Michał Kiełczykowski Szymon Sikorski
BETONOWA KOSTKA BRUKOWA
Politechnika Warszawska
Instytut Inżynierii Produkcji Budowlanej i Zarządzania
Zakład Inżynierii Materiałów Budowlanych
Warszawa 2003
1.WIADOMOŚCI WSTĘPNE
W ciągu ostatnich lat możemy zaobserwować zwiększenie użycia betonowych elementów nawierzchniowych. Są to między innymi płyty chodnikowe, krawężniki, elementy architektury ogrodowej oraz popularna kostka brukowa. Dzięki niej wzroście uległa liczby modernizacji dróg chodnikowych i dróg kołowych o małym nasileniu ruchu.
Asfaltowa nawierzchnia chodników jest coraz śmielej wypierana przez barwną betonową kostkę brukową. Zastąpiła ona ciężką trylinkę i nawierzchnię z taniego betonu.
Betonową kostką brukową nazywamy prefabrykowany element
budowlany wykonany z betonu nieuzbrojonego w procesie wibroprasowania, przeznaczony do budowy nawierzchni drogowych, placów, parkingów, obiektach sportowych i rekreacyjnych. Przyjęto, że maksymalna prędkość z jaką mogą się poruszać pojazdy po tego typu nawierzchni, ze względu na zjawisko jej polerowania, nie może przekraczać 70 km/h.
Kostka brukowa ma wiele niezaprzeczalnych zalet. Różnorodność form i kolorów pozwala projektantom na ciekawe i estetyczne rozwiązania. Natomiast dzięki możliwości rozbiórki i ponownego wbudowania bez strat materiałowych, ułatwia usuwanie awarii sieci lub jej rozbudowę. Zastosowanie kostki kolorowej pozwala na różnicowanie funkcji fragmentów nawierzchni bez konieczności rozgraniczania krawężnikiem lub obrzeżem.
Podczas pracy nad niniejszym opracowaniem autorzy odwiedzili zakład produkcyjny firmy KB Tarmac Sp. z o. o.(dawna nazwa firmy Unicon Sp. z o. o.) znajdujący się w Porcie Zerań.
2. WŁAŚCIWOŚCI TECHNICZNE
Oszałamiająca kariera kostki brukowej wiąże się z jej właściwościami. Kostka brukowa wykazuje wysoką trwałość i znaczną wytrzymałość na obciążenia statyczne, dynamiczne i punktowe. Kolejnym ważnym aspektem wpływającym na wybór kostki jest mrozoodporność. Wielokrotne zamarzanie i odmrażanie bruku betonowego, w większości przypadków nie powoduje uszkodzeń materiału. Wyprodukowana z poprawnie zaprojektowanej, wzbogaconej dodatkami masy betonowej kostka brukowa charakteryzuje się znaczną odpornością na agresję chemiczną. Dlatego substancje ropopochodne takie jak :olej napędowy, benzyna, smary które dosyć często można znaleźć na nawierzchniach drogowych nie stanowią realnego zagrożenia dla materiału będącego przedmiotem tego opracowania. Także użycie zimą substancji odladzających nie ma większego wpływu na właściwości i wytrzymałość kostki brukowej. Dobrze ułożona kostka brukowa nie zatrzymuje wody, co zmniejsza niebezpieczeństwo ruchu w okresie opadów. Nawierzchnia brukowa powinna pozostać spójna przez około 40-50 lat eksploatacji.
