Politechnika Śląska
Wydział: MT
Kierunek: AiR
Grupa: III
Sem: 5
Obróbka ubytkowa i technologia maszyn
LABORATORIUM
Temat: Szlifowanie i ścieranie
1 |
Banot Marek |
2 |
Bańka Marek |
3 |
Dusza Tomasz |
4 |
Florek Paweł |
5 |
Hanus Andrzej |
6 |
Karp Maciej |
7 |
Kauch Tomasz |
8 |
Klepczyński Seweryn |
9 |
Kocurek Piotr |
10 |
Koniński Krzysztof |
11 |
Koń Krzysztof |
12 |
Kruszewski Tomasz |
13 |
Krzyżak Krzysztof |
14 |
Łakomy Łukasz |
15 |
Markiewicz Adam |
1.Charakterystyka obróbki ściernej
Obróbka ścierna jest rodzajem obróbki skrawaniem, w której usuwanie zbędnego materiału odbywa się za pomocą narzędzi ściernych lub luźnych ziaren. Liczna ziarna o nieoznaczonej geometrii mają nieregularne kształty, wiele krawędzi i wierzchołków. Orientacja ziaren względem głównych kształtów kinematycznych w chwili zetknięcia z materiałem ma charakter losowy.
Podczas obróbki ściernej poza wiórowym usuwaniem naddatku występują także sprężyste i plastyczne odkształcenia materiału. Grubość warstwy usuwanej przez ostrze jest bardzo mała i wynosi kilka μm.
2. Fazy działania ziarna ściernego na przykładzie szlifowania:
Ziarno ścierne uderza pod małym kątem η w materiał obrabiany z prędkością vw i pojawia się odkształcenie sprężyste oraz tarcie między ziarnem a materiałem. Odkształcenie to zależy od właściwości materiału i parametrów obróbki.
Ostrze wgłębia się w materiał, rośnie wzajemny nacisk i powoduje trwałe odkształcenie plastyczne materiału szlifowanego, towarzyszy temu tarcie wewnętrzne. Materiał zaczyna się nawarstwiać i wypływać na boki wykonanego rowka i przed ostrze.
Zaczyna się w momencie osiągnięcia przez ostrze progowej głębokości hμ . Kiedy osiągnie tą wielkość zaczyna się właściwe tworzenie wióra. Wartość tej głębokości zależy od rodzaju i właściwości materiału (granicy plastyczności przy ścinaniu), promienia zaokrąglenia wierzchołka ziarna ,kąta wcinania η, siły nacisku, a także temperatury i prędkości skrawania.
Podczas skrawania materiału zużyciu mechanicznemu podlegają pojedyncze ziarna ścierne, co wraz ze zużyciem spoiwa powoduje makrozużycie narzędzia.
3.Narzędzia do obróbki ściernej
W obróbce ściernej rozróżnia się dwie grupy:
obróbkę narzędziami spojonymi, jak: ściernice, segmenty, krążki, taśmy, osełki, w których ziarna ścierne są związane spoiwem.
Obróbkę luźnym ścierniwem, w której używa się luźnych ziaren zawartych w pastach lub płynach.
3.1.Materiały ścierne
Materiał ścierny- substancja mineralna, której elementy po jej rozdrobnieniu mają właściwości ostrzy skrawających.
Rodzaje materiałów ściernych:
twarde
supertwarde
polerskie - o różnej twardości, charakteryzujące się drobnoziarnistością
Ziarno ścierne -element materiału ściernego po jego rozdrobnieniu.
Mikroziarno - ziarno o wielkości mniejszej niż 60μm.
Ścierniwo jest to materiał ścierny rozdrobniony na ziarna określonej wielkości. Podczas rozdrabniania powstają nieregularne ziarna ścierne o najrozmaitszych formach geometrycznych, najczęściej o różnej budowie wewnętrznej i wytrzymałości, zróżnicowanej ostrości krawędzi i różnym zaokrągleniu wierzchołków.
