AKADEMIA TECHNICZNO - ROLNICZA W BYDGOSZCZY |
LABORATORIUM : Statyka i wytrzymałość materiałów |
Studium: MGR Semestr : IV Grupa A Data: 14.04.1999 r. |
Temat: Próba ścinania. |
Skład grupy:
1. Tomasz Jagła
2. Paweł Frankowski
3. Robert Gugała
4. Adam Sagan
5. Ireneusz Olszak
I. Wstęp teoretyczny
1. Metodyka obliczania
Metodyka obliczania elementów pracujących na ścinanie w znacznej mierze opiera się na teorii czystego ścinania. Zwykle jednak w przekrojach ścinanych elementów konstrukcyjnych występują równocześnie naprężenia normalne. Materiał pracuje więc tu w bardziej złożonym stanie naprężeń niż dla przypadku czystego ścinania. Dlatego też wyznaczenie naprężeń dopuszczalnych dla sworzni, nitów itp. powinno być oparte na danych doświadczalnych uzyskanych z prób wytrzymałości na ścinanie całych połączeń lub oddzielnie pracujących elementów, a nie na podstawie czystego ścinania lub hipotez wytężenia. Próba ścinania technologicznego jest więc próbą o charakterze czysto praktycznym.
Proste ścinanie dowolnej próbki rozumiane jako cięcie materiału może być dokonane tylko przez siły tnące, tzn. siły leżące na wspólnej płaszczyźnie i posiadające przeciwne zwroty. Warunek ten spełniałyby tylko dwa ostrza nieskończenie cienkie. W rzeczywistości noże o pewnej grubości podczas wnikania w materiał prowadzą do rozsunięcia sił, które tworzą parę (Rys.1.1.) i wywołują w materiale naprężenia zginające. Początku stopniowego niszczenia materiału przy tego rodzaju ścinaniu należy doszukiwać się zwykle w zbyt wielkich ciśnieniach wywieranych przez ostrze noża. W praktyce laboratoryjnej przeprowadza się próbę ścinania (technologicznego) wg prostego schematu pokazanego na Rys.1.1.
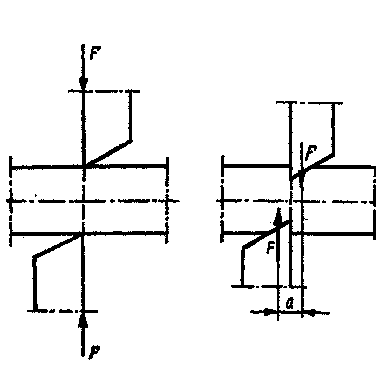
Rys.1.1.Schemat ścinania technologicznego.
2. Próbki
Do próby ścinania używa się próbek okrągłych, obrobionych mechanicznie, których średnica nominalna i dopuszczalne odchyłki, a także długość powinny odpowiadać wymaganiom wg tabeli 1. Chropowatość próbek obrobionych mechanicznie nie powinna przekraczać 1,25 μm wg parametru Ra PN-73/M-04251. Dopuszcza się badanie próbek z drutu w stanie dostawy ( odcinki próbne bez obróbki skrawaniem ). Na powierzchni próbki nie powinno być pęknięć, rozwarstwień, wtrąceń niemetalicznych, wżerów powstałych na skutek korozji i uszkodzeń mechanicznych.
Tabela 1.
Wymiary próbek na ścinanie ( wg PN-86/H-04321 )
d |
dopuszczalne odchyłki |
L min |
|
d |
dopuszczalne odchyłki |
L min |
2 |
- 0,020 - 0,370 |
50 |
|
12 |
- 0,016 - 0,193 |
110 |
3 |
- 0,020 - 0,370 |
50 |
|
14 |
- 0,016 - 0,193 |
110 |
4 |
- 0,030 - 0,390 |
50 |
|
16 |
- 0,016 - 0,193 |
110 |
5 |
- 0,030 - 0,390 |
50 |
|
18 |
- 0,016 - 0,193 |
130 |
6 |
- 0,030 - 0,345 |
50 |
|
20 |
- 0,020 - 0,212 |
130 |
8 |
- 0,040 - 0,370 |
50 |
|
25 |
- 0,020 - 0,212 |
130 |
10 |
- 0,013 - 0,186 |
110 |
|
|
|
|
3. Urządzenia do próby ścinania
Próbę ścinania przeprowadza się na uniwersalnych zrywarkach przy zastosowaniu specjalnego przyrządu pokazanego na Rys.2. Przyrząd składa się z korpusu 1, w którym podczas próby przesuwa się płytka ślizgowa 2. W korpusie 1 i płytce ślizgowej 2 znajdują się otwory o jednakowej średnicy D. W otworach korpusu osadza się wymienne wkładki 3 ustalające położenie próbki 4, a w otworze płytki ślizgowej - wkładkę ścinającą 5. Wkładki ustalające 3 i ścinające 5 dobiera się w zależności od średnicy d próbki. Śruby dociskowe 6 służą do ustalania położenia wkładek 3, w części niegwintowanej otworów w korpusie 1.