Oto zestawienie niektórych cech betonowej kostki brukowej produkowanej przez różnych producentów:
Ścieralność na tarczy Böhmego [w mm]:
Firma |
JADAR |
PATER&CO |
AWBUD |
KB TARMAC |
BRUK |
BAZALTEX |
Ścieralność |
2,7 |
<3,5 |
3,25 |
<3,5 |
2,7 |
3,6 |
.Metoda polega na ścieraniu danej próbki w trakcie 440 obrotów tarczy Böhmego i obliczeniu tzw. parametru ścieralności. Badaną próbkę należy umieścić w uchwycie maszyny tak by cała ścierana powierzchnia przylegała szczelnie do powierzchni tarczy. Próbkę obciążamy siła 300N. Powierzchnię tarczy pokrywamy proszkiem elektrokorundowym i rozpoczynamy ścieranie. Po każdych 22 obrotach usuwamy proszek i nanosimy nową jego warstwę. Natomiast po kolejnych 110 obrotach zmieniamy położenie próbki w uchwycie o 90º.Po pełnych 440 obrotach mierzymy za pomocą suwmiarki wysokość próbki i porównujemy z pierwotną jej wysokością. Bezwzględnie nie może ona przekraczać 4,5 mm. Sprawdzenie odbywa się według Procedury Badawczej IBDiM Nr PB-TW-06/96
Klasa betonu:
Firma |
JADAR |
PATER&CO |
AWBUD |
KB TARMAC |
BRUK |
BAZALTEX |
Klasa |
B35,B50 |
B35 |
B35,B50 |
B35,B50 |
B50 |
B30,B50,B80 |
Powszechnie używanym spoiwem jest cement portlandzki CEM I 35 R. W okresie zimowym producenci stosują cementy klasy 55. Jednak dla zapewnienia odpowiedniej trwałości betonu należy stosować cementy klas 42,5 do 52,5 zawierające dodatki mineralne. Biorąc pod uwagę, że nawierzchnie z kostki betonowej narażone są w naszych warunkach klimatycznych na działanie preparatów odladzających wydaje się w pełni uzasadnione stosowanie cementów portlandzkich krzemionkowych CEM II/A-D lub portlandzkich żużlowych CEM II/A-S. Podobnie jak stosowanie zaczynów z cementu portlandzkiego popiołowego CEM II/A-V. Zapewniają one wielokrotnie mniejszą dyfuzję chlorków. Coraz powszechniej stosowane są do mieszanek betonowych dodatki, obok barwników mających uatrakcyjnić wygląd nawierzchni (do barwienia betonu stosuje się przede wszystkim tlenki żelaza).
Wytrzymałość na ściskanie [w MPa]:
Firma |
JADAR |
PATER&CO |
AWBUD |
KB TARMAC |
BRUK |
BAZALTEX |
Wytrzymałość |
49-58 |
35-50 |
>50 |
>50 |
50 |
50 |
Wytrzymałością na ściskanie nazywamy maksymalne naprężenie, jakie przenosi próbka badanego materiału w czasie ściskania osiowego. Badanie tej cechy prowadzi się w maszynach wytrzymałościowych przeznaczonych bo prób statycznych. Wytrzymałość na ściskanie Rc oblicza się według wzoru:
R c = Pc/F ,
gdzie Pc - siła niszcząca próbkę a F - pole ściskanej powierzchni.
Przeciętna wytrzymałość na ściskanie kostki brukowej waha się w granicach 50-60 MPa. Sprawdzenie odbywa się według Procedury Badawczej IBDiM Nr PB-TW-03/96.
Mrozoodporność [w %]:
Firma |
JADAR |
PATER&CO |
AWBUD |
KB TARMAC |
BRUK |
BAZALTEX |
Mrozoodporność |
2 |
3 |
8,6 |
<5 |
1,4 |
brak danych |
Właściwość materiału polegająca na przeciwstawieniu się nasyconego wodą materiału niszczącemu działaniu zamarzającej w nim wody nazywamy mrozoodpornością. Procentowo wyrażamy tutaj spadek wytrzymałości danego 
materiału. Oznaczanie mrozoodporności dokonuje się metodą kolejnych cykli zamrażania i odmrażania. Cykli tych jest na ogół 25(zamrażanie przez 4 godziny w temperaturze -20ºC a następnie rozmrażanie w temperaturze 16º-20ºC).Po tych cyklach przeprowadza się badania wytrzymałościowe Szczegółowy przebieg tego badania określa Procedura Badawcza IBDiM Nr PB-TW-04/96
Nasiąkliwość [w %]:
Firma |
JADAR |
PATER&CO |
AWBUD |
KB TARMAC |
BRUK |
BAZALTEX |
Nasiąkliwość |
4 |
5 |
5 |
5 |
4 |
4 |
Nasiąkliwość to zdolność wchłaniania i trzymania wody, przy maksymalnej jej zawartości. Rozróżniamy nasiąkliwość wagową i objętościową obliczaną w zwykłych warunkach jak i po gotowaniu. W przypadku kostki brukowej mowa jest o nasiąkliwości wagowej liczonej ze wzoru:
nw=(m1-m)*100/m ,
gdzie m-masa próbki suchej a m1-masa próbki nasyconej wodą. Masę próbki nasyconej wyznacza się po uprzednim 24 godzinnym moczeniu w destylowanej wodzie i wysuszeniu. Sprawdzenie odbywa się według Procedury Badawczej IBDiM Nr PB-TW-05/96.
