ODLEWNICTWO
METODY KLASYCZNE - odlewanie metalu do form piaskowych
METODY SPECJALNE - wykorzystywane do:
Zwiększenia dokładności
Poprawienia jakości powierzchni
Zwiększenie wydajności
Uniemożliwienie automatyzacji procesu odlewania
Odlewanie elementów niemożliwych do odlania metodą klasyczną (np. nie posiadających płaszczyzny podziałowej, posiadających pochylenia itd.)
TWORZYWA ODLEWNICZE:
Żeliwo (dużo) - stop żelaza z węglem 0,2-6,67 węgla
Staliwo (mało) - stal lana (odlana do formy)
Stopy metali kolorowych (średnio) - miedzi, aluminium, cyny.
ŻELIWO:
Odlewy głównie ze stopu żeliwa szarego
Żeliwo białe wykorzystywane jako półwyrób do żeliwa półciągliwego
Żeliwo szare - stop żelaza z węglem o zawartości węgla od 3-4,5% (nazwa bierze się z koloru przełomu)
ŻELIWO SZARE:
ZWYKŁE - niska wytrzymałość na rozrywanie, zupełnie nie plastyczne, tłumi drgania (do jest wolny węgiel), samo smarność, doskonałe własności odlewnicze (niski skurcz, wysoka lejność), łamliwy wiór.
MODYFIKOWANE - Otrzymywane przez dodatek do kadzi odlewniczej modyfikatorów w postaci: Fe-Si, Ca-Si, (zw. krzemu). Krzem powoduje wzrost zarodków krzepnięcia (grafit krzepnie w mniejszych płatkach i większych grupach). Zwiększa to wytrzymałość i plastyczność żeliwa, bez pogorszenia ich własności odlewniczych i tłumiących.
SFEROIDALNE - posiada kulki grafitowe, SFEROIDYZACJE przeprowadza się poprzez dodawanie związków magnezu, który powoduje zwiększenie napięcia powierzchniowego grafitu (otrzymane żeliwo ma własności mocniejsze od stali, ale zachowuje też wszystkie cechy żeliwa)
ŻELIWO CIĄGLIWE - wykonane z żeliwa białego, ale ma własności takie same jak stal. Otrzymuje się je przez wyżarzanie odlanych elementów z żeliwa białego w temp.1000°C przez ok.100 godz. w atmosferze utleniającej, bądź obojętnej. W tym czasie następuje rozpad cementytu Fe3C na węgiel wolny i żelazo, a węgiel krystalizuje w postaci kauczuków.
ŻELIWO - Produkuje się w żeliwniaku. Piece szybowe, mniejsze od węglowych, pracują ciągle. Wszystkie produkty ładujemy od góry rurami, złomem do kadzi, następnie zlewamy do kadzi wyłożonej grafitem, wlewamy do form, stygnięcie, rozbicie formy, wyrzucenie materiałów.
ZASADY DOBORU PŁASZCZYZNY PODZIAŁOWEJ:
Musi umożliwiać wyjęcie MODELU z formy
Musi przechodzić przez największą powierzchnie przekroju modelu
Musi umożliwiać formowanie w minimalnej liczbie skrzynek formierskich (dwie)
Większa część odlewu powinna być formowana w dolnej skrzynce
Powierzchnie odpowiedzialne powinny być formowane na dole odlewu.
