PAWEŁ ŚLIWA Gr. 23B |
Laboratorium z technik wytwarzania |
WMiBM |
|
Ćwiczenie nr4
|
TEMAT: SPAWANIE ŁUKIEM KRYTYM.
|
||
OCENA |
DATA |
PODPIS |
|
|
2000-11-20 |
|
|
1.) Charakterystyka spawania łukiem krytym.
Spawanie łukiem krytym polega na tym, że łuk jarzy się między elektrodą a materiałem spawanym pod warstwą topnika i jest na zewnątrz niewidoczny. Proces spawania łukiem krytym odbywa się półautomatycznie lub automatycznie. Stosuje się tu znacznie większą gęstość prądu niż przy spawaniu ręcznym ok. 50![]()
150 A/mm2 (przy spawaniu ręcznym gęstość prądu wynosi 10![]()
15 A/mm2). Przy spawaniu łukiem krytym do topienia metali wykorzystuje się około 85% ciepła.
Spawanie łukiem krytym charakteryzuje się oszczędnym zużyciem drutu elektrodowego, gdyż znaczna część przekroju poprzecznego spoiny powstaje z przetopionych brzegów części spawanych. Dzięki skutecznemu odizolowaniu procesu spawania od szkodliwego działania tlenu i azotu z powietrza, uzyskuje się dobre własności spoiny. Zapewnia je korzystny proces metalurgiczny. Przy spawaniu łukiem krytym wydziela się mała ilość gazów szkodliwych dla zdrowia, a poza tym dość łatwo reguluje się parametry spawania.
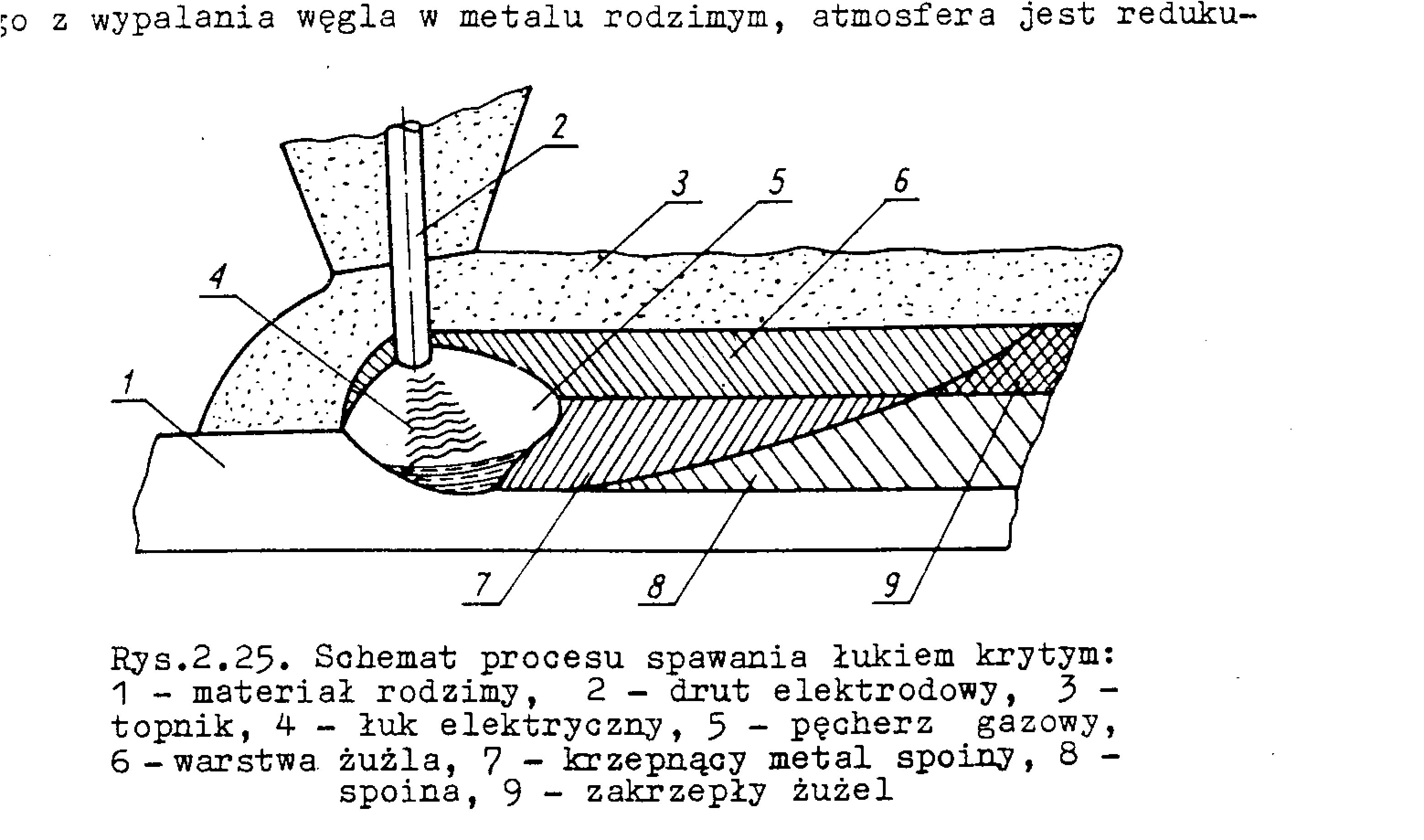
2.) Procesy metalurgiczne przy spawaniu łukiem krytym. ![]()
Pod wpływem ciepła łuku topi się drut elektrodowy, materiał rodzimy oraz topnik. Proces spawania zaczyna się od zajarzania łuku. Zaraz po zajarzeniu łuku powstaje jeziorko.
Objętość jeziorka dochodzi do 20![]()
25cm3. Przy spawaniu pod topnikiem metal jeziorka osiąga temperaturę ok.1850°C. Z topnika i metalu rodzimego oraz metalu elektrody wydzielają się gazy i pary metalu, które gromadzą się pod pewnym ciśnieniem w zamkniętej topnikiem przestrzeni wokół łuku. Proces topienia odbywa się w przestrzeni odizolowanej od powietrza.
