Wydział Budowy Maszyn
Studia dzienne magisterskie
Semestr I
LABORATORIUM METROLOGII
Temat ćwiczenia :
Pomiary mikroskopami
i maszynami pomiarowymi
1. Wyznaczanie błędu nastawienia kreski na krawędź przedmiotu na maszynie pomiarowej ZKM 01-250C.
Urządzenie to posiada układ pomiarowy składający się z dwóch wzorców inkrementalnych (osie X i Y) z przetwornikami fotoelektrycznymi i cyfrowymi układami wskazującymi. ZKM jest zaopatrzony w ekran projekcyjny oraz stereoskopowy układ optyczny. Dzięki możliwości zerowania układu wskazującego upraszczją się pomiary różnicowe. Pomiar został przeprowadzony techniką z użyciem oświetlenia dolnego (pomiar zarysu cienia).
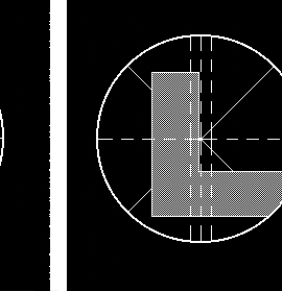
W celu określenia błędu nastawienia kreski krzyża widocznego na ekranie przyrządu na krawędź przedmiotu należy wykonać n liczbę nastawień (n=20) i obliczyć odchylenie średnie kwadratowe Sn ze wzoru:
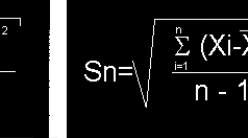
Xi - kolejny odczyt
X - średnia odczytu (arytmetyczna)
n - ilość nastawień
Dane do obliczeń z 20-tu pomiarów w mm:
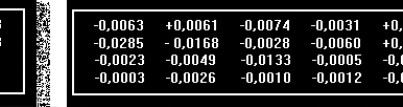
Odchylenie średnie kwadratowe wynosi :
Sn= 0,078334mm
Niedokładność nastawienia obliczamy ze wzoru:
ep=±2Sn
ep=±0,0156668mm
ep=±0,02mm
2.
Pomiar odległości osi dwóch otworów na mikroskopie warsztatowym małym z zastosowaniem głowicy podwójnego obrazu.
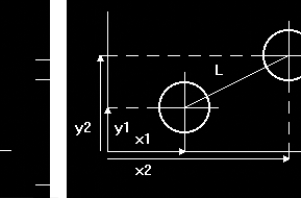
W mikroskopach warsztatowych rolę wzorca pełni podziałka śruby mikrometrycznej o zakresie 0 - 25mm. Wyposażony jest w dwie takie śruby (osie X i Y). Przeprowadzono pomiary dla każdego z otworów. Zmierzono ich współrzędne X i Y. Wyniosły one :
x1= 2,028mm , y1= 3, 0685mm , x2= 4,062mm , y2= 8,0235mm
Odległość między środkami otworów wynosi:
L= 5,35623mm
Niedokładność pomiaru mikroskopu należy obliczyć oddzielnie dla osi X i osi Y:
epx=±(A + 0,7K + BLx + CHLx)m
epy=±(A + 0,7K + BLy + CHLy)m
gdzie :
A,B,C,K - stałe
Lx,Ly - odległości między środkami otworów odpowiednio na osi X i Y w mm
H - wysokość przedmiotu ustawionego na stoliku pomiarowym w mm
Dla mikroskopu warsztatowego wsp. K= 3. Pozostałe współczynniki wynoszą:
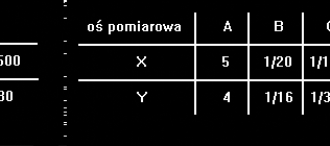
H = 20mm
epx= ±5,12882mm
epy= ±4,61mm
Całkowitą niedokładność pomiaru obliczamy ze wzoru:
ep=± 4,6884m
Po zaokrągleniu :