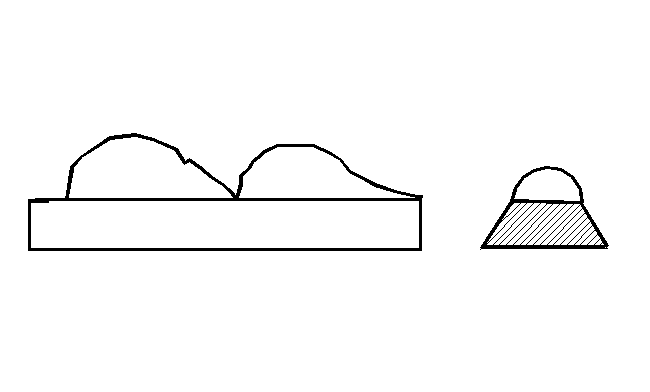
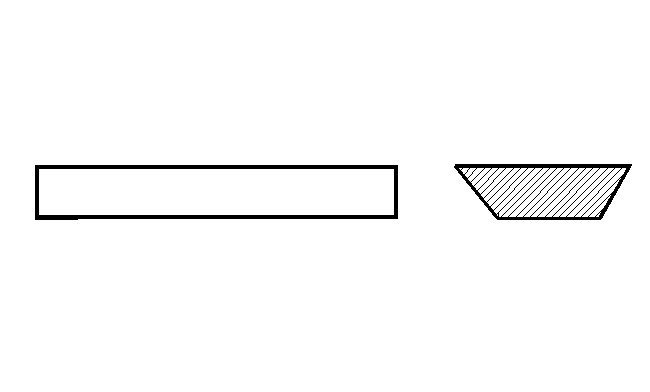
SUROWY ODLEW - jest to rys. elementu wyjętego z formy. Zawiera w stosunku do rys. wykonawczego następujące elementy:
1.Naddatki technologiczne - ułatwiają wykonanie zadanego elementu w technologii odlewania są to najczęściej zalania niedużych otworów (rowków) niż podcięć. Ułatwiają np. dobór płaszczyzny podziałowej lub będące uchwytami do dalszej obróbki - żebra usztywniające
2.Naddatki na obróbkę skrawaniem - nanosimy tylko i wyłącznie na powierzchnie, które będą w dalszym procesie obrabiane skrawaniem. Dzielą się:
Naddatki poziome
Naddatki pionowe
3.Pochylenia odlewnicze - nanosimy tylko na ściany pionowe w kierunku płaszczyzny podziałowej. Zadaniem ich jest umożliwienie wyjęcia modelu z formy
4.Promienie odlewnicze - zapobiegają zerwaniu masy przy wyjmowaniu modelu z formy
MODEL-odzwierciedla tylko i wyłącznie zewnętrzny kształt odlewu. Nie ma wnętrza robi się je z drewna klejonego. Dzielony jest na płaszczyźnie dodatkowo:
Znaki rdzeniowe - służą do ustalenia jednoznacznego modelu na płycie podmodelowej
Kołki ustalające - umieszczane na otworze służą do odciśnięcia w masie gniazd rdzeniowych pod rdzenniki rdzenia.
Miarę skurczową - model musi być większy niż model, wymiary odlewu są większe od odlewu.
RDZENIE - wykonuje się z masy rdzeniowej w rdzennicach:
