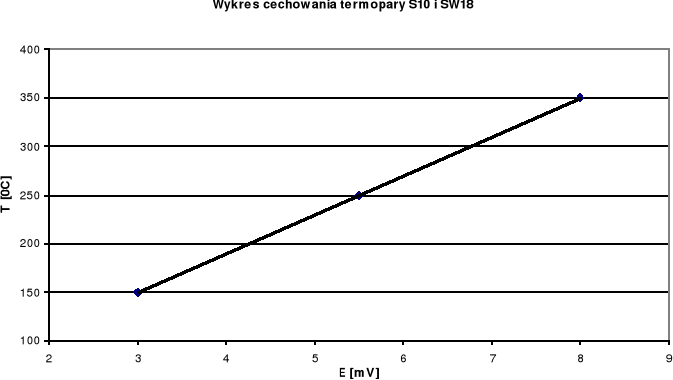
Na podstawie wykresu cechowania termopary S10 i SW18 określam temperaturę skrawania.
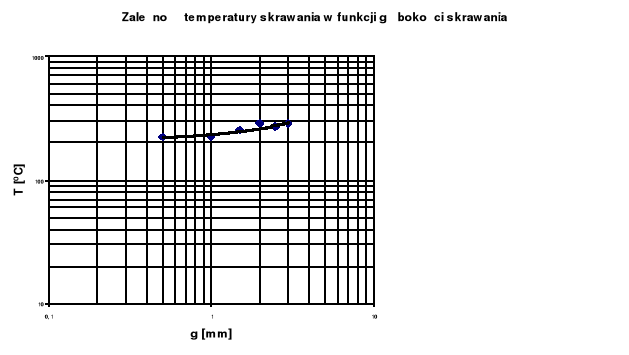
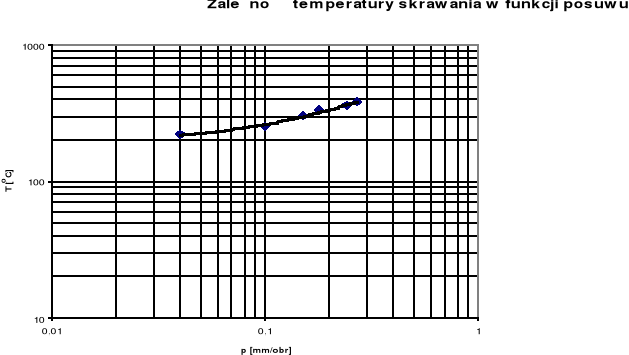
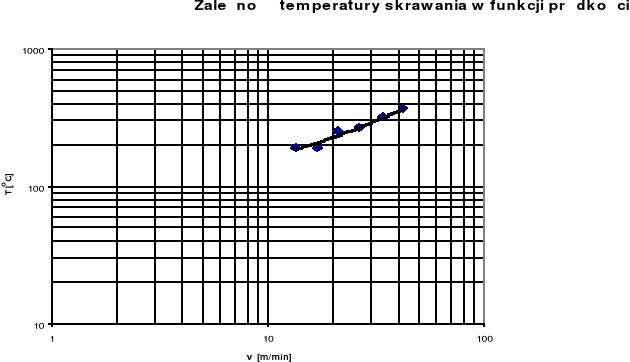
Na podstawie uzyskanych temperatur sporządzam wykresy T(g), T(p), T(v) w skali logarytmicznej.
Z wykresów odczytuję wartości poszczególnych stałych i wykładników potęgowych.
|
t(g) |
t(p) |
t(v) |
średnia |
Wykładnik |
0,1595 |
0,2944 |
0,606 |
|
Stała |
239 |
545 |
37 |
|
Stała temperatury |
74,2 |
80,473 |
68,315 |
74,3 |
Wzór na temperaturę skrawania ostatecznie ma postać:
T=74,3·g0,1595·p0,2944·v-0,606
![]()
T=CT·vxT·pyT·gzT
C1=36 C2=500 C3=275
zT=tg*=0,05 yT=tg*=0,6 xT=tg*=0,19
C1T=114,2 C2T=267,9 C3T=601,1 CT=327,7
T=327,7·v0,6·p0,19·g0,05
Z uzyskanych wyników można stwierdzić, że najbardziej wpływa na temperaturę skrawania przy toczeniu prędkość skrawania. Około dwukrotnie mniejszy wpływ ma wartość posuwu, zaś wpływ głębokości skrawania jest najmniejszy.
Wyszukiwarka
Podobne podstrony:
Materiał2, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
+LabOdlewnictwo4 - 2 Rok V+, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
+LabSpawanie4 - 2 Rok V+, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
spaw3, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
ZESTAWIENIE WYNIKÓW, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
+LabSpawanie5 - 2 Rok V+, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
spaw2, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
OP1-Wnioski - wytłaczanie, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
SPRAWO~5, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
spaw3moj, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
odzyskpo, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
OPcd, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
Lub6 moj, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
+LabSpawanie3 - 2 Rok V+, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
SPRAWO~3, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
SPRAWO~4, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
SPRAWO~2, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
op5, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
więcej podobnych podstron