Inne właściwości jakimi charakteryzowana jest kostka brukowa to m.in.: szorstkość, masa (100÷200kg\m2) , wygląd zewnętrzny, kształty i wymiary oraz wady i uszkodzenia powierzchni(obtłuczenia, wykwity, różnice odcieni, włoskowate pęknięcia, wypływki). Wymagania te zostały szczegółowo opisane w załącznikach nr 1 i 5.

Na podstawie powyższych tabel możemy wysnuć następujące wnioski dotyczące kostki brukowej:
Kostka brukowa jest materiałem trudno ścieralnym-twardym.
Kostka betonowa wykazuje znaczną wytrzymałość na obciążenia statyczne, dynamiczne i punktowe. Obala to powszechne przekonanie o stosowaniu kostki tylko jako nawierzchni traktów pieszych.
Kostka jest materiałem wodoodpornym. Mała nasiąkliwość spowodowana dodatkiem do betonu środków napowietrzających i plastyfikujących, powoduje powstanie pęcherzyków powietrza. Pęcherzyki te z kolei przerywają system kapilar ciągłych, co z kolei uniemożliwia podciąganie wody z podłoża.
Z małej nasiąkliwości wynika w prostej linii duża mrozoodporność. Mniejsza ilość wody w kostce to mniejsza objętość lodu w czasie mrozu , czyli mniejszy stopień rozsadzania betonu.
Jak każdy materiał budowlany także kostka brukowa przed użyciem musi spełnić polskie i europejskie normy(PN i EN) oraz uzyskać odpowiednią Aprobatę Techniczną wydawaną prze Instytut Badawczy Dróg i Mostów (IBDiM).Normy, które musi spełnić kostka brukowa to między innymi:
BN-80-6775-03-/02 Prefabrykaty budowlane z betonu. Elementy nawierzchni dróg, ulic, parkingów i torowisk tramwajowych. Płyty chodnikowe.
PN-84-B-06250 Beton zwykły. Drogi samochodowe. Nawierzchnie z drobnowymiarowych elementów betonowych. Wymagania i badania.
PN-84-B-04111 Oznaczania ścieralności na tarczy Böehmego.
DIN 18501:1982 p.5.2 Kształty i wymiary kostek brukowych
DIN 18501:1982 p.5.3 Wytrzymałość na ściskanie
Dokładny spis norm zawierają dołączona do pracy Aprobata Techniczna Nr AT/2001-04-0074 wydana dla Unicon Sp. z o.o. na wyrób „Betonowa kostka brukowa BAUMA UNICON, a także strona internetowa Instytutu Techniki Budowlanej www.itb.pl .
3.PRODUKCJA KOSTKI BRUKOWEJ
Znane są trzy podstawowe technologie produkcji betonowych elementów wibroprasowanych:
I. Metoda stacjonarna A
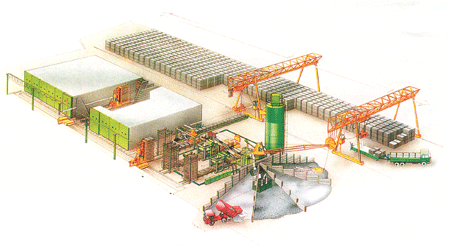
Polega na tym, że każda wyprodukowana warstwa kostek na palecie jest automatycznie usuwana z obszaru pracy maszyny, a druga warstwa kostek jest formowana na następnej palecie itd. W tej metodzie produkcji każda warstwa rozformowanych kostek spoczywa na oddzielnej palecie i jest na niej transportowana podczas całego cyklu produkcyjnego. Dla zmniejszenia powierzchni produkcyjnej palety są sztaplowane w stosy, przewożone do dojrzewalni i układane na odpowiednich regałach. Zwykle po 24-godzinnym dojrzewaniu następuje rozsztablowanie stosów, przełożenie kostek z palet produkcyjnych na palety transportowe, oczyszczenie palet produkcyjnych i ich powrót do maszyny formującej. Kostki brukowe na paletach transportowych po spakowaniu przewożone są do magazynu wyrobów gotowych.
Metoda ta posiada szereg zalet, z których najważniejsze to:
duża wydajność (rytm produkcyjny wytworzenia jednej warstwy w nowoczesnych zautomatyzowanych wibroprasach wynosi 12-30 sekund, natomiast wibropras z zasypem ręcznym - około 60 sekund),
nieskomplikowana technologia,
możliwość bieżącej kontroli jakości kostek podczas całego cyklu produkcyjnego,
bardzo dobre warunki dojrzewania betonu.
