POŁĄCZENIA KLEJONE
ISTOTA POŁĄCZENIA
- NIE WPROWADZA CIEPŁA PODCZAS PROCESU
- NIE OSŁABIA MATERIAŁU ŁĄCZONEGO
- ŁĄCZY MATERIAŁY B. CIENKIE
- ŁĄCZY RÓŻNE MATERIAŁY
- PODATNOŚĆ NA AUTOMATYZACJĘ
OGRANICZENIA
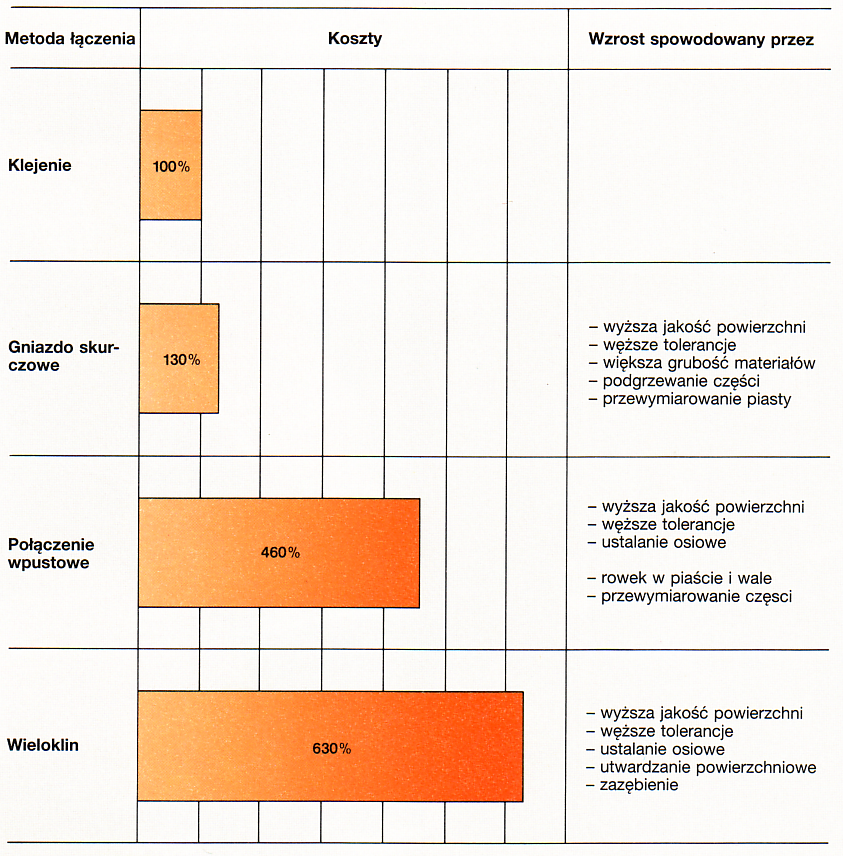
- WYTRZYMAŁOŚĆ ZŁĄCZA OGRANICZONA (z reguły mniejsza od połączeń techn. tradycyjnymi)
- Początkowa wytrzymałość stos. mała
- WYMAGA PROCESÓW PRZYGOTOWANIA POWIERZCHNI (mycie, czyszczenie powierzchni) + (ew. stosowanie aktywatorów do procesu utwardzania)
- POPRZEZ ZAWARTOŚĆ W POWIETRZU PAR CZYNNIKA (O ZRÓŻNICOWANYM WPŁYWIE NA SKÓRĘ I DROGI ODDECHOWE) tzw. wartość LD50
POŁ. KLEJONE
adhezja kohezja
Adhezja : Działanie sił (Van der Wallsa) przyciągania lub odsorpcji na
powierzchni granicznej między klejem a częścią łączoną.
