Temat: Wpływ parametrów skrawania przy toczeniu, frezowaniu i struganiu na
chropowatość powierzchni
WPROWADZENIE
Warunki skrawania i parametry skrawania
Warunki skrawania - całokształt wszystkich czynników wchodzących w skład procesu skrawania: wszelkie informacje dotyczące obrabiarki, narzędzia, przedmiotu obrabianego, mocowania, chłodzenia, prędkości ruchu jak również wszystkie wymiary warstwy skrawanej.
Parametry skrawania - całokształt wszystkich czynników obejmujących ruchy przedmiotu obrabianego, wymiary naddatku usuwanego w kolejnych przejściach narzędzia, geometrię warstwy skrawanej i geometrię ostrza.
Technologiczne parametry skrawania - wyznaczane podczas projektowania procesu technologicznego obróbki skrawaniem: ruchy narzędzia i przedmiotu, głebokość skrawania.
Geometryczne parametry skrawania - wielkości charakteryzujące pole przekroju poprzecznego warstwy skrawanej, kształt i wymiary.
Technologiczne parametry skrawania:
- prędkość obrotowa n [obr / min] - charakteryzuje ruch główny (ruch obrotowy lub prostoliniowy zwrotny, w czasie którego przy wyłączonym posuwie skrawanie zachodzi w jednym cyklu - podczas 1 obrotu), jest to liczba obrotów przedmiotu lub narzędzia w czasie 1 sekundy.
- prędkość skrawania v [m / min] - prędkość ruchu głównego, jest to długość drogi jaką pkt. styczności krawędzi skrawającej z przedmiotem przebywa w jednostce czasu. Dana jest zależnością: v = . D . n / 1000 [m / min]
D - średnica narzędzia lub przedmiotu obrabianego [mm]
n - prędkość obrotowa [obr / min].
n = 1000 . v / . D [obr / min]
- posuw na obrót p [mm / obr] - wartość liniowa przemieszczenia narzędzi lub przedmiotu odpowiadająca 1 obrotowi ruchu głównego.
- prędkość posuwu vt [m / min] lub posuw minutowy pt [mm / min] chwilowa prędkość ruchu posuwowego (ruch narzędzia lub przedmiotu warunkujący wraz z ruchem głównym usunięcie warstwy materiału z powierzchni obrabianej) wyrażona jako stosunek drogi narzędzia lub przedmiotu do czasu.
pt = p . n [mm / min] Vt = pt / 1000 [m / min]
- głębokość skrawania g [mm] - długość odcinka odpowiadająca odległości między powierzchniami obrobioną i obrabianą.
Geometryczne parametry skrawania:
- szerokość warstwy skrawanej b [mm] - długość odcinka wyzna- czonego przez ślad powierzchni skrawania w płaszczyźnie przekroju poprzecznego warstwy skrawanej (pł. ta jest do wektora prędkości ruchu głównego, a ruchu obrotowym jest płaszczyzną osiową).
- grubość warstwy skrawanej a [mm] - długość odcinka wyznacza- jącego odległość kolejnych śladów powierzchni skrawania w płaszcz. przekroju poprzecznego warstwy skrawanej, jest mierzona zawsze prostopadle do szerokości.
- pole przekroju poprzecznego warstwy skrawanej (nominalne) Pn [mm2] - pole figury płaskiej otrzymanej przez przekrój warstwy skrawanej płaszczyzną przekroju poprzecznego. Pole to w przypadku równoległoboku (a = const) wynosi: Pn = a . b [mm2].
Kształt tego pola zależy od geometrii ostrza i położenia krawędzi ostrza względem przedmiotu. Podczas toczenia duży wpływ na kształt tego pola ma kąt przystawienia (im większe tym b mniejsze i a większe).
- resztowe pole przekroju poprzecznego warstwy skrawanej Pr [mm2] - pole nierówności pozostawionej na powierzchni obrobionej w jednym cyklu (obrocie) ruchu głównego. Dlatego rzeczywiste pole przekroju poprzecznego warstwy skrawanej wynosi:
Prz = Pn - Pr [mm2]
Chropowatość powierzchni
Chropowatość powierzchni (gładkość) jest to zbiór mikronierówności pozostawionych na powierzchni obrobionej po skrawaniu.
Teoretyczna wysokość chropowatości Rt - wysokość pola przekroju resztowego, wyznaczona z geometrycznych warunków styku ostrza z materiałem obrabianym.
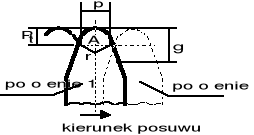
Na podstawie rysunku, po odpowiednich przekształceniach zależności, chropowatość teoretyczna wynosi: Rt = p2 / 8r .
