Połączenia lutowane i klejone
Lutowaniem nazywa się łączenie elementów metalowych lub metalowych z ceramicznymi za pomocą dodatkowego niskotopliwego stopu metali nieżelaznych. Proces lutowania realizowany jest w temperaturze topnienia środka łączącego - lutu.
Połączenie powstaje w wyniku wzajemnej dyfuzji lutu i materiałów części łączonych.
W zależności od temperatury topnienia lutu, wyróżnia się:
lutowanie miękkie za pomocą lutów o temperaturze topnienia poniżej 550 oC ( zwykle poniżej 300 oC ),
lutowanie twarde z użyciem lutów o temperaturze topnienia powyżej 550 oC,
lutospawanie mosiądzem lub stopami niklu,
lutowanie lutami szlachetnymi.
Lutowanie miękkie stosuje się do łączenia elementów, które nie będą narażone na duże obciążenia i wysoką temperaturę. Połączenia wykonane lutem miękkim są szczelne a ich wytrzymałość na ścinanie Rt = 50 ÷ 70 MPa przy łączeniu metali lekkich,
i Rt = 30 ÷ 40 MPa przy łączeniu metali ciężkich.
Lutowanie twarde stosuje się gdy połączenie ma podlegać znacznym obciążeniom i pracować w temperaturze przekraczającej 150 oC. Lutami twardymi są stopy miedzi z cynkiem i stopy srebra.
Zgodnie z normą europejską PN-EN ISO 3677:2001 oznaczanie spoiw do lutowania dokonywane jest według poniższego schematu:
lut miękki:
_
lut twardy:
_ _
Przykłady oznaczenia spoiw:
S-Sn63Pb37 - lut miękki na osnowie cyny (63%), zawierający 37% ołowiu.
B-Ag72Cu-780 - lut twardy, zawierający 72% srebra i 28% miedzi o temperaturze krzepnięcia 780oC.
Projektowanie połączeń lutowanych
Powierzchnie przeznaczone do lutowania powinny być metalicznie czyste i dlatego należy je wcześniej oczyścić mechanicznie a następnie chemicznie.
Łączenie elementów odbywa się przez roztopienie lutu i zwilżenie nim powierzchni łączonych, które nie ulegają nadtopieniu. Aby mogło nastąpić dobre zwilżenie i dyfuzja lutu z materiałem łączonym, należy zagwarantować luz między łączonymi elementami 0,1 ÷ 0,2 mm przy lutowaniu miękkim, lub 0,01 ÷ 0,02 mm przy lutowaniu twardym.
O ile to jest możliwe połączenia lutowane powinny pracować na ścinanie. Połączenia czołowe są najsłabsze.
Przykłady połączeń lutowanych przedstawiono na rys
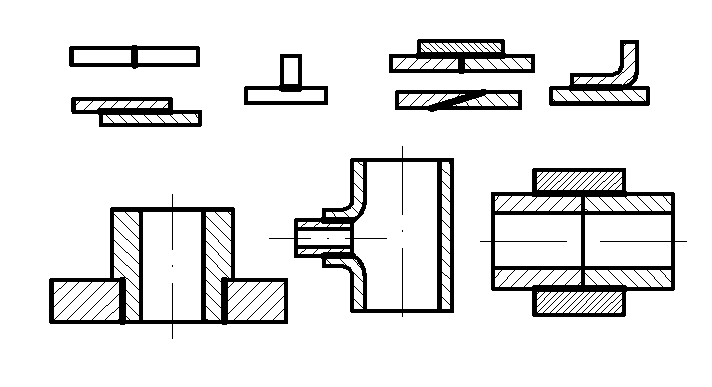
Przykłady połączeń lutowanych i klejonych. Zalecane są rozwiązania pokazane w przekroju
Dla typowego połączenia lutowego, warunek wytrzymałościowy ma postać:
τ' = ![]()
≤ k't ,
gdzie: A - pole powierzchni nośnej, dla połączenia zakładkowego jest
to pole prostokąta A = b l
F - obciążenie,
k't = ![]()
- naprężenia dopuszczalne na ścinanie dla spoiny,
Rt - wytrzymałość lutu na ścinanie, można przyjmować:
Rt=15 ÷50 MPa - miękkie luty na osnowie cyny i ołowiu
(większe wartości przy spoiwie
zawierającym 40÷60% Sn),
Rt=20 MPa - miękkie luty bizmutowe
Rt=100 MPa - miękkie luty na osnowie kadmu,
Rt=100 ÷350 MPa -luty twarde.