Ręczne - wykonywane ręcznie
Maszynowe - wykonywane maszynowo
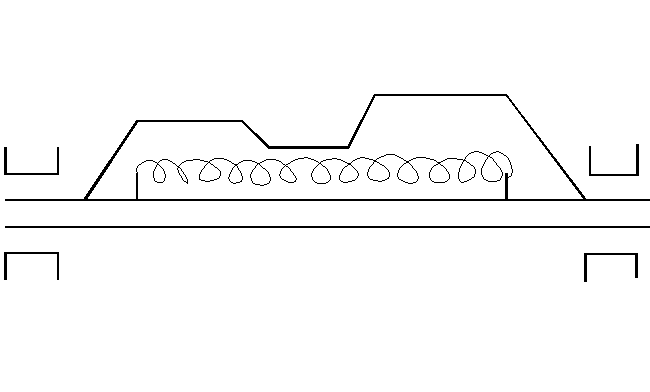
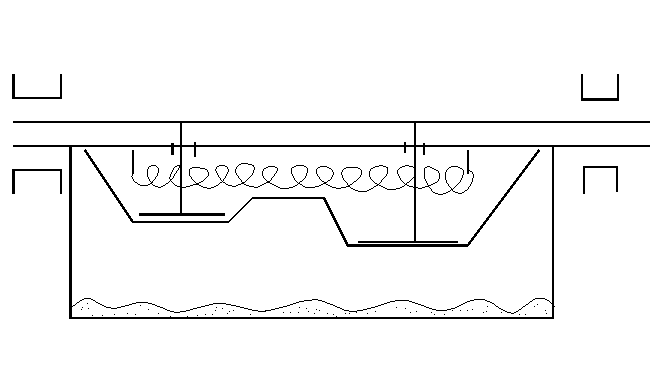
WYKONYWANIE RDZENI RĘCZNYCH:
Przesypać dolną skrzynkę rdzennicy pudrem formierskim (mielony piach kwarcowy)
Wypełnić dolną połówkę rdzennicy masą rdzeniową, ubić i zgarnąć na równo
Włożyć wzdłuż rdzenia pręty zbrojeniowe i sznurki woskowe
Przesypać górną połówkę rdzennicy pudrem, ubić i wyrównać
Złożyć obie połówki rdzennicy, ubić w celu sklejenia rdzenia
Zdjąć górną połówkę rdzennicy
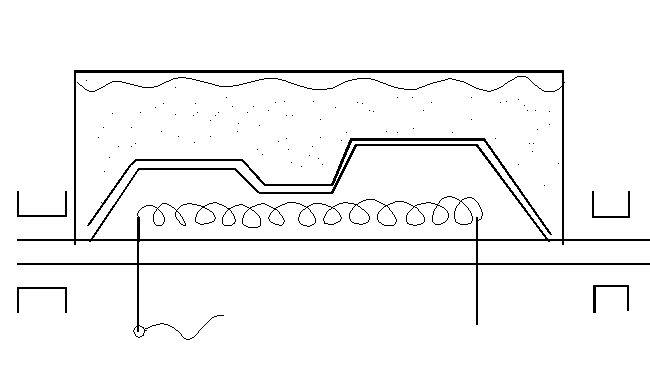
Nałożyć na dolną połówkę rdzennicy z rdzeniem małą skrzynkę formierską (nie ma denka)
Wypełnić skrzynkę masą formierską najgorszego gatunku
Obrócić układ o 180° po zdjęciu skrzynki
Pień z masą formierską wprowadzić do suszarni i wysuszyć
Wyjąć sznurki, które utworzyły po wytopieniu wosku kanały odgazowujące rdzeń
WYKONYWANIE RDZENI MASZYNOWO
Wykonuje się w formach trwałych na wystrzeliwarkach. Spoiwem w formach maszynowych jest szkło wodne utwardzone następnie nadmuchem dwutlenku węgla.
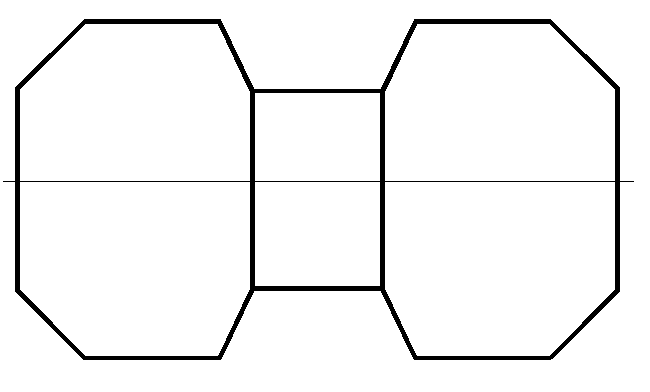
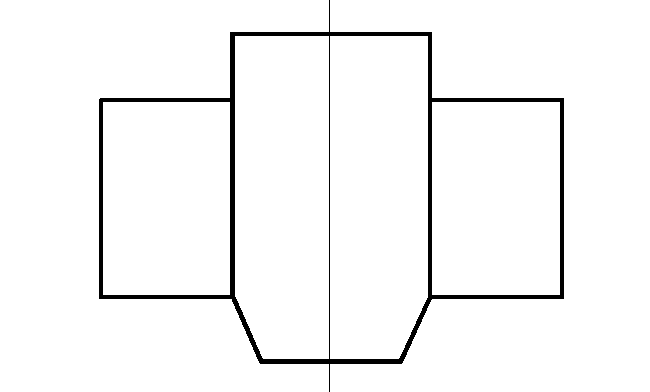
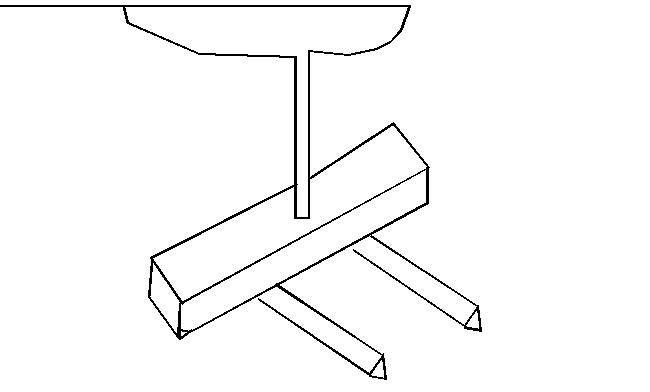
UKŁAD WLEWOWY - jego zadaniem jest doprowadzenie laminarne ciekłego metalu do formy i odprowadzenie powietrza od formy.