Zmniejszenie chropowatości powierzchni obrobionej można uzyskać przez zmniejszenie posuwu i zwiększenie promienia zaokrąglenia, a także przez zmniejszenie kątów przystawienia.
Rzeczywista wysokość chropowatości (która może różnić się od teoretycznej) wyznacza się tylko przez pomiar za pomocą specjalnych przyrządów. W celu wyznaczenia rzeczywistej chropowatości dokonujemy umownego przekroju powierzchni płasczyzną prostopadłą, orientowaną w ustalonym kierunku, najczęściej wyznaczonym przez kierunek, w którym chropowatości są największe. Przekrój ten wyznacza pewien profil badanej powierzchni, na którym jest szreg nierówności (wgłębień i wzniesień) decydujących o gładkości powierzchni. Zbiór tych nierówności o zbliżonych kształtach i stosunkowo małych odstępach określa chropowatość powierzchni. Określenie parametrów chropowatości wymaga poprowadzenia przez powierzchnię tzw. linii średniej m (linia w kierunku zgodnym z ogólnym kierunkiem profilu i dzieląca go w taki sposób, że w granicach odcinka elementarnego suma kwadratów odległości punktów profilu od linii średniej jest najmniejsza.
Warunki i parametry skrawania
Pojęcie warunki skrawania obejmuje całokształt czynników charakteryzujących proces skrawania. Zaliczamy do nich dane charakteryzujące obrabiarkę, przedmiot obrabiany, narzędzie, sposób mocowania, warunki chłodzenia, prędkość ruchów narzędzia i przedmiotu obrabianego, charakterystyczne wymiary warstwy skrawanej itp.
Parametry skrawania wchodzące w skład ogólnego pojęcia warunki skrawania, charakteryzują podstawowe ruchy narzędzia i przedmiotu obrabianego, wymiary naddatku usuwanego w kolejnych przejściach narzędzia, geometrię warstwy skrawanej i geometrię ostrza. Wśród parametrów skrawania często wydzielamy technologiczne i geometryczne parametry skrawania. Do technologicznych parametrów skrawania zaliczamy podstawowe wielkości określające ruchy narzędzia i przedmiotu oraz głębokość skrawania, to jest te wielkości, które wyznacza się w projektowaniu procesu technologicznego obróbki skrawaniem. Do geometrycznych parametrów skrawania zaliczamy przede wszystkim wielkości charakteryzujące kształt i wymiary oraz pole przekroju poprzecznego warstwy skrawanej. W innych niż toczenie sposobach skrawania do tej grupy parametrów zaliczamy i inne wielkości.
OBLICZENIA
v = . D . n / 1000 [m / min]
D - średnica narzędzia lub przedmiotu obrabianego [mm]
D = 30 [mm]
n - prędkość obrotowa [obr / min].
n = 450[obr / min]
n = 1000 . v / . D [obr / min]
v = ![]()
[m / min]
WNIOSKI
Wpływ parametrów skrawania na chropowatość powierzchni:
- wpływ prędkości skrawania: prędkość v wywiera mały wpływ na chropowatość obrabianej powierzchni.
- wpływ posuwu: posów wywiera bardzo duży wpływ na stan obrabianej powierzchni ( im posów mniejszy tym stan obrabianej powierzchni dokładniejszy )
- wpływ głębokości skrawania: głębokość skrawania wywiera mały wpływ na chropowatość obrabianej powierzchni.
1
Wyszukiwarka
Podobne podstrony:
Temperatura skrawania, Techniki wytwarzania(1)
TECHNIKA kl IG WYTWARZANIE KARTKÓWKA, Do szkoły, GIM TECHNIKA
Gronostajski,podstawy i techniki wytwarzania II,Powłoki ochronne na ostrza narzędzi skrawającychx
kolos miedzcałe do czyt, Techniki wytwarzania
obr bka skrawaniem semIII zaliczenie, Studia, Techniki wytwarzania
Do gwintów, Techniki wytwarzania(1)
Dobór narzedzi i parametrów skrawania do frezowania
cichosz,technika wytwarzania obróbka ubytkowa,skrawanie
Gronostajski,podstawy i techniki wytwarzania II, Materiały stosowane do wytwarzania form odlewniczyc
Skrypt do lab OU R1 5 Cichosz, IV Semestr, Procesy i techniki wytwarzania CAM II
Materiałoznawstwo i Techniki Wytwarzania Struktury
Materiałoznawstwo i Techniki Wytwarzania Plan Laboratoriów
TECHNIKa 2006 zapis i przechowywanie informaji gr1, Do szkoły, GIM TECHNIKA
żelazo węgiel, techniki wytwarzania z materiałoznawstwem
obróbka rezcna, WIEDZA, BHP, techniki wytwarzania
więcej podobnych podstron