Zalety tej metody powodują, że jest najczęściej stosowana, tym bardziej, że stwarza najlepsze warunki do uzyskania wysokiej jakości betonowej kostki brukowej i ogranicza do minimum straty produkcyjne.
Do niewątpliwych wad tej metody należy zaliczyć:
konieczność dysponowania dużą powierzchnią produkcyjną,
wysokie koszty inwestycyjne z tytułu dużej liczby palet technologicznych (1800-2000 palet krążących w obiegu zamkniętym), konieczność zakupu maszyn towarzyszących do transportu, sztaplowania i rozsztaplowania palet, a także budowy dojrzewalni wysokiego składowania.
II. Metoda stacjonarna B
Różni się od metody A tym, że każda wyprodukowana warstwa kostek, jest układana na warstwie poprzedniej, aż do wysokości ograniczonej możliwością maszyny i nośnością stosu kostek. Po ułożeniu na palecie produkcyjnej określonej liczby warstw kostki jest ona zabierana z zasięgu pracy maszyny za pomocą wózków widłowych, którymi palety przewożone są na miejsce dojrzewania wyrobów. Zwykle po 24 godzinach dojrzewania kostki wywożone są do magazynu wyrobów gotowych i sprzedawane na tych samych paletach produkcyjnych.
Do najważniejszych zalet tej metody należy zaliczyć:
wysoką wydajność urządzenia formującego (rytm produkcyjny 35-40 sekund),
niedużą powierzchnię produkcyjną,
stosunkowo niskie nakłady inwestycyjne.
Natomiast wady metody B to:
brak możliwości kontroli produkcji,
możliwość powstawania dużej liczby braków,
najgorsze warunki dojrzewania kostki (a szczególnie dolnych warstw narażonych na uszkodzenia mechaniczne),
wysoki stopień skomplikowania technologii.
Pomimo swoich wad metoda ta - przede wszystkim ze względu na niższe nakłady inwestycyjne jest atrakcyjna dla producentów zaczynających produkcję betonowej kostki brukowej.
3. Metoda przejezdna C
Polega na tym, że wibroprasa przemieszcza się po szynach Lub przechodzi ruchem kroczącym nad ułożonymi na powierzchni terenu paletami produkcyjnymi, rozformowując na każdej z nich warstwę kostki brukowej. Po zapełnieniu wszystkich palet następuje powrót ma szyny do pozycji wyjściowej, podniesienie urządzeń formujących do wysokości pozwalających na rozformowanie na pierwszej warstwie wykonanych kostek warstwy drugiej, przejazd maszyny nad wszystkimi paletami, aż do wysokości ograniczonej zdolnością produkcyjną maszyny. Przy tym sposobie produkcji dysponujemy niezbędnym czasem na przeprowadzenie kontroli poszczególnych warstw rozformowanych kostek. Kostki ułożone na paletach pozostają przez 24 godziny na miejscu, a następnie przewożone są do magazynu wyrobów gotowych.
Zalety metody przejezdnej to:
niskie nakłady inwestycyjne,
możliwość stosunkowo szybkiego uruchomienia produkcji,
możliwość bieżącej kontroli wyrobów.
Do wad tej metody produkcji należy zaliczyć:
niską wydajność wibroprasy (rytm produkcyjny ok. 60 sekund),
zmienne warunki dojrzewania wyrobów (podobnie jak w metodzie B),
wysoki stopień skomplikowania wibroprasy i samej technologii,
konieczność dostarczania mieszanki betonowej do miejsca formowania wyrobów.
Aktualnie niemal całkowicie odchodzi się od produkcji betonowej kostki brukowej w tej technologii, jednakże stosowana jest ona chętnie nadal w produkcji innych wibroprasowanych elementów dla budownictwa drogowego i komunalnego takich jak: obrzeża, krawężniki, płytki chodnikowe, koryta ściekowe i inne. W zależności od warunków logistycznych, a więc posiadanej powierzchni produkcyjnej, kształtu działki oraz położenia sieci komunikacyjnych, wzajemne usytuowanie poszczególnych urządzeń linii technologicznych może być różne, pod warunkiem, że będzie zachowany ciąg technologiczny. Z uwagi na newralgiczny charakter maszyn głównych linii technologicznych, czyli wibropras, wszystkie pozostałe węzły technologiczne takie jak np. betonownie, dojrzewalnie, środki transportu wewnątrzzakładowego, są im podporządkowane.