PRZEPŁYW LAMINOWY - przepływ nieturbularny.
SKŁADOWE UKŁADU WLEWOWEGO
Zbiornik jałowy (główny)
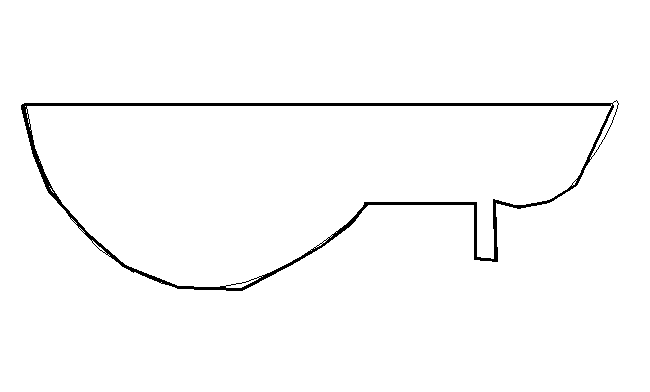
Wlew główny
Belka żużlowa
Wlew doprowadzający
Wychody
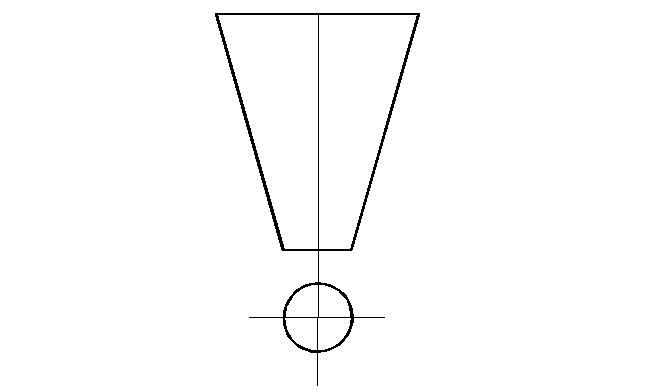
UWAGI!!! (Dotyczące układu wlewowego)
Wlew doprowadzający styka się z belką żużlową w płaszczyźnie podziałowej
Górna powierzchnia zbiornika głównego oraz wychodów znajduje się na górnym poziomie
W układzie wlewowym przekrojem krytycznym jest przekrój wlewu doprowadzającego i jest on obliczany jako pierwszy Fd;Fb;Fg;=1:1,2:1,4 - przepływ laminarny
Fd - przekrój poprzeczny wlewu doprowadzającego
Fb - przekrój poprzeczny belki żużlowej
Fg - przekrój krytyczny wlewu głównego
UKŁAD WLEWOWY
MASY FORMIERSKIE - masy, z których robi się formy
Do formowania i rdzeniowe
Przymodelowe i wypełniające (wysokiej jakości i wypełniające używane 1 raz)
Niskiej jakości (używane wielokrotnie)
Naturalne (substancje naturalne) i syntetyczne (żywice syntetyczne)
Wilgotne i suche(wypalane)
SKŁAD MAS FORMIERSKICH:
Piaski (więcej niż 50%osnowy ziarnistej reszta lepiszcze) i gliny(więcej niż 50% lepiszczu reszta osnowa ziarnista) formierskie. Im wyższa temperatura tym więcej glin formierskich.