Kohezja : Siły występujące między molekułami jednego ciała i wiążące jego
cząsteczki masowe ze sobą :
Międzycząsteczkowe siły przyciągania
Wzajemne wiązania spolimeryzowanych cząsteczek
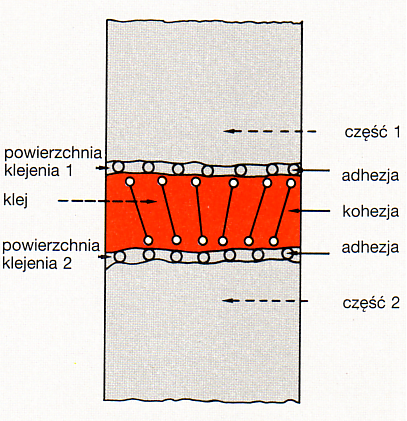
POŁĄCZENIE TWORZY POMOST ŁĄCZĄCY POWIERZCHNIE DWÓCH SKLEJONYCH CZĘŚCI
ZAKRES ODDZIAŁYWANIA SIŁ MIĘDZYCZĄSTECZKOWYCH < CHROPOWATOŚCI OBROBIONYCH POWIERZCHNI - DLATEGO KLEJ MUSI WNIKNĄĆ W NIERÓWNOŚCI I CAŁKOWICIE ZWILŻYĆ POWIERZCHNIĘ
PODZIAŁY (b. zróżnicowane)
np. - ZE WZGLĘDU NA ILOŚĆ SKŁADNIKÓW
KLEJE UTWARDZALNE NA ZIMNO (20 ÷ 60ºC)
KLEJE UTWARDZALNE NA GORĄCO (140 ÷ 230ºC)
KLEJE UTWARDZALNE POD WPŁYWEM PROC. CHEMICZNYCH
KLEJE UTWARDZALNE NA ZIMNO
KLEJE UTW. ANEOROBOWO
KLEJE UTW. ŚWIATŁEM UV
KLEJE UTW. WILGOTNOŚCIĄ POWIETRZA
KLEJE UTW. AKTYWATORAMI
ad. aneorobowych doputy składnik utwardzający jest
nieaktywny dopóki jest w kontakcie z tlenem w powietrzu. (Działanie kapilarne kleju). Klej zakleszcza się w chropowatościach.
Dodatkowo proces utwardzania wspomagany jest przez kontakt z metalem - aktywnym działającym jak katalizator.
Mat. aktywne : Mat. pasywne :
- STAL - STAL WYSOKOSTOPOWA - SREBRO
- MOSIĄDZ - ALUMINIUM - ZŁOTO
- BRĄZ - NIKIEL - W. TLENKÓW
- MIEDŹ - CYNK - P. CHROMIANOWE
- CYNA - P. ANODOWE
- TWORZYWA SZT.
- CERAMIKA
DLA MAT. PASYWNYCH : NANOSZONY JEST AKTYWATOR
NA MATERIAŁ.
ANEOROBOWE (GŁÓWNIE METAL - METAL)
WYTRZYM. NA ŚCINANIE
Rr = 6 ÷ 26 N/mm2
WYTRZYM. KOŃCOWA 24 h.
BAZA - metakrylan uretanowy
WYT. TERM. - -55ºC ÷120ºC
USZCZELNIA, ODPORNY NA WIBRACJE, ODP. NA CIĄGŁE OBC. DYNAMICZNE
CZAS MAGAZYNOWANIA - Rok.
SZCZELINA - 0,03 ÷ 0,05 mm
UTW. ŚWIATŁEM UV (GŁÓWNIE : SZKŁO - SZKŁO, SZKŁO - TWORZ., SZKŁO - ŻYW. EPOK.)
SZYBKOŚĆ UTWARDZANIA (f natężenia i długości fali)
Utwardzanie głębokie (l. f 300 ÷ 400 nm) utw. do 6 mm
Utwardzanie powierzchniowe (l. f < 300 nm)
Utwardzanie systemami wtórnymi (jeżeli św. nie dociera : aneorob., cieplne, z aktywat., wilgotnością)
SZCZELINA 0,05
WYTRZYM. 6 ÷ 26 N/mm2
CZAS UTW. 20 ÷ 40 sec.
WYTRZYM. KOŃCOWA 24 h. (RĘCZNA MIN 6 sec.)