Pojęciem, które pojawiło się wielokrotnie powyżej jest: wibroprasowanie. Co to właściwie jest?????
Wibroprasowanie jest jedną z najnowocześniejszych metod zagęszczania mieszanek betonowych, pozwalającą na uzyskanie odpowiednio wysokiego stanu szczelności betonu przy zachowaniu możliwie najniższego współczynnika wodno-cementowego (odpowiadającego konsystencji wilgotnej mieszanki betonowej). Osiągnięcie określonego stanu zagęszczenia mieszanki betonowej wymaga użycia odpowiednich obciążeń zagęszczających. Mieszanka betonowa poddana takim obciążeniom zmniejsza swoją objętość w wyniku odprowadzenia z niej nadmiaru powietrza, a na jego miejsce wprowadzone zostają składniki stałe betonu.
Metoda wibroprasowania jest połączeniem dwóch procesów zagęszczania mieszanki betonowej:
wibrowania,
prasowania.

Podczas zagęszczania mieszanka betonowa stawia opór wewnętrzny, utrudniający zajęcie przez cząstki stałe minimalnej przestrzeni. Na opór wewnętrzny mieszanki betonowej składa się opór tarciowy, opór lepki i opór spójnościowy (kohezyjny). W trakcie zagęszczania wibracyjnego mieszanki betonowej tarcie i lepkość pokonywane są dzięki przyłożeniu zwielokrotnionej siły ciążenia i wywołaniu szybkiego ruchu cząstek. Dzięki temu ruchowi mieszanka betonowa zachowuje się jak gęsta ciecz ze względu na to, że tarcie wewnętrzne pomiędzy cząstkami betonu znacznie maleje. Natomiast przy zagęszczaniu drogą prasowania tarcie wewnętrzne mieszanki jest pokonywane przez przyłożenie wysokiego ciśnienia. Na proces wibroprasowania betonowej kostki brukowej składają się dwie fazy: w pierwszej następuje tylko wibracja objętościowa, w drugiej fazie również wibracja objętościowa z jednoczesnym dociskiem aktywnym lub pasywnym.
Czas poszczególnych faz może być regulowany w określonym zakresie. Możliwość ta pozwala ustalić optymalny zakres pracy maszyny, odpowiedni do właściwości mieszanki betonowej i wielkości zastosowanego kruszywa. Dostosowanie częstotliwości oraz amplitudy drgań do danej maszyny pozwala na kontrolowane upłynnienie zaprawy oraz właściwe zagęszczenie mieszanki betonowej. Siła wzbudzająca, niezbędna do wprowadzenia w drganie formy, określona jest nośnością (udźwigiem) stołu wibracyjnego. Siła ta może mieć różną wartość i najczęściej to właśnie ona charakteryzuje daną maszynę, decydując także o możliwościach uzyskania maksymalnego ciśnienia prasowania.
4.PRODUCENCI, DYSTRYBUTORZY
I. Produkcja

Ogromna popularność betonowej kostki brukowej spowodowała w ostatnich latach powstanie olbrzymiej ilości firm zajmujących się produkcją, dystrybucją, i sprzedażą kostek brukowych. Jedną z pierwszych firm produkujących kostkę betonową metodą wibroprasowania była Bauma S.A. Firma ta rozpoczęła produkcje kostek, które przyjęto nazywać Kostkami Bauma® Po kilu latach firma ta połączyła się z duńskim betonowym potentatem firmą Unicon i tak powstała Bauma Unicon. Na przełomie ostatniego roku zainteresowanie polskim rynkiem kostek wykazała brytyjska Grupa Tarmac, która po wykupieniu kilku polskich firm-producentów kostkek brukowych utworzyła w naszym kraju Oddział Produkty Betonowe/Kostka Brukowa,który skupia następujące firmy:
1. LIBET - zakłady w Libiążu i Żorach
2. KB TARMAC (poprzednio Unicon - Kostki Bauma) - zakłady w Warszawie, Pruszkowie i Mysłowicach
3. Zakład Kostki Brukowej MIETKÓW - południowy-zachód od Wrocławia
4. Zakład Kostki Brukowej GAJKÓW (dawniej Kaczmarek) - na wschód od Wrocławia.
Obecnie grupa posiada 10 linii produkcyjnych z łączną przepustowością 6 milionów metrów rocznie. Dzięki temu Tarmac jest wiodącym producentem kostki w Polsce.