Części chwytowe korpusu i płytki ślizgowej powinny być dostosowane do uchwytów maszyny i zapewnić współosiowość sił ścinających. W przypadku przeprowadzania próby ścinania siłami ściskającymi części chwytowe urządzenia powinny mieć płaszczyzny prostopadłe do kierunku działania siły, a w przypadku przeprowadzania próby ścinanie siłami rozciągającymi części uchwytowe powinny być dostosowane do uchwytów maszyny wytrzymałościowej. Luz pomiędzy wkładką ustalającą a wkładką ścinającą powinien wynosić najwyżej 0,1 mm. Twardość wkładek ustalających i ścinających powinna wynosić min. 700 HV ( 60,1 HRC ).
4. Wykonanie próby ścinania i jej wyniki
Przy prawidłowym zamocowaniu przyrządu do badania wytrzymałości na ścinanie, między wkładkami ustalającymi a wkładką ścinającą nie powinno występować tarcie i przy jałowym biegu maszyny ( przed wstawieniem próbki ), wskazanie siłomierza powinno być niezmienne. Prędkość ścinania należy utrzymać nie większą niż 10 MPa/s.
Rys.1.2. Przyrząd do przeprowadzania próby
ścinania siłami ścinającymi.
![]()
Wytrzymałość na ścinanie ( technologiczne ) Rt wyznacza się ze wzoru:
![]()
gdzie:
F - największa siła uzyskana w czasie próby ścinania [N]
d - średnica badanej próbki [mm]
Wzór (1) opiera się na założeniu równomiernego rozkładu naprężeń tnących w ścinanych przekrojach i pominięciu naprężeń pochodzących od zginania. Założenie to jest w gruncie rzeczy bardzo odległe od rzeczywistości. Określoną w powyższy sposób wytrzymałość Rt należy traktować jako pewną wielkość umowną, porównawczą, dającą jedynie orientacyjną ocenę jakości badanego materiału, a nie jego rzeczywistą wytrzymałość na czyste ścinanie.
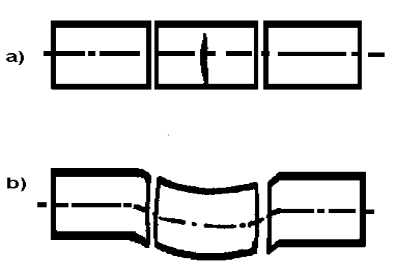
Naprężenia zginające są tym intensywniejsze, im większe są luzy między próbką a ścianami otworów w przyrządzie. Moment zginający powiększa się wraz ze wzrostem wymiarów a i b i przyjmuje największą wartość w przekroju symetrii przyrządu. W określonych warunkach, szczególnie podczas badania metali wykazujących stan kruchości prowadzi to do powstania pęknięcia w tym przekroju. Pęknięcie to pojawia się jeszcze przed ścięciem próbki (Rys.1.3a).
Próbki z materiałów sprężysto - plastycznych ulegają charakterystycznemu zgięciu oraz zgniotowi wskutek dużych nacisków, co poznaje się po pewnym spłaszczeniu próbki (Rys.1.3b). Stąd też wytrzymałość na technologiczne ścinanie określona wzorem (1) zależy nie tylko od własności wytrzymałościowych materiału próbki, lecz jednocześnie od kształtu i wielkości przekroju oraz wymiarów przyrządu i dokładności przylegania próbki do jego otworów. Należy więc zachować dużą ostrożność w interpretowaniu i porównywaniu wyników uzyskanych w różnych warunkach.
