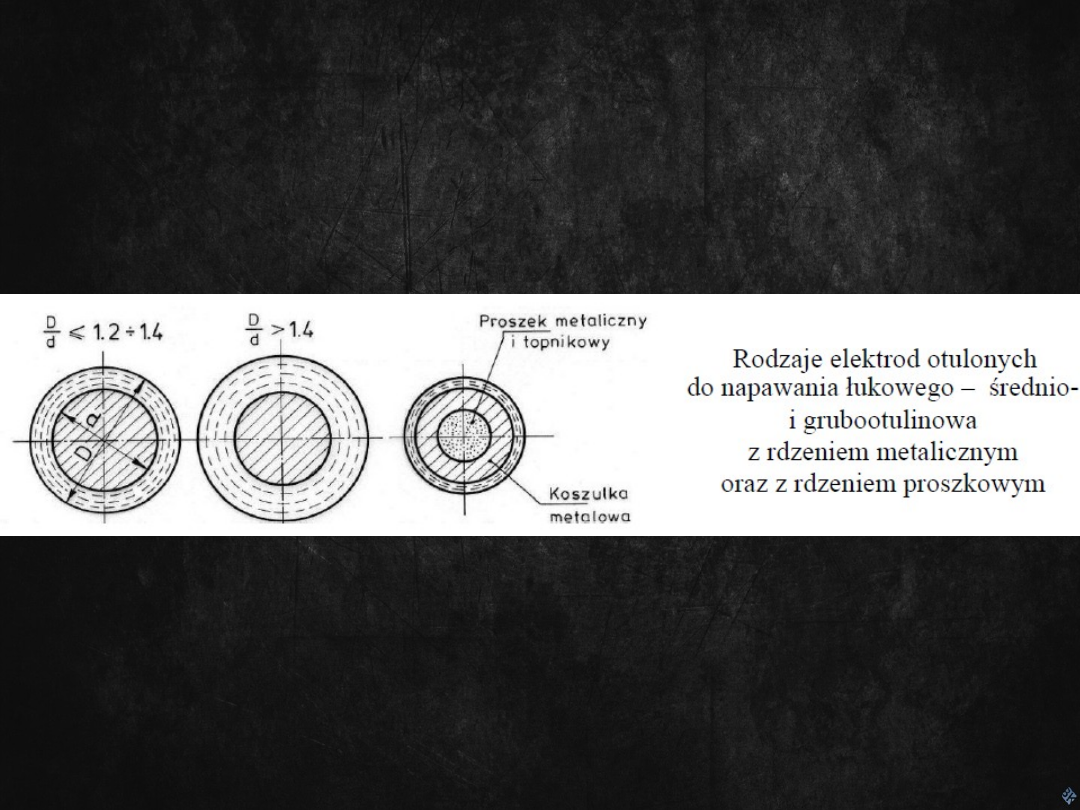
Elektrody do napawania

Parametry napawania
• rodzaj i natężenie prądu napawania
• napięcie łuku
• prędkość napawania
• średnicę elektrod i sposób jej
prowadzenia względem powierzchni
napawanej.

LITERATURA
1. Mistur L.: Spawanie gazowe i cięcie. PWSZ,
Warszawa 1965.
2. Klimpel A.: Spawanie, zgrzewanie i cięcie metali.
WNT, Warszawa 1999.
3. Pilarczyk J., Pilarczyk J.: Spawanie i napawanie
elektryczne metali, Wydanie drugie uzupełnione,
"Śląsk" Spółka z o.o., Katowice 1996
4. http://www.spawanieinfo.pl/
5. http://www.esab.pl
6. http://www.spawalnictwo.com.pl
7. http://www.pg.gda.pl
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
Wyszukiwarka
Podobne podstrony:
Ręczna spawanie łukowe elektrodami otulonymi, studia, studia Politechnika Poznańska - BMiZ - Mechatr
Spawanie ręczne elektroda otulona oraz spawanie gazowe i cięcie termiczne, Sprawozdania itp
03Sprawozdanie Spawanie łukiem krytym i łukową elektrodą otuloną
spawanie elektrodami otulonymi
Spawanie elektryczne łukiem krytym i elektrodą otuloną
ćw. 3 - spawanie elektrodą otuloną, studia, studia Politechnika Poznańska - BMiZ - Mechatronika, 2 s
Spawanie elektryczne, rÓczne elektrodŽ otulonŽ, Politechnika
Spawanie elektrodą otuloną II, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna, O
Spawanie elektrodą otuloną
Spawanie elektryczne, łukowe ręczne elektrodą otuloną
ćw. 3 - spawanie elektrodą otuloną, MiBM (WBMiZ) PP, II Semestr, Obróbka cieplna i spawalnictwo, Spa
Spawanie elektrodami otulonymi 03
Spawanie elektroda otulona do wydruku, Studia, pomoc studialna, odlewnictwo i spawalnictwo, spawalni
spawanie elektryczne elektroda otulona, Polibuda, Techniki wytwarzania środków transportowych
Spawanie elektrodą otuloną
spawanie łukiem elektrycznym
i1 Spawanie łukiem elektrycznym, BHP, Instrukcje-Jednostronicowe
więcej podobnych podstron