Inni liczący się producenci prefabrykowanej kostki brukowej wPolsceto między innymi:
IBF POLSKA Sp. z o.o.(Bolesławiec Sląski),
JADAR (firma ta pod koniec stycznia br. otworzyła w Gliwicach nową fabrykę kostek brukowych),
BUSZREM (Zakład produkcyjny kostki brukowej w Gralewie),
BRUK Sp. z o.o.
BUDMEL (Trzebnica)
Oprócz wyżej wymienionych producentów należy dodać że istnieje wiele pomniejszych zakładów specjalizujących się w produkcji kostek. Warto dodać że baza producentów na stronie www.kostkibrukowe.pl zawiera około 150 adresów.
II. Dystrybucja
Producenci kostek brukowych zajmują się także ich sprzedażą i dystrybucją. Zamówienia interesujących nas towarów możemy dokonać bezpośrednio ze strony internetowej albo odwiedzając dział sprzedaży odpowiedniego przedsiębiorstwa. Nie wychodząc z domu możemy oglądnąć galerie zdjęć kostki, przykłady jej zastosowania na całym świecie i dobrać odpowiedni jej rodzaj do naszych potrzeb.
Oczywiście zakupu kostki można dokonać w większości składów budowlanych na terenie całego kraju. W obecnych czasach problemem nie jest dostęp do produktu lecz jego konkurencyjna cena.
5.PRZEGLĄD PRODUKTÓW Z BETONU WIBROPRASOWANEGO
Wzornictwo prefabrykowanych elementów budowlanych produkowanych metodą wibroprasowania to cała gama kostek, krawężników, płyt chodnikowych itp. wyrobów o różnych kolorach, kształtach, grubościach, wymiarach.
I. Kostka brukowa
Podstawowe wymiary kostek brukowych wynoszą około 250-200x150-100mm a grubość 60,80 lub 100 milimetrów, a kolory to: szary, czerwony, czarny, żółty, brązowy, biały oraz wprowadzone niedawno przez KBTarmac tzw. kolory jesieni. Poniżej dokonano przeglądu najpopularniejszych form dostępnych w ofertach sprzedaży:

Firma KBTARMAC:
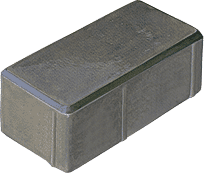
1.Beha Bauma- bardzo popularne, szerokie zastosowanie użytkowe. Ich kształt nadaje nawierzchni stateczność i funkcjonalność. Zalecane do dużych powierzchni o sporym natężeniu ruchu pieszego i kołowego. Doskonale sprawdzają się na parkingach, placach przeładunkowych, w magazynach, zajezdniach itp. Tworzą jedną z najbardziej wytrzymałych nawierzchni.
2.Uni Bauma- jedne z najpopularniejszych, uniwersalnych kostek do stosowania na domowych parkingach i osiedlowych uliczkach. Materiał o zróżnicowanej grubości pozwala układać nawierzchnie schodkowe i antypoślizgowe, np. zjazdy do garaży. Kostki o grubości 4 cm nadają się do wszelkiego rodzaju traktów ruchu pieszego.
3.Holland Bauma- wyróżniają się dużą różnorodnością sposobów układania, umożliwiają kombinacje z innymi rodzajami kostek. Nadają się również do tworzenia wzorów dekoracyjnych. Idealny materiał do układania ścieżek, chodników, czy dróg rowerowych. Zdecydowaną przewagą tych kostek jest łatwość w układaniu.

4.Deko Bauma- to popularny wzór kostki stosowany do budowy ścieżek i chodników oraz uliczek pieszych. Idealne do układania skomplikowanych pod względem kształtu powierzchni. Znakomicie nadają się do zastosowania w otoczeniu domku jednorodzinnego, na alejkach parkowych, skwerach, a także przed wejściem do biur, hoteli czy sklepów.
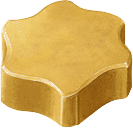
5.Arabeska-Kostki te z racji swojego kształtu pasują do otoczenia domów i są często używane w ogrodach. Przy używaniu kostek o różnych kolorach powstają bardzo interesujące wzory przypominające swoim wyglądem kwiaty, stąd też często używa się je do układania ścieżek pieszych o niedużych powierzchniach pomiędzy kwiatami i roślinami w parkach i ogródkach przydomowych.