Spoiwa - woda, oleje mineralne, roślinne, syntetyczne
Szkło wodne - utwardzone dwutlenkiem węgla
Żywice, kleje, tworzywa sztuczne utwardzane chemicznie bądź termicznie
Pudry formierskie - mielony piach kwarcowy - zapobiega przytwierdzaniu masy formierskiej do modelu
Czarnidła zapobiegające przywieraniu masy formierskiej do metalu (mielony grafit z olejem)
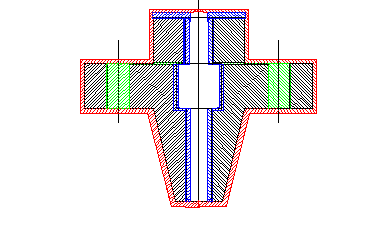
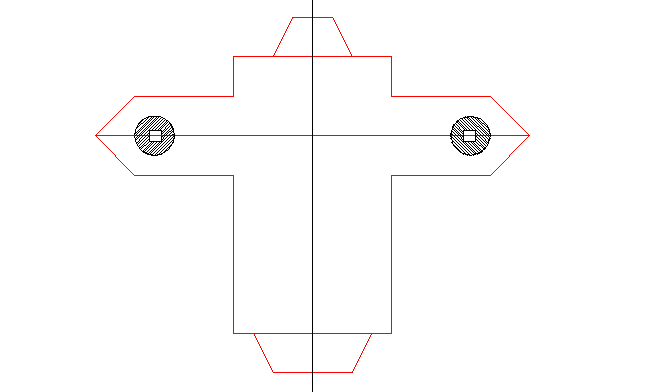
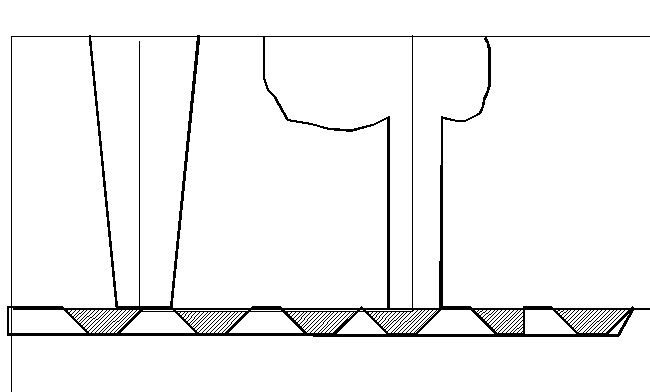
FORMA GOTOWA DO ZALANIA
SKRZYNKI FORMIERSKIE NIE MAJĄ DENKA
SKRZYN KA GÓRNA
Skrzynka dolna
Uchwyty spinające skrzynki
Masa formierska wypełniająca
Masa formierska przymodelowa
Rdzeń
Nakłucia odgazowujące formę
Układ wlewowy
CZYNNOŚCI FORMIERZA
Formowanie dolnej skrzynki
Ustawić dolną część modelu na płycie podmodelowej
Ustawić modele wlewów
Ustawić i zamocować skrzynkę dolną. Ustawienie musi być jednoznaczne, zapobiegające przemieszczaniu się względem siebie modelu i skrzynki.
Przesypać całość pudrem formierskim
Obłożyć model masą przymodelową najwyższej jakości i ubić
Wypełnić całość masą formierską wypełniającą i ubić
Odpiąć skrzynkę od płyty, podnieść i obrócić
Formowanie górnej skrzynki
Ułożyć i ustawić górną część modelu
Ustawić modele belki żużlowej, wlewu głównego i wychodów
Przesypać całość pudrem
Obłożyć modele i ubić masę przymodelową
Wypełnić skrzynkę masą wypełniającą i włożyć model zbiornika
Wypełnić skrzynkę do końca i mocno ubić
Rozpiąć skrzynkę do płyty podmodelowej: rozpiąć i obrócić
Przesmarować formę czernidłem i osadzić rdzenie
Złożyć obie połówki formy, spiąć kołkami spinającymi i obciążyć
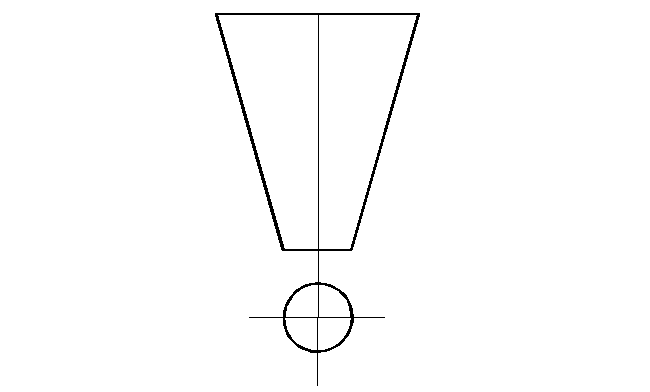
Pod ciśnieniem (ciśnieniowe) -zwiększa wydajność, dokładność kształtu i powierzchni oraz poddają się automatyzacji
Z komorą gorącą - ciągle jest roztopiony metal (płyty aluminium). Odlewamy: ołów, cynk, cynę.