3.2.Podział ścierniwa:
Naturalne:
diament (D)
korund (AN)
szmergiel (N)
krzemień (KM)
granat (G)
pumeks (p)
tlenek żelazowy
baryt
kaolin
kreda
talk
trypla
Sztuczne:
diament syntetyczny (DS)
regularny azotek boru (B)
elektrokorund (A)
węglik krzemu (C)
węglik boru (BC)
szkło
berylowy tlenek
chromowy tlenek
wapno wiedeńskie
3.3.Spoiwa
Spoiwo jest składnikiem narzędzi ściernych, którego zadaniem jest powiązanie poszczególnych ziaren ściernych w porowate ciało stałe.
Spoiwo musi mieć następujące właściwości:
odpowiednią wytrzymałość , stosownie do rodzaju ścierniwa i przeznaczenia narzędzia
odporność na wpływy chemiczne i wilgoć
zdolność do tworzenia w narzędziu możliwie dużych porów, spełniających rolę rowków wiórowych.
Rodzaje spoiw:
ceramiczne
magnezytowe
krzemianowe
żywice naturalne
żywice sztuczne
gumowe
żywiczne -mechanicznie wzmocnione
gumowe- mechanicznie wzmocnione
metalowe spiekane
metalowe galwaniczne
klejowe
klejowo-żywiczne
4. Szlifowanie ściernicowe
Szlifowanie polega na masowym mikroskrawaniu materiału obrabianego przez ziarna ścierne związane spoiwem. Jest to najbardziej rozpowszechniona metoda obróbki wykańczającej, która zapewnia uzyskanie dużej dokładności wymiarowo-kształtowej i wysoką jakość warstwy wierzchniej przy dużej wydajności.
Do materiałów twardych używamy tarcz miękkich i na odwrót do materiałów miękkich używamy tarcz twardych
Odmiany szlifowania:
szlifowanie powierzchni walcowych:
* szlifowanie kłowe
* szlifowanie bezkłowe
szlifowanie płaszczyzn
szlifowanie głębokie
przecinanie ściernicowe
Mocowanie ściernic
Ponieważ ściernice pracują z dużymi prędkościami obrotowymi , muszą być starannie zamontowane na wrzecionach szlifierek .Rys.01 przedstawia zamocowanie tarczowej ściernicy płaskiej. Ściernica 1 osadzona na wrzecionie 2, jest zaciśnięta między dwoma tarczami 3 nakrętką 4. Pomiędzy tarczami a ściernicą znajdują się elastyczne podkładki 5.Przed zamocowaniem ściernicy otwór jej musi być dokładnie dopasowany do średnicy końcówki wrzeciona. Gdy otwór jest za duży ,wylewa się go ołowiem 6 i roztacza na odpowiedni wymiar.
Rys.01:Zamocowanie ściernicy
Przy szlifowaniu wgłębnym ,średnica wykonuje ruch roboczy obrotowy oraz wcina się w przedmiot na całej szerokości powierzchni szlifowanej ruchem posuwowym poprzecznym ,przedmiot zaś wykonuje tylko ruch obrotowy. Szlifowanie wgłębne ma zastosowanie do krótszych powierzchni cylindrycznych stożkowych oraz różnych obrotowych powierzchni kształtowych(Rys.02 a b c).
Rys.02:Szlifowanie zgrubne
Do kłowego szlifowania powierzchni zew. przeznaczone są szlifierki kłowe . Łoże szlifierki zaopatrzone jest w prowadnice wzdłużne oraz poprzeczne. Po prowadnicach mogą przesuwać się wzdłużne sanie wraz ze skrętnym w płaszczyźnie poziomej stołem. Skręcanie stołu stosowane jest przy szlifowaniu stożków.
Na szlifierkach kłowych można szlifować powierzchnie walcowe ,stożkowe i czołowe przedmiotów zamocowanych w kłach lub w uchwycie. Stół podczas szlifowania wykonuje ruch posuwisto - zwrotny a ściernica wykonuje ruch obrotowy.