Firma IBF:


1.Starobruk- jest kostką specjalnie przygotowaną dla połączenia nowoczesnej i trwałej kostki z zabytkowymi, stylowymi budowlami. Dzięki obtłuczonym krawędziom i nierównomiernej powierzchni imituje kostkę granitową, a różnorodna kolorystyka sprawia, że można ją doskonale wkomponować w każde otoczenie.
2.Squareline jest kostką zapraszającą do nietypowych projektów, ożywia powierzchnie nią wyłożone. Nadaje się na place, tarasy, chodniki, ścieżki parkowe, stacje benzynowe, oraz miejsca publiczne.

Firma JADAR:
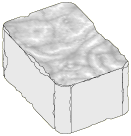
1.Flinstone to piękno ukryte w naturalnych kształtach i formie. Wygląda jak stary, ręcznie wyciosany kamień brukarski. Ten charakterystyczny wygląd jest wynikiem specjalnej technologii produkcji i obróbki kostki. Poprzez obijanie krawędzi kostka uzyskuje specyficzną formę i kształt.
II. Krawężniki, płyty chodnikowe
1.Krawężniki-krawężniki brukowe doskonale wkomponują się w nawierzchnię z kostki brukowej. Dostępne są zarówno krawężniki proste jak i także łukowe, najazdowe, skośne, obrzeża oraz koryta ciekowe.
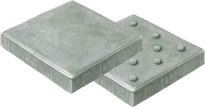
2.Płyty chodnikowe- mają szerokie zastosowanie głównie na miejskich pasażach, chodnikach i skwerach. Płyty chodnikowe można układać oddzielnie lub łączyć z innymi produktami. Powierzchnia z wypustkami dodatkowo zwiększa funkcjonalność. Znajduje zastosowanie np. przy przejściach dla pieszych sygnalizując osobom niewidomym krawędź jezdni.
III. Architektura ogrodowa
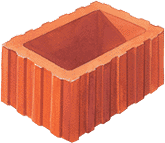
1.Gazony-jednocześnie pełnią funkcję donicy na kwiaty oraz ogrodzenia. Jest to produkt trwały, odporny na warunki atmosferyczne, estetyczny i ekologiczny. Dodatkowo ściany z gazonów stanowią doskonałe przegrody akustyczne.
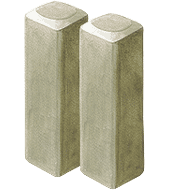
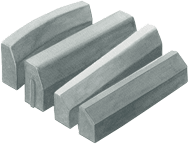
2.Palisady-Element o geometrycznym kształcie tworzy połączenie z wieloma kostkami. Znajduje zastosowanie jako wsparcie skarpy, wykończenie stopni ogrodowych, chodnika, jezdni czy klombu. Można z nich kształtować stopnie i tarasy.
Jak widać metodą wibroprasowania betonu można stworzyć produkt o prawie dowolnym kształcie i zastosowaniu. Układanie kostki nie jest skomplikowane, ale wymaga odpowiedniego przygotowania podłoża. Szczegółowe zasady dotyczące układania nawierzchni z kostek brukowych podane zostały w załączniku nr 5.
6.CENY
Ceny kostek brukowych uwarunkowane są wieloma czynnikami takimi jak: grubość ,kolor a także wzór oferowanej kostki. Szczegółowe cenniki produktów z betonu wibroprasowanego można znaleźć na internetowych stronach producentów i dystybutorów. Poniżej dokonano porównania cen (producentów) najpopularniejszych form kostek brukowych. Jeśli nie zostało to podane to ceny odnoszą się do 1 m2 kostki koloru szarego.
Producent |
KB Tarmac |
Bazaltex |
Jadar |
Bruk |
IBF |
AWBUD |
gr. 6cm-żółta gr. 8cm gr.10cm |
27,31zł 31,77zł 31,66zł 41,57zł |
27,90zł 31,40zł 36,50zł 45,00zł |
25,15 zł 28,14zł 29,32zł 32,74zł |
28,78zł 32,64zł 34,13zł 42,48zł |
29,53zł 36,81zł 33,60zł 37,99zł |
29,85zł 33,49zł 35,20zł 42,59zł |
Kostka nr 2
gr. 8cm |
27,31zł 31,66zł |
27,90zł 36,50zł |
25,15zł 29,32zł |
28,78zł 34,13zł |
29,53zł 33,60zł |
29,85zł 35,20zł |
Kostka nr 3
gr. 8cm |
27,31zł 31,66zł |
27,90zł 36,50zł |
25,15zł 29,32zł |
28,78zł 34,13zł |
29,53zł 33,60zł |
29,85zł 35,20zł |
15x30x 100cm |
17,59zł (sztuka) |
19,00zł (sztuka) |
17,07zł |
Brak danych |
19,58zł (sztuka) |
Brak danych |
Płyta chodnik.