Z komorą zimną
Wanna z medium grzewczym
Wanna z tworzywem odlewniczym
Cylinder roboczy
Okno wlewowe cylindra roboczego
Tłok
Forma dzielna
W pierwszym suwie odsłonięcie okna wlewowego i wypełnienie cylindra metalem
Suw roboczy zamknięcie okna wlewowego i wstrzelenie metalu do formy.
Cofnięcie tłoka: cofając część roztopionego metalu
Odcięcie układu wlewowego można wyciągnąć element.
Cylinder roboczy
Tłok dolny
Tłok górny
Forma
Tłok dolny idzie do góry do układu wlewowego
Tłok górny idzie do góry odsłaniając okno wlewowe
Tłok górny idzie do dołu, zamyka okno wlewowe i wystrzeliwuje w suwie roboczym metal do formy, zastyga
Oba tłoki idą do góry a tłok dolny obcina krążek metalu
Usunięcie krążka metalu, otwarcie formy i wyjęcie elementu z formy
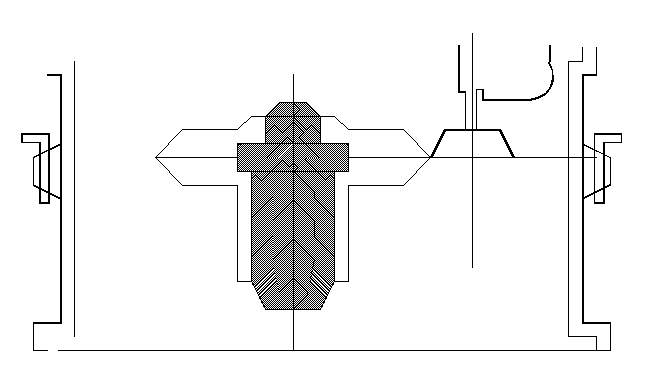
Skorupowe - jest odlewaniem precyzyjnym, poddającym się łatwo automatyzacji. Forma wykonana jest z piasku kwarcowego o jednakowej ziarnistości i każde ziarno piasku otoczone jest żywicą termoutwardzalną
Nagrzać model do temp. 200-300°C, obrócić o 180° i przypiąć kasetę z masą formierską.
Obracamy układ do położenia c na modelu powstaje pierwsza warstwa skorupy o grubości do 5mm.
Obracamy układ do położenia b, nadmiar masy spada do kasety, skorupa zostaje, utwardza się i nagrzewa
Powrót do położenia c w celu wykonania następnej warstwy
Po wykonaniu kilku warstw odpinamy kasetę i przechodzimy w położenie a
Płyta popychaczy idzie do góry unosząc segmenty ruchome modelu w celu zdjęcia skorupy
Skleić obie połówki skorupy (formy) klejem, żywicą termoutwardzalną i wypalić w piecu w temp 400°C w celu utwardzenia formy
Shawa -Model obkładany jest masą w postaci szlamu i podpalany. Po wypalaniu powstaje cienka warstwa o konsystencji gumy, którą zdejmujemy z modelu. Można wykorzystywać modele o ujemnym pochyleniu. Obkładamy masą ceramiczną wypełniającą, sklejamy i wypalamy. Powstaje jednorazowa forma ceramiczna
Wytapianych modeli (traconego wosku)
Stosowana do modelów o skomplikowanych kształtach nie posiadających płaszczyzny podziałowej
Model wykonany jest z łatwo topliwego tworzywa (wosku)
Wynaleziono dawno w celu wykonywania figurek
Wykonanie modelu z tworzywa łatwo topliwego
Przez zanurzenie wielokrotne w kąpieli krzemionkowej uzyskujemy warstwę krzemionki pokrywającą model
Zaformować model w krzemionce w masie formierskiej
Gorącym powietrzem wtopić wosk (wosk wypłynie)
Kokilowe - odlewanie form trwałych wykonanych z żeliwa szarego, forma otwierana dzielona, rdzenie stosowane w formie są rdzeniami metalowymi
Kokila obrócona układem wlewowym do dołu jest ogrzewana płomieniem
Przez zanurzenie wielokrotne w kąpieli krzemionkowej uzyskujemy cienką warstwę krzemionki pokrywającą model.