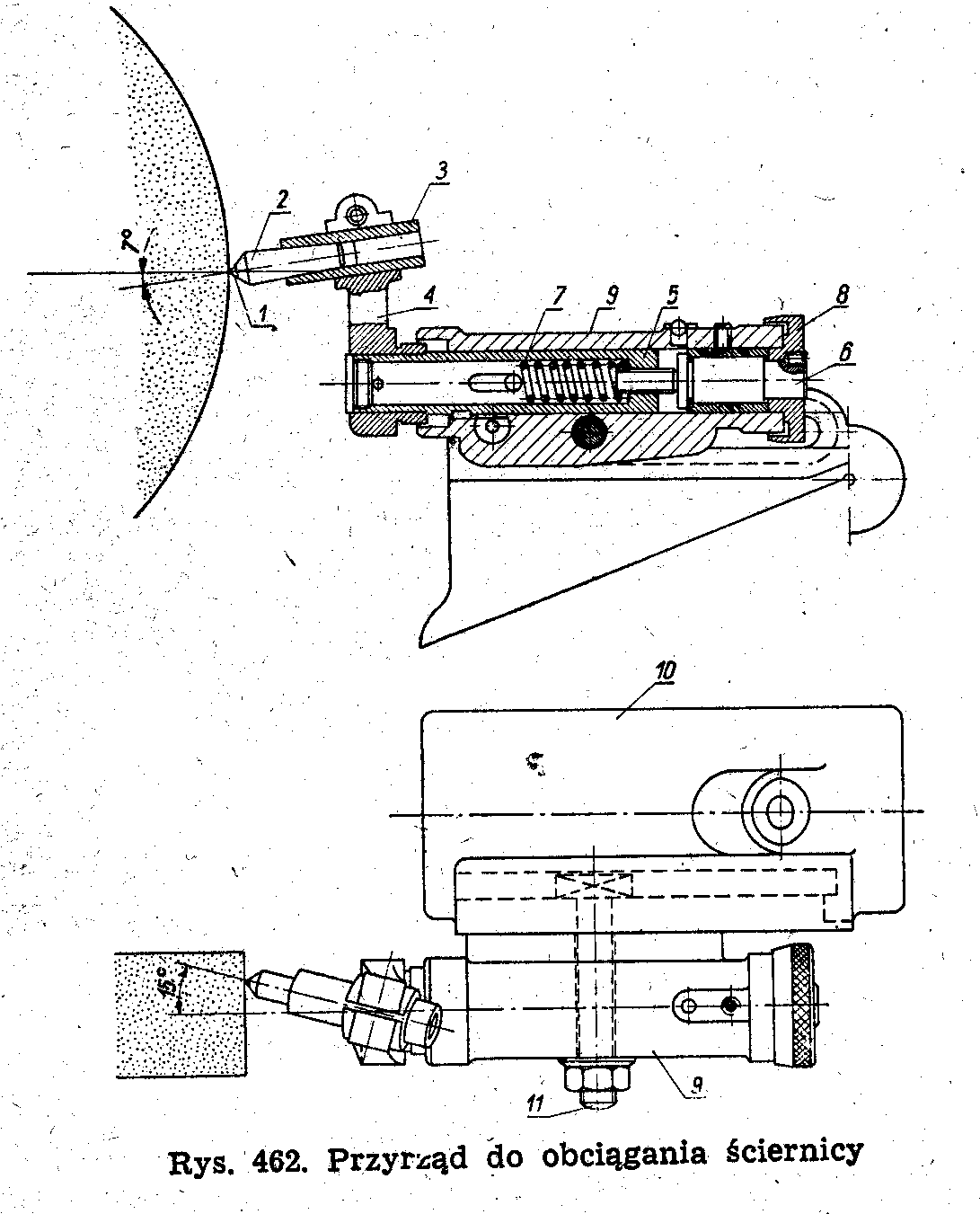
Podczas szlifowania ściernica tępi się i zanieczyszcza. W celu przywrócenia ściernicy dobrej skrawności należy ją oczyścić i wyrównać. Dokonuje się tego za pomocą specjalnego przyrządu (rys). Materiałem narzędzia używanego do wyrównywania ściernicy jest diament 1 osadzony w oprawce 2, która zamocowana jest w stożkowym gnieździe tulei 3. Oś oprawki nachylona jest do poziomu pod kątem 3 - 15° (najlepiej 7°) i do pionowej płaszczyzny symetrii ściernicy - pod kątem 15 - 30° w kierunku odwrotnym do ruchu stołu. Warunki te zabezpieczają oszczędne zużywanie się diamentu. W czasie "obciągania" ściernicę chłodzi się obficie strumieniem wody, aby me dopuścić do zagrzewania się diamentu.
Szlifierki do wałków bezkłowe są szeroko stosowane w produkcji masowej i wielkoseryjnej do obróbki ciągłych powierzchni walcowych z posuwem wzdłużnym oraz do obróbki walcowych powierzchni z występami i kształtowych powierzchni z posuwem poprzecznym.