ODP. NA TEMP. -55º ÷ 120ºC
BAZA : METAKRYLAN URETANOWY
CHRONIĆ OPAKOWANIA PRZED ŚWIATŁEM
KLEJE UTWARDZANE WILGOTNOŚCIĄ
(TWORZ. - CERAM., METAL - CERAM., TWORZ. - TWORZ.)
Jednoskładnikowe kleje - polimeryzują w kontakcie z lekko zasadowymi powierzchniami. Wilgotność powietrza i powierzchni klejonej wystarcza do zainicjowania klejenia w kilka sekund do uzyskania wytrzymałości ręcznej (opt. Wilg. względna: 40 ÷ 60%) większa wilgotność przyspiesza polimeryzację ale i osłabia wytrz. złącza.
Można stosować aktywatory
SZCZELINA - OPT. 0,05 mm ÷ 0,1
WYTRZYM. ZŁĄCZA - 12 ÷ 25 N/mm2
WYTRZYM. KOŃCOWA - 12 h
CZAS UTW : 5 ÷ 50 sec.
ODP. NA TEMP. : -60ºC do +80ºC - 100ºC
BAZA : CYJANOKRYLAN METYLU
ALOKSYCYJANOKRYLANETYLU
CYJANOAKRYLANETYLU
KLEJE UTWARDZANE AKTYWATORAMI
(METAL - CERAM., METAL - METAL, CER. - CER.)
KLEJ I AKTYWATOR NANOSZONE SĄ NA POW. KLEJONE ODDZIELNIE
SZCZELINA OPT. - 0,05 mm
WYTRZYM Rr - 12 ÷ 35 N/mm2
BAZA CHEM. - METAKRYLAN URETANOWY
ELASTOMER METAKRYLOWY
WYTRZYM. RĘCZNA : 1 ÷ 5 min.
WYTRZYM. KOŃCOWA : 12 ÷ 24 h.
ODP. na temp. : do +120ºC
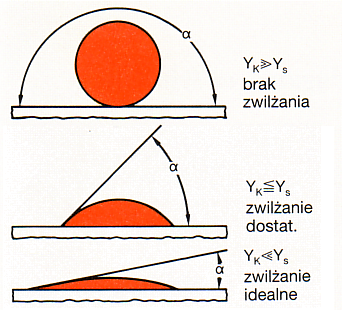
ENERGIA POWIERZCHNIOWA I KĄT BRZEGOWY ZWILŻANIA.
STOSUNEK ENERGII POWIERZCHNIOWEJ KLEJU I MATERIAŁU ZWIĄZANY JEST ŚCIŚLE Z KĄTEM ZWILŻANIA.
KLEJ ZWILŻA POW. CIAŁA STAŁEGO WTEDY GDY JEGO NAPIĘCIE POWIERZCHNIOWE γK JEST PRZYNAJMNIEJ RÓWNE OD NAPIĘCIA POWIERZCHNIOWEGO γS.
ENERGIE POWIERZCHNIOWE MAT. W TEMP. POKOJOWEJ :
PTFE (teflon) 18mN/m Kleje LOCTITE 30 ÷ 47 mN/m
PVC 40mN/m
Poliamid 6/6 46 mN/m
Żelazo 2030mN/m
WOLFRAM 6800 mN/m
KLEJENIE CZĘŚCI ELEKTRONICZNYCH (SMD)
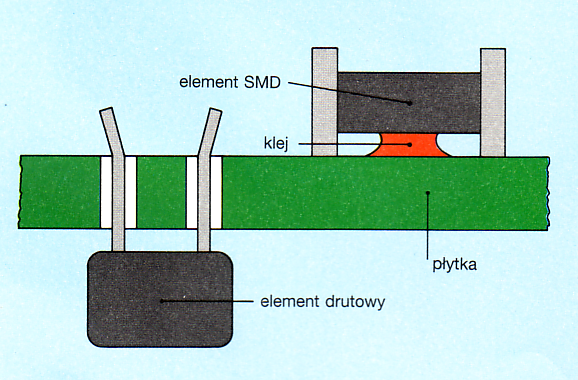
Kleje : Utwardzane UV (gęstość m. zmienna f(t))
Problem powierzchni
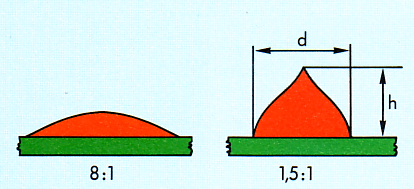
(WARUNKI OPTYMALNE)
Wytrzymałość Ręczna:
Jeżeli do rozłączenia połączenia musi działać siła powodująca obc. na ścinanie o wartości 0.1N/mm2.
