1. Cel i zakres ćwiczenia laboratoryjnego
Celem ćwiczenia jest :
zapoznanie się z problematyką obróbki cieplnej stali stopowych,
analiza wpływu składu i obróbki cieplnej stali stopowych na ich własności mechaniczne,
poznanie metod badania hartowności stali.
W zakres ćwiczenia wchodzi :
dobór parametrów obróbki cieplnej wybranych stali stopowych,
pomiar twardości wybranych gatunków stali stopowych w stanie surowym, po hartowaniu oraz po hartowaniu i odpuszczaniu,
przeprowadzenie próby hartowania od czoła dla wybranych gatunków stali węglowych i stopowych,
analiza uzyskanych wyników.
2. Opis stanowiska badawczego
próbki stali stopowych do badań twardości (w stanie surowym, po hartowaniu , po hartowaniu i odpuszczaniu ),
próbki ze stali węglowej i stali stopowej do badania hartowności metodą Jominy'ego,
wyciągi z Polskich Norm dotyczących stali stopowych i ich obróbki cieplnej,
twardościomierz Brinella,
twardościomierz Rockwella,
urządzenie do badania hartowności metodę hartowania od czoła.
3. Przebieg realizacji eksperymentu
na podstawie PN oraz literatury dobrać parametry hartowania i odpuszczania dla wybranych stali stopowych,
dokonać pomiaru twardości próbek stali stopowych w stanie surowym (HB), po harowaniu (HRC), oraz po hartowaniu i odpuszczaniu (HRC) zgodnie z wyznaczonymi parametrami procesu ; wyniki zestawić w tabeli,
wyznaczyć idealną średnicę krytyczna dla wybranej stali węglowej i stopowej metodą Grossmana,
przeprowadzić próbę hartowania od czoła (Jominy'ego) dla próbek ze stali węglowej i stopowej.
4. Prezentacja wyników badań
Wyniki pomiarów twardości próbek stali stopowych
Stan surowy |
Temperatura hartownia i ośrodek |
Temperatura odpuszczania i ośrodek |
Twardość |
||
|
|
|
Stan surowy |
Hartownie |
Hartowanie i odpuszczanie |
ŁH 15 |
840 oC olej |
160 oC powietrze |
143 HB |
62 HRC |
66 HRC |
40 H |
840 oC olej |
500 oC woda, olej |
165 HB |
56 HRC |
42 HRC |
NC 6 |
840 oC olej |
180 oC powietrze |
159 HB |
65 HRC |
62 HRC |
WNL |
840 oC olej |
500 oC powietrze |
138 HB |
56 HRC |
56 HRC |
50 HSA |
840 oC olej |
500 oC powietrze |
209 HB |
55 HRC |
46 HRC |
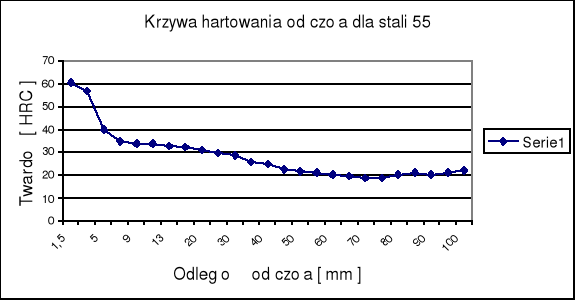
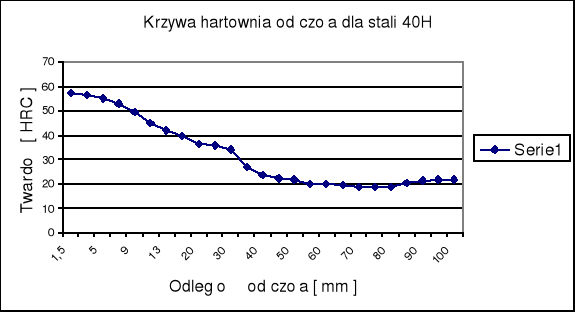
Wykresy krzywych hartowania od czoła dla próbek ze stali węglowej 55 oraz ze stali stopowej 40 H.
L.p. |
1,5 |
3 |
5 |
7 |
9 |
11 |
13 |
15 |
20 |
25 |
30 |
35 |
40 |
45 |
50 |
55 |
60 |
65 |
70 |
75 |
80 |
85 |
90 |
95 |
100 |
55 |
60,6 |
57 |
40 |
35 |
34 |
34 |
33 |
32,5 |
31 |
29,5 |
28,5 |
26 |
25 |
22,5 |
21,5 |
21 |
20 |
19,5 |
19 |
19 |
20 |
21 |
20 |
21 |
22 |
40H |
57,5 |
56,5 |
55 |
53 |
49,5 |
45 |
42 |
40 |
36,5 |
36 |
34 |
27 |
23,5 |
22,5 |
22 |
20 |
20 |
19,5 |
19 |
19 |
19 |
20,5 |
21,5 |
22 |
22 |
Określenie średnicy krytycznej metodą hartowania od czoła ( Jominy'ego ).