Wytrzymałość na ścinanie Rt określoną w opisany wyżej sposób można uważać za orientacyjny wskaźnik jakości materiału w połączeniach sworzniowych, nitowanych itp. Wartość Rt jest zwykle większa od naprężenia ścinającego, wyznaczonego na podstawie próby skręcania. Na podstawie licznych prac doświadczalnych stwierdzono, iż wartość stosunku Rt/Rm dla różnych stali zawarta jest w przedziale 0,7 - 0,8, a dla żeliwa szarego wynosi ok. 1,1.
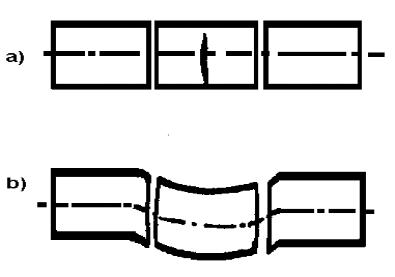
Rys.1.3. Próbki dwucięte po próbie ścinania:
a ) z materiału kruchego
b ) z materiału sprężysto - plastycznego
Próbę należy przeprowadzić w temperaturze 10 ÷ 35 oC. Próbkę umieszczamy pomiędzy wkładki ustalające i ścinające, a następnie równomiernie przykładamy obciążenie w taki sposób, aby szybkość przyrostu naprężenia próbki, do momentu ścięcia próbki nie był większy niż 10 MPa / s.
II. Cel ćwiczenia
Celem ćwiczenia jest zapoznanie się z praktycznym sposobem wykonania próby ścinania (technologicznego), zgodnie z obowiązującą normą PN - 86 / H - 04321, używanymi do tego celu próbkami i urządzeniami oraz interpretacją i opracowaniem wyników próby.
Wykonanie ćwiczenia polega na poddaniu próbek obciążeniu ścinającemu w przystosowanym do tego celu przyrządzie, obserwacji zachowania się tych próbek pod wzrastającym obciążeniem aż do ich zniszczenia, wyznaczeniu wytrzymałości na ścinanie Rt oraz przeprowadzeniu analizy i dyskusji otrzymanych wyników.
III. Przebieg ćwiczenia
1.Przygotować arkusz protokółu.
2.Narysować w protokóle schemat próby ścinania i zapisać dane dotyczące próbki (materiał, wymiary). Średnicę d próbki należy zmierzyć przy pomocy mikrometru z dokładnością do 0,01 mm.
3.Ustalić zakres siłomierza maszyny i założyć odpowiednie obciążniki. Orientacyjną wartość siły niszczącej oblicza się ze wzoru:
![]()
gdzie:
Rt - wytrzymałość na ścinanie w [Pa], przyjęta na podstawie tablic lub zależności
Rt = 0,7 - 0,8 Rm dla stali oraz Rt = 1,1 Rm dla żeliwa szarego.
4.Sprawdzić działanie urządzenia do próby ścinania zgodnie z wytycznymi zawartymi w punkcie I.4.
5.Wstawić próbkę i poddać ją wzrastającemu obciążeniu aż do jej ścięcia. Obserwować przebieg ścinania na wykresie. Zapisać w protokóle wartość obciążenia niszczącego.
6.Wykonać obliczenia Rt wg wzoru ( 1 ) i zrobić szkic zniszczonej próbki.
7.Zapisać w protokóle warunki w jakich została wykonana próba.
Nr próbki |
Materiał |
Rt [MPa] |
1 |
Aluminium |
128,89 |
2 |
Stal |
371,21 |
IV. Protokół pomiarów
Wyniki pomiarów |
|||||
Nr Próbki |
Materiał |
Średnica próbki d0 |
Pole przekroju S0 |
Obciążenie niszczące F |
Wytrzymałość na ścinanie Rt ═ F/2S0
|
|
|
mm |
mm2 |
N |
MPa |
1 |
aluminium |
11,7 |
107,45 |
27700 |
128,89 |
2 |
stal |
11,97 |
112,47 |
83500 |
371,21 |
Warunki wykonania próby: |
|||||
Zakres siłomierza 4kN i 10kN |
|||||
V. Wnioski
Na podstawie wyników ćwiczenia możemy stwierdzić, że w zależności od rodzaju materiału, przy porównywalnych wymiarach próbek, ich wytrzymałość na ścinanie znacznie różni się od siebie. W tym przypadku, w czasie porównywania wytrzymałości na ścinanie próbki wykonanej z aluminium oraz próbki stalowej okazało się, że wytrzymałość na ścinanie materiału wykonanego ze stali jest prawie trzykrotnie większa od wytrzymałości na ścinanie materiału aluminiowego o zbliżonych wymiarach.