Wyjmowane są rdzenie, otwierana jest kokila, wyciągany jest element wraz z układem wlewowym i nadlewami
Kokila jest zamykana i obracana do grzania. Dwa razy na zmianę kokila smarowana jest olejem silikonowym, którym jest konserwowana
Odcięcie odlewu wlewowego i nadlewów
Ciągłe i półciągłe - odbywa się w formach trwałych
Odśrodkowe - odbywa się w formach wirujących, a metal wprowadzany jest w oś formy siła odśrodkowa przyciska (dociska)metal do formy.
POMIAR LEJNOŚCI
METODY SPECJALNE - stosujemy wtedy, kiedy zachodzi metoda klasyczna należy zwiększyć wydajność, bądź zautomatyzować proces odlewania
Z KOMORĄ GORĄCĄ
Ciśnienie 40 atmosfer -tłok spręża powietrze.
DZIAŁANIE:
KOMORA ZIMNA:
DZIAŁANIE:
1.Płyta podmodelowa
2.Płyta popychowa
3.Łożysko układu
4.Model metalowy
5.Popychacze
6.Ruchome elementy modelu
7.Układ grzewczy modelu
8.Kaseta 9.Masa formierska
10.Warstwa skorupy
DZIAŁANIE:
Służy do odlewania elementów małych (do 150 kg) o skomplikowanych kształtach i wysokiej jakości i gładkości powierzchni. Masę formierską stanowi wysokiej klasy glinka ceramiczna zawieszona ze spoiwem i rozpuszczalnikiem alkoholowym.
ODLEWNICTWO
5
Wyszukiwarka
Podobne podstrony:
MikroanalizaEDS, studia, semestr V, ocana jakosci technicznej materialow i wyrobow, ocena jakośći te
spektralne, studia, semestr V, ocana jakosci technicznej materialow i wyrobow, ocena jakośći technic
Zastosowanie defektoskopu ultradżwiękowej do oceny ksztatu grafitu, studia, semestr V, ocana jakosci
param. masy form, studia, semestr V, ocana jakosci technicznej materialow i wyrobow, ocena jakośći t
Sylabus Kontrola Procesw TechnologicznychMiBM TM inz, studia, semestr V, ocana jakosci technicznej m
Wykres Ishikawy, studia, semestr V, zarzadzanie jakoscia i bezpieczenstwem, projekt, Projekt
ANKIETA DOTYCZĄCA SUSZARKI DO WŁOSÓW 2, studia, semestr V, zarzadzanie jakoscia i bezpieczenstwem,
ANKIETA DOTYCZĄCA SUSZARKI DO WŁOSÓW, studia, semestr V, zarzadzanie jakoscia i bezpieczenstwem, pro
sciąga z technik Pawła, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, Techniki wytw
Wymagania do kolokwium zalicz, Studia, I semestr II rok, Techniki laboratoryjne
Suszarka PHILIPS HP4819, studia, semestr V, zarzadzanie jakoscia i bezpieczenstwem, projekt, Projekt
Ania ksztaltowanie srod. sprawozdanie techniczne, Skrypty, UR - materiały ze studiów, studia, studi
MK warstwowe.odpowiedzi, STUDIA, SEMESTR IV, Materiały kompozytowe
materialy 8, budownictwo studia, semestr II, Materiały budowlane
materialy2, budownictwo studia, semestr II, Materiały budowlane
więcej podobnych podstron