|
4,07zł (sztuka) |
brak w ofercie |
23,86zł |
Brak danych |
Brak danych |
Brak danych |
|
13,59zł |
11,40zł |
18,08zł |
Brak danych |
15,84zł |
Brak danych |
Oprócz podanych powyżej cen każdy producent ma w swojej ofercie wiele form własnego pomysłu. Przytaczanie tu ich cen autorzy uznali za bezsensowne. Zwiększyło by to znacznie rozmiar tego opracowania.Dostęp do tych form i ich cen jest bardzo łatwy i każdy zainterowany może je sprawdzić.
7.SPIS ZAŁĄCZNIKÓW
[1]Aprobata Techniczna IBDiM Nr AT/2001-04-0047,
[2]Katalog-oferta Kostki Bauma,
[3]Ulotka-oferta firmy IBF,
[4]Cennik wyrobów Kostki Bauma,
[5]Ulotka-Ogólne zasady dotyczące układania Kostek Bauma
8.BIBLIOGRAFIA
[1] Gantner E. ,Wrońska Z. ,Wędrychowski W. , Nicewicz S.:Materiały budowlane z technologią betonu-ćwiczenia laboratoryjne, Oficyna Wydawnicza Politechniki Warszawskiej 2000.
[2] Czarnecki L. , Łukowski P. , Garbacz A. , Chmielewska B.:Ćwiczenia laboraloryjne z chemii budowlanej, Oficyna Wydawnicza Politechniki Warszawskiej 2001.
[3] Informator budowlany Murator nr 1 tom 2, Wydawnictwo Murator Warszawa 2001.
[4] Katalog budownictwa zestaw tematyczny-Prefabrykowane wyroby betonowe, Centralny Ośrodek Informacji Budownictwa Warszawa 1999.
[5] Szymański E. , Materiałoznawstwo budowlane z technologią betonu tom 1, Oficyna Wydawnicza Politechniki Warszawskiej 1999.
[6] Brylicki W. , Kostka brukowa z betonu wibroprasowanego , Polski Cement Kraków 1998.
[7] Aprobata Techniczna IBDiM Nr AT/2001-04-0047, Instytut Badawczy Dróg i Mostów Warszawa 2001.
[8] Sas I. , Nawierzchnie z kostki brukowej, Budownictwo fachowe nr 5/2000.
[9] Leśniak S., Pieczkowski J., Ekologiczna kostka brukowa , Materiały budowlane nr 10/1999.
[10] Brylicki W. , Wykwity na powierzchni betonowej kostki brukowej, Arkada 3(23)/2001
9.SPIS TREŚCI
1.Wiadomości wstępne 2
2.Właściwości techniczne 3
3.Produkcja kostki brukowej 7
4.Producenci,dystrybutorzy 11
5.Przegląd produktów z betonu wibroprasowanego 13
6.Ceny 16
7.Spis załączników 17
8.Bibliografia 18
9.Spis treści 19
2
18
19
Wyszukiwarka
Podobne podstrony:
KOSTKA BRUKOWA, NIERUCHOMOŚCI, Porady
Zmiany systemu oceny betonowej kostki brukowej zgodnie ze standardami europejskimi
KOSTKA BRUKOWA CZY GRANITOWA
kostka brukowa, Studia, II rok, Materiały Budowlane 2
KOSTKA BRUKOWA
KOSTKA BRUKOWA, NIERUCHOMOŚCI, Porady
Zmiany systemu oceny betonowej kostki brukowej zgodnie ze standardami europejskimi
ST kostka brukowa
System układania betonowej kostki brukowej
11 Kossakowski P i inni Stan przedawaryjny drog wewnetrznych o nawierzchni z betonowej kostki brukow
cennik kostka brukowa
Nawierzchnie z kostki brukowej betonowej
Ustalanie składu mieszanki betonowej1
4 Kruszywa do betonów lekkich
5 MIESZANKA BETONOWA
Karta Charakterystyki kostka toaletowa (morska) 10 2011
więcej podobnych podstron