Ćwiczenie uświadomiło nam także iż czyste ścinanie w warunkach laboratoryjnych jest niewykonalne. Proste ścinanie dowolnej próbki rozumiane jako cięcie materiału może być dokonane tylko przez siły tnące, tzn. siły leżące na wspólnej płaszczyźnie i posiadające przeciwne zwroty. Warunek ten spełniałyby tylko dwa ostrza nieskończenie cienkie. W rzeczywistości noże o pewnej grubości podczas wnikania w materiał prowadzą do rozsunięcia sił, które tworzą parę i wywołują w materiale naprężenia zginające. W wyniku działania momentu gnącego w próbce ze stali powstało pęknięcie. Stało się tak dlatego, że stal jest krucha. Próbka z aluminium uległa charakterystycznemu zgięciu oraz zgniotowi wskutek dużych nacisków, co objawiło się pewnym spłaszczeniem próbki. Z teorii wiemy, że dzieje się tak zwykle z materiałami sprężysto - plastycznymi, a więc doświadczenie potwierdziło, że aluminium jest właśnie takim materiałem.
1
5
![]()
![]()
![]()
Wyszukiwarka
Podobne podstrony:
Badanie efektywnosci pracy hamulca tasmowego1, Mechanika IV semestr, Podstawy Konstrukcji Maszyn UT
pkm lozyska sciaga, Mechanika IV semestr, Podstawy Konstrukcji Maszyn UTP, laboratorium, PKM sem 4 l
lozysko slizgowe-straty tarcia, Mechanika IV semestr, Podstawy Konstrukcji Maszyn UTP, laboratorium,
Naprężenie tnące w spoinach pachwinowych, Mechanika IV semestr, Podstawy Konstrukcji Maszyn UTP, lab
laborka pkm, Mechanika IV semestr, Podstawy Konstrukcji Maszyn UTP, laboratorium, PKM sem 4 laborka
PKM przekładnia pasowa, Mechanika IV semestr, Podstawy Konstrukcji Maszyn UTP, laboratorium, PKM sem
SPR, Mechanika IV semestr, Podstawy Konstrukcji Maszyn UTP, laboratorium, PKM sem 4 laborka
pkm przekladnia sciaga, Mechanika IV semestr, Podstawy Konstrukcji Maszyn UTP, laboratorium, PKM sem
PKM sprzęgła, Mechanika IV semestr, Podstawy Konstrukcji Maszyn UTP, laboratorium, PKM sem 4 laborka
teczka, AGH-IMiR-AiR, IV semestr, Podstawy Konstrukcji Maszyn, Inne
Dopuszczalne naciski powierzchniowe, AGH-IMiR-AiR, IV semestr, Podstawy Konstrukcji Maszyn, Inne
PKM projekt, Lotnictwo i Kosmonautyka WAT, semestr 3, Podstawy konstrukcji maszyn, Projekt przekładn
PKM - opracowania roznych pytan na egzamin 6, Automatyka i Robotyka, Semestr 4, Podstawy konstrukcji
projekt dla rudego, Automatyka i Robotyka, Semestr 4, Podstawy konstrukcji maszyn, Projekt
egzam - 3 zadania, Studia, samestr IV, PKM2, Podstawy konstrukcji maszyn II, Egzaminy
Pytania 2, Automatyka i Robotyka, Semestr 4, Podstawy konstrukcji maszyn, Pytania i pomoce
PKM pytania-krzych, Automatyka i Robotyka, Semestr 4, Podstawy konstrukcji maszyn, Teoria
Ściąga PKM(1), Automatyka i Robotyka, Semestr 4, Podstawy konstrukcji maszyn, Teoria, PKM
więcej podobnych podstron