Dane czasowe dot. tego pojęcia w. r. oznaczają okres czasu od
proc. łączenia do uzysk. w. r.
OBL. POŁĄCZEŃ KLEJONYCH (Pasowanych)
1. S. osiowa F = A · τp· fc
2. S. prom. Mt =
b - dł. klejenia
fc - wsp. wpływów f1 - r. materiału
fc = f1 ˙ f2 … f8 f2 - szczelina
f3 - Rz
f4 - b/d i pow. pas.
f5 - kier. obciążenia
(osiowy, promieniowy)
f6 - r. obciążenia
f7 - temp. pracy f8 - rodz. utw. kleju
f1 - r. materiału (0,2 ÷ 1,0)
tworzywa sztuczne : 0.2-0.4
żeliwo szare: 0.4-0.8
miedź: 0.5
galwanizowane pow. metalowe:0.5
aluminium: 0.7
stal wysokostopowa:0.8
stal:1.0
f2 szczelina (0,2 ÷ 1,0)
Optymalna szczelina w klejeniu wynosi: 0.03-0.05 mm wtedy f2 = 1-0.95 i maleje wraz z wzrostem szczeliny, przy szczelinie 0.2 mm f2= 0.25 mm.
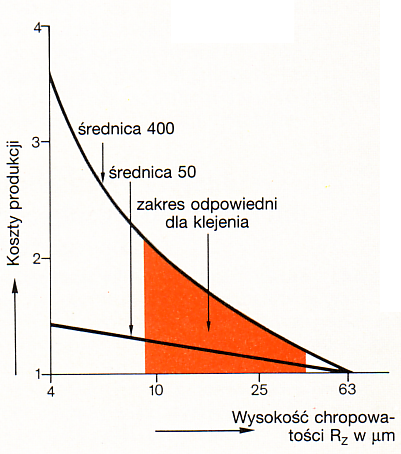
f3 - Rz wysokość chropowatości (0,8 ÷ 1,7)
Ootymalny zakres chropowatości to: Rz =30-40 μm wtedy f3 = 1.5-1.7, przy Rz = 10 μm f3 = 0.7-0.5
f5 - kier. Obciążenia: f5 - osiowa - 0.9÷1, f5 - prom. 0,4 ÷ 0,5
f6 - r. obciążenia (0,2 ÷ 1,0)
czyste obciązenie statyczne: f6 = 1.0
obciażenie pulsujące: f6 = 0.7
ciągłe obciążenie dynamiczne: f6 = 0.2 ÷ 0.5
f7 - temp. Pracy
najwyższą wytrzymałość w temp. +200 C.
i z wzrostem temp. f7 maleje i tak np. w temp. 1000C - f7=0.92
f8 - rodz. utw. kleju (0,8 ÷ 1,2)
utwardzanie w temp. Pokojowej: f8=1.0
utwardzanie z aktywatorem: f8=0.8
utwardzanie cieplne(1200 C) : f8=1.2
Wyszukiwarka
Podobne podstrony:
5 Połączenia klejone ogarnijtemat com
Polaczenia klejone
Połączenia klejone
LekcjaI Połączenia klejone
Polaczenia klejone(1)
5 Połączenia klejone ogarnijtemat com
Polaczenia klejone
Polaczenia klejone
Polaczenia nitowe
Drewno klejone warstwowo
Połączenia gwintowe js
Połączenia zgrzewane
1 Gwinty, śruby, połączenia śrubowe
Połączenia ksztaltowe inne
Polaczenia wciskowe i stozkowe(1)
więcej podobnych podstron