Do zalet szlifierek bezkłowych zalicza się łatwość ich automatyzacji i włączenia w automatyczne linie obróbkowe, bardzo małe odkształcenie przedmiotu obrabianego.
Szlifowanie wewnętrznych powierzchni obrotowych
Przy szlifowaniu otworów cylindrycznych na zwykłych szlifierkach do otworów, przedmiot obrabiany i ściernica, o średnicy mniejszej od średnicy otworu, wykonują ruchy obrotowe o prędkościach obwodowych vp v (Rys.03).
Ponadto, zazwyczaj średnica przesuwa się ruchem posuwowym zwrotnym z prędkością pt w kierunku równoległym do osi szlifowanego otworu oraz okresowo poprzecznie, celem nastawiania głębokości skrawania g. Przy szlifowaniu otworów stożkowych przedmiot szlifowany musi być tak ustawiony, by tworząca szlifowanego stożka zajęła położenie równoległe do kierunku wzdłużnego posuwu ściernicy(Rys.04).szlifowanie wąskich powierzchni kształtowych (Rys.05) odbywa się tylko przy promieniowym przesuwie ściernicy. Przedmioty szlifowane mocuje się na wrzecionie w uchwytach samocentrujących lub uchwytach specjalnych.
Rys.03:Szlifowanie otworów
Rys.04: Szlifowanie otworów stożkowych
Rys.05: Szlifowanie kształtowe
Szlifowanie płaszczyzn
Do wyłącznego szlifowania powierzchni płaskich przeznaczone są różne szlifierki do płaszczyzn. Mogą one szlifować obwodem lub czołem ściernicy, przy czym stoły ich mogą wykonywać ruch posuwisty lub obrotowy. Kinematykę szlifowania płaszczyzn obwodem ściernicy na szlifierkach z przesuwnym stołem przedstawia Rys.06 .ściernica nastawiona na głębokość g obraca ię z prędkością obwodową v, przedmiot zaś przesuwa się ruchem posuwisto zwrotnym z prędkością pt. Poza tym po każdym przejściu przesuwa się on poprzecznie o wielkość pp, będącą pewną częścią szerokość ściernicy B.
Przedmioty obrabiane mogą być zamocowywane na stole szlifierki bezpośrednio przy pomocy śrub i docisków lub za pośrednictwem różnego rodzaju uchwytów i przyrządów. Najczęściej przy szlifowaniu przedmiotów z materiałów ferromagnetycznych stosowane jest zamocowanie przy pomocy uchwytu elektromagnetycznego.
Rys.06:Szlifowanie płaszczyzn
Wyszukiwarka
Podobne podstrony:
Labolatorium obróbki skrawaniem szlifowanie (ATH)
Obróbka skrawaniem Szlifowanie
szlifowanie2, ZiIP, II Rok ZIP, Skrawanie, Obróbka Skrawaniem
SZLIFOWANIE 2(1), ZiIP, Obróbka skrawaniem 2
szlifowanie(1), ZiIP, Obróbka skrawaniem 2
Toczenie+Frezownie+Szlifowanie+Wiercenie, ZiIP, Obróbka skrawaniem 2
Szlifowanie wniosek(1), ZiIP, Obróbka skrawaniem 2
Labolatorium obróbki skrawaniem szlifowanie (ATH)
Obróbka skrawaniem Szlifowanie
szlifowanie2, ZiIP, II Rok ZIP, Skrawanie, Obróbka Skrawaniem
Labolatorium obróbki skrawaniem szlifowanie (ATH)
Obróbka skrawaniem Szlifowanie Górecki
OBROBKA SKRAWANIEM id 328388 Nieznany
Projekt 2 - siły, Ansys 11, tu, obrobka skrawaniem, Obrobka skrawaniem
Wykonywanie otworow, Technologie wytwarzania, Obróbka skrawaniem, Wiercenie
obrobka skrawaniem
Obróbka Skrawaniem (K Jemielniak)
Regulamin pracowni obróbki skrawaniem, BHP, Instrukcje BHP, Szkoła
MCH3 egzamin, ZiIP, Obróbka skrawaniem 2
więcej podobnych podstron