x - współczynnik bezpieczeństwa, jego wartość należy
przyjmować
x = 3 dla obciążeń stałych,
x = 3 dla obciążeń tętniących,
x = 8 dla obciążeń wahadłowych
Połączenia klejone
Połączenie klejone powstaje w wyniku wprowadzenia pomiędzy powierzchnie łączonych elementów cienkiej warstwy kleju, który dzięki siłom adhezji przywiera do powierzchni łączonych. W utwardzonym kleju siły kohezji (spójności) pozwalają przenieść obciążenie spowodowane siłami zewnętrznymi.
W budowie maszyn stosowane są głównie kleje syntetyczne, termoutwardzalne, które wiążą w wyniku procesu chemicznego zachodzącego przy temperaturze wyższej niż 100 oC, oraz chemoutwardzalne, które wiążą po dodaniu utwardzacza w temperaturze otoczenia.
Postać zniszczenia połączenia klejonego zależy od proporcji między siłami kohezji w warstwie kleju, kohezji w materiałach łączonych oraz łącznych sił adhezji. Może to być odklejenie, rozerwanie warstwy kleju lub wyrwanie warstwy wierzchniej. Dobry klej powinien charakteryzować się zbliżonymi wartościami sił kohezji i adhezji.
Główną zaletą połączeń klejonych zwłaszcza w porównaniu z połączeniami spawanymi jest możliwość łączenia różnorodnych materiałów.
Kleje nie powodują zmian strukturalnych w materiałach łączonych.
Nie jest wymagane stosowania wysokiej temperatury.
W powstałej skleinie zmiany naprężeń są płynne, brak jest skurczu i naprężeń własnych.
Stosując odpowiednie kształtowanie zakładek i nakładek można istotnie poprawić równomierność rozkładu naprężeń na długości skleiny.
Łatwo uzyskać gładką powierzchnię po łączenia.
Wadami połączeń klejonych są:
mała odporność na rozwarstwianie,
mała odporność części klejów na działanie wysokich temperatur, skłonność do pełzania i starzenia kleju pod wpływem warunków atmosferycznych.
Projektowanie połączeń klejonych
Projektując połączenia klejowe należy dążyć do takiego ich ukształtowania, aby w skleinie występowały naprężenia ścinające lub ściskające. Należy unikać takiego ukształtowania połączenia kiedy występują naprężenia rozrywające
Ze względu na mnogość czynników jedynym wiarygodnym sposobem wyznaczenia naprężeń dopuszczalnych dla połączeń lutowanych i klejonych jest badanie próbek w warunkach zbliżonych do eksploatacyjnych.
Poprawnie ukształtowane złącze, w szczególności dla połączenia zakładkowego blach, obliczane jest z warunku:
τ' = ![]()
≤ ![]()
![]()
= k't
gdzie: Ft - siłą ścinająca skleinę,
At - pole ścinanego przekroju skleiny,
Rt - wytrzymałość skleiny na ścinanie, wartości można dobrać z literatury
xt - współczynnik bezpieczeństwa,
βt = f ( ![]()
׃ ![]()
) - współczynnik spiętrzenia naprężeń w
skleinie zależny od stosunku sztywności
rozciąganych blach oraz od stosunku
sztywności ścinanej skleiny do sztywności
podatniejszej blachy o grubości g1.
![]()
= ![]()
≤ 1
gdzie: E1, E2 - moduł Younga łączonych materiałów - dla stali można
przyjąć 2,1 . 105 MPa,
g1, g2 - grubości sklejanych blach.
G - moduł Kirchhoffa dla kleju, np. dla dla Epidianu 5,
G = 1150 MPa
![]()
= ![]()
= ![]()
gdzie: l - długość skleiny zakładki,
s - grubość skleiny,
W przybliżonych obliczeniach lub w przypadku braku danych można przyjmować:
k't = 10 ÷ 30 MPa - dla połączeń klejonych na zimno,
k't = 20 ÷ 50 MPa - dla połączeń klejonych na gorąco ,
k'tj = (0,3 ÷ 0,35) k't
skład chemiczny
S
temperatura krzepnięcia spoiwa
skład chemiczny
B
Wyszukiwarka
Podobne podstrony:
7687
7687
7687
7687
praca-magisterska-wa-c-7687, Dokumenty(2)
więcej podobnych podstron