We wspomnianej przestrzeni powstają gazy, których skład w przybliżeniu jest następujący: 74% CO, 1%CO2, 12% N2, 13% H2. Ze względu na znaczną ilość tlenku węgla, powstającego z wypalania węgla w metalu rodzimym, atmosfera jest redukująca. W chwili zajarzenia łuk jest skierowany prostopadle do powierzchni spawanych części. W miarę przesuwania elektrody w kierunku spawania łuk odchyla się w kierunku przeciwnym do spawania. Dzięki dużej koncentracji ciepła i osłony topnika łuk wtapia się głęboko w metal. W miarę oddalania się łuku metal zaczyna krzepnąć od rowka, zachowując warstwę ciekłego żużla, w którym rozpuszczają się gazy wychodzące z krzepnącego metalu. Żużel krzepnie tworząc na licu spoiny łatwo usuwalną skorupę.
Do spawania łukiem krytym stosuje się topniki w postaci ziarnistej, wielkości od 0 do 3mm. Topniki wytapia się w piecach łukowych i płomieniowych w postaci ziaren z surowców mineralnych: piasku SiO2, wapnia CaCO3, dolomitu CaCO3MgCO3, kaolinu Al2O3SiO2, fluorytu wapnia CaF2 oraz rudy manganowej.
Topniki dzielą się pod względem fizycznym, chemicznym, metalurgicznym, zależnie od przeznaczenia i sposobu produkcji.
Pod względem fizycznym rozróżnia się topniki o budowie szklistej (przypominają drobne potłuczone szkło) i pumeksowej.
Pod względem chemicznym topniki dzielą się na nisko i wysoko manganowe lub manganowe i bezmanganowe.
Pod względem metalurgicznym topniki dzielą się na kwaśne i zasadowe. Topniki kwaśne stosowane są do spawania stali konstrukcyjnych o małej zawartości węgla. Są one mniej wrażliwe na działanie wilgoci i korozji.
Do spawania łukiem krytym używamy drutu o składzie chemicznym zbliżonym do składu spawanej stali. Średnice drutu wynoszą od 1,2 do 8mm. Druty do spawania pod topnikiem powinny być dokładnie oczyszczone, powierzchnia ich nie może być pokryta korozją lub smarami. Nawet przy nieznacznym zanieczyszczeniu drutu w spoinach pojawiają się pęcherze.
3.) Urządzenia do spawania łukiem krytym.
Do spawania łukiem krytym stosuje się różne typy automatów. Automaty składają się ze źródła zasilania, głowicy, szafki sterowniczej.
