Katedra Inżynierii Materiałowej
|
Laboratorium Spajalnictwa |
Nazwisko i imię Deneka Paweł Filipek Marcin |
|
|
Data 8.11.2007 |
Grupa MD 105.1.a |
|
ocena |
Temat: Spawanie gazowe acetylenowo - tlenowe , cięcie termiczne. |
||
Cel ćwiczenia: Zapoznanie się ze sprzętem, urządzeniami i metodami spawania acetylenowo - tlenowego oraz cięcia termicznego.
Literatura i materiały pomocnicze:
Notatki własne
K.Marcolla - Zarys spawalnictwa
Krótkie podstawy teoretyczne:
Spawanie gazowe wykorzystuje energię spalania mieszaniny tlenu z gazem palnym. Gazami palnym najczęściej stosowanymi są: acetylen, propan, butan, gaz koksowniczy i metan.
Oprócz tlenu technicznego (czystość 97,5 - 99 %) stosuje się azot i powietrze.
Podczas spalania takiej mieszaniny, u wylotu dyszy, można uzyskać wysokie temperatury (przy spalaniu acetylenu nawet do 3100°C).Właśnie z tego powodu, a także łatwości i niskiego kosztu jego wytworzenia stał się on tak popularny.
Acetylen powstaje w wytwornicach (wysokiego, niskiego ciśnienia )wyniku reakcji karbidu z wodą:
CaC2 + 2H2O → C2H2 + Ca(OH)2 + Q
Ciśnienia w urządzenia spawalnicze (max ciśnienia)
Tlen Acetylen
Butla 15MPa(20 MPa dla butli ul. cieplnie) 1,5MPa
Przewody łączące 2MPa 1,2MPa
Kolor butli niebieski żółty
Kolor węży niebieski czerwony
Butle zarówno do tlenu jak i acetylenu wykonane są ze stali jako ciągnione bez szwów. Podobnie jak i zawory. W celu uniemożliwienia pomyłki przy podczepianiu węży do butli
butla zawierająca acetylen posiada gwint prawy a z tlenem lewy.
Spawać gazowo można: stale, żeliwa („na zimno” i „gorąco”), miedź i jej stopy oraz stopy aluminium, z tym że dodaje się w 2 ostatnich przypadkach topniki .
Charakterystyka płomienia acetylenowo - tlenowego :
1 - jąderko ; rozżarzone świecące cząstki składników płomienia
2 - jąderko ; strefa rozpadu składników płomienia
3 - strefa redukująca
4 - strefa utleniająca
Cięcie tlenem:
Istotą cięcia tlenowego jest wypalenie strumieniem czystego tlenu materiału podgrzanego uprzednio do temperatury zapłonu. Tlen użyty do cięcia powinien być możliwie czysty. Wraz z obniżaniem się czystości tlenu pogarszają się warunki cięcia: spada prędkość, rośnie zużycie tlenu. Ciąć tlenem można jedynie stale węglowe i niskostopowe oraz niektóre wysokostopowe których zawartość pierwiastków stopowych nie przekracza określonej normy.
Szkic stanowiska laboratoryjnego
Parametry spawania:
Ciśnienie acetylenu C2H2 - 0,03 MPa
Ciśnienie tlenu O2 - 0,4 MPa
Kierunek spawania - w lewo
Zastosowany drut spawalniczy Sp1GA o φ2,5 mm
Nasadka do spawania nr3
Materiał spawany :
Blacha St3SX grubości 1,5 mm
Podczas ćwiczeń laboratoryjnych wykonano następujące złącza spawane:
złącze doczołowe spoina czołowa
złącze przylgowe spoina brzeżna
Szkic złącza czołowego:
Spoina brzeżna:
Wnioski:
Spoina czołowa powstała podczas spawania gazowego posiada wadę niepełnego złączenia dwóch płytek. Powodem tego było złe nadtopienie drutu w czasie spawania. W niektórych miejscach nastąpiło przegrzanie elementów łączonych co wpływa niekorzystnie na wytrzymałość wykonanej spoiny. Natomiast spoina brzeżna została wykonana prawidłowo, spoina jest regularna nie posiada nadtopień i żadnych widocznych wad.
1
3
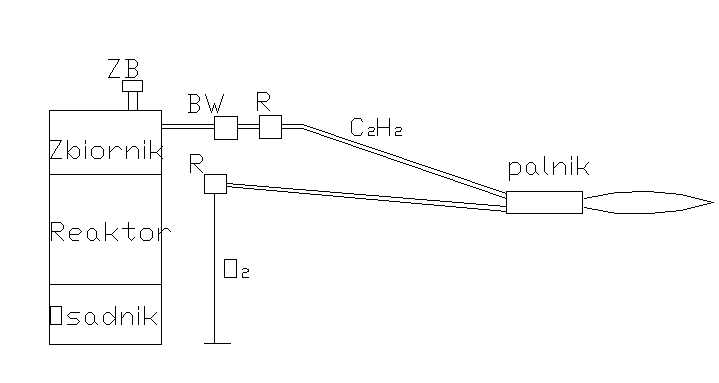
O2
C2H2
Palnik
Bezpieczniki
Reduktory
Wyszukiwarka
Podobne podstrony:
9149
9149
MIERNIK ZUŻYCIA ENERGII ELEKTRYCZNEJ SILVERCREST 9149
więcej podobnych podstron