ep=± 5m
L= 5,356±0,005mm
3. Pomiar średnicy otworu na długościomierzu uniwersalnym metodą beznaciskową.
Przyrząd ten spełnia postulat Abbego o usytuowaniu wzorca i mierzonego wymiaru w jednej osi , jeden za drugim. W długościomierzu rolę wzorca spełniają szklane wzorce kreskowe. Zaopatrzony jest on w mikroskop odczytowy ze spiralą Archimedesa oraz urządzenie z elektroniczną sygnalizacją styku końcówki pomiarowej z przedmiotem , którego zastosowanie pozwala na uniknięcie odkształcenia się dźwigni , na której znajduje się kulka (nacisk pomiarowy F= 0).
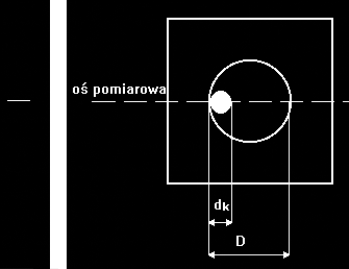
W celu zmierzenia średnicy otworu należy najpierw końcówkę pomiarową ustawić wzdłuż średnicy otworu , następnie mierzymy odległości obu krawędzi otworu (x1 i x2). Mierzoną średnicę obliczamy ze wzoru:
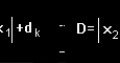
gdzie :
x1 i x2 - wskazania przyrządu
dk - średnica kulistej końcówki pomiarowej
dla :
x1= 59,27500mm , x2= 70,27520mm , dk= 2,9853mm
średnica otworu wynosi:
D= 13,9855mm
Wartość niepewności pomiaru przy pomiarze wymiarów wewnętrznych obliczamy ze wzoru:
ep=±(1,5 + L/200)m
L - mierzona długość w mm
L= D
ep=±1,56993m
ep=±2m
D= 13,986±0,002mm
4.
Pomiar średnicy otworu na mikroskopie warsztatowym dużym z zastosowaniem nasadki czujnikowej.
Pomiar za pomocą nasadki czujnikowej jest pomiarem techniką stykowo-optyczną. Budowa i działanie mikroskopu są analogiczne do mikroskopu małego. Pomiar został rozpoczęty od ustawienia nasadki czujnikowej tak, aby oś jej przesuwu pokrywała się ze średnicą pierścienia. Pomiar przeprowadzony został w osi X. Następnie zmierzono odległości x1 i x2.
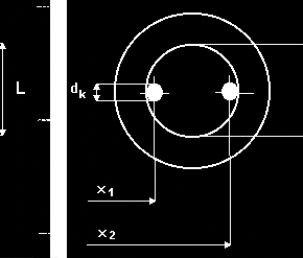
Srednicę otworu obliczamy ze wzoru:
![]()
gdzie :
x1 i x2 - wskazania przyrządu
dk - średnica kulistej końcówki pomiarowej
Dla :
x1= 17,091mm , x2= 4,380mm , dk= 3,0014mm
średnica wynosi:
L=15,712mm
Ponieważ pomiaru dokonano w jednej osi , całkowita niedokładność pomiaru jest równa niedokładności pomiaru na osi X .
ep=epx=±(A + 0,7K + BL + CHL)m
gdzie :
A,B,C,K - stałe
L - średnica otworu w mm
H - wysokość przedmiotu ustawionego na stoliku w mm
Dla mikroskopów warsztatowych wsp. K= 0 , ponieważ odpowiedni błąd występuje w wartości wsp. A ; pozostałe współczynniki są odpowiednio równe:
A= 5 , B= 1/28 , C= 1/3000 , H= 50mm
ep=±5,823m
ep=±6m
L= 15,712±0,006mm
Wyszukiwarka
Podobne podstrony:
3141
3141
3141
3141
iPhone 5 Boardview 820 3141 B
3141
więcej podobnych podstron