Dla stali węglowej 55 twardość strefy półmartenzytycznej wynosi 45 HRC , z wykresu odczytujemy tzw. odległość krytyczna lk ≈ 5 mm , dla tych wartości odczytujemy średnicę z wykresu ilustrującego zależność Dkl od lk , która wynosi około 40 mm.
Dla stali stopowej 40H twardość strefy półmartenzytycznej wynosi 38 HRC , z wykresu odczytujemy tzw. odległość krytyczna lk ≈ 18 mm , dla tych wartości odczytujemy średnicę z wykresu ilustrującego zależność Dkl od lk , która wynosi około 98 mm.
Określenie średnicy krytycznej metodą obliczeniową ( Grossmana ).
Obliczenia idealnych średnic krytycznych wykonujemy stosując wzory :
![]()
%C - zawartość węgla
B - współczynnik zależny od wielkości ziarna austenitu ( N = 5 )
fMnI ÷ fMnN - współczynniki hartowności uwzględniające wpływ poszczególnych składników
stopowych, które można wyznaczyć z zależności :
f = 1 ± ax
gdzie x - koncentracja danego pierwiastka stopowego wyrażona w %,
a - stała empiryczna uwzględniająca siłę wpływu danego pierwiastka.
Średnica krytyczna dla stali stopowej 40H
Zawartość procentowa pierwiastków:
0,4% C
0,7% Mn f = (1 + 4,8 * 0,7 ) = 4,36
0,25% Si f = ( 1 + 0,7 * 0,25 ) = 1,175
1% Cr f = ( 1 + 2,16 * 1 ) = 3,16

Średnica krytyczna dla stali węglowej 55
Zawartość procentowa pierwiastków:
0,55% C
ilość innych pierwiastków jest tak mała, że ją zaniedbujemy

5. Analiza i wnioski
Po przeprowadzeniu próby można stwierdzić, że stal stopowa 40H wykazuje lepszą hartowność niż stal węglowa 55, co obrazuje średnica krytyczna, która jest znacznie większa ( odpowiednio 95,5 mm oraz 6,93 mm). Wynikiem takiego rozwiązania jest zastosowanie dodatków stopowych , takich jak mangan , chrom , krzem , które w dużym stopniu zwiększają hartowność tej stali.
Analizując rezultaty próby Jominy'ego z metodą obliczeniową Grossmana możemy zauważyć, że o ile średnice krytyczne dla stali stopowej 40H są w obu próbach zbliżone do siebie, to w przypadku stali węglowej 55 stwierdzamy znaczną różnicę. W metodzie obliczeniowej uzyskujemy dokładną wartość średnicy, natomiast w próbie hartowania od czoła otrzymujemy przybliżone wartości tej wielkości. Dodatkowo próba ta obarczona jest mogącymi występować błędami w czasie jej przeprowadzania tzn. zbyt duża (mała) temperatura nagrzania przedmiotu, źle dobrany współczynnik intensywności chłodzenia, ”przekłamania” twardościomierza.
Obserwując tabelę twardości próbek stalowych zauważamy , że w większości przypadków twardość stali po odpuszczaniu była niższa niż próbek zahartowanych, jedynie stal łożyskowa ŁH 15 zanotowała wzrost twardości. Spadek twardości odbył się kosztem polepszenia własności plastycznych , a także zmniejszeniem naprężeń wewnętrznych. Należy zwrócić uwagę na to , że niektóre próbki zostały poddane odpuszczaniu w innych warunkach ( ŁH 15 odpuszczana w temperaturze 160 oC , NC 6 w 180 oC ) niż pozostałe ( 500 oC ), co miało również wpływ na własności stali. Zasadność zastosowania odpowiedniej obróbki cieplnej jest zależna od warunków w jakich element wykonany z danego rodzaju stali będzie pracował , a przede wszystkim od tego jaką role ma pełnić.
Wyszukiwarka
Podobne podstrony:
OBROBKA2, Politechnika Białostocka, MATERIA2
OBROBKA6, Politechnika Białostocka, MATERIA2
OBROBKA4, Politechnika Białostocka, MATERIA2
OBROBKA5, Politechnika Białostocka, MATERIA2
OBROBKA3, Politechnika Białostocka, MATERIA2
1ULTRADZ, Politechnika Białostocka, MATERIA2
MIKROSK3, Politechnika Białostocka, MATERIA2
ODKSZTAL, Politechnika Białostocka, MATERIA2
STOPY M3, Politechnika Białostocka, MATERIA2
OBR C CH, Politechnika Białostocka, MATERIA2
SCIAGA K, Politechnika Białostocka, MATERIA2
STOPY M2, Politechnika Białostocka, MATERIA2
1KOMPOZY, Politechnika Białostocka, MATERIA2
ULTRADZ2, Politechnika Białostocka, MATERIA2
ULTRADZW, Politechnika Białostocka, MATERIA2
STALE ST, Politechnika Białostocka, MATERIA2
BADANIA , Politechnika Białostocka, MATERIA2
PRZYGOTO, Politechnika Białostocka, MATERIA2
ZELIWA2, Politechnika Białostocka, MATERIA2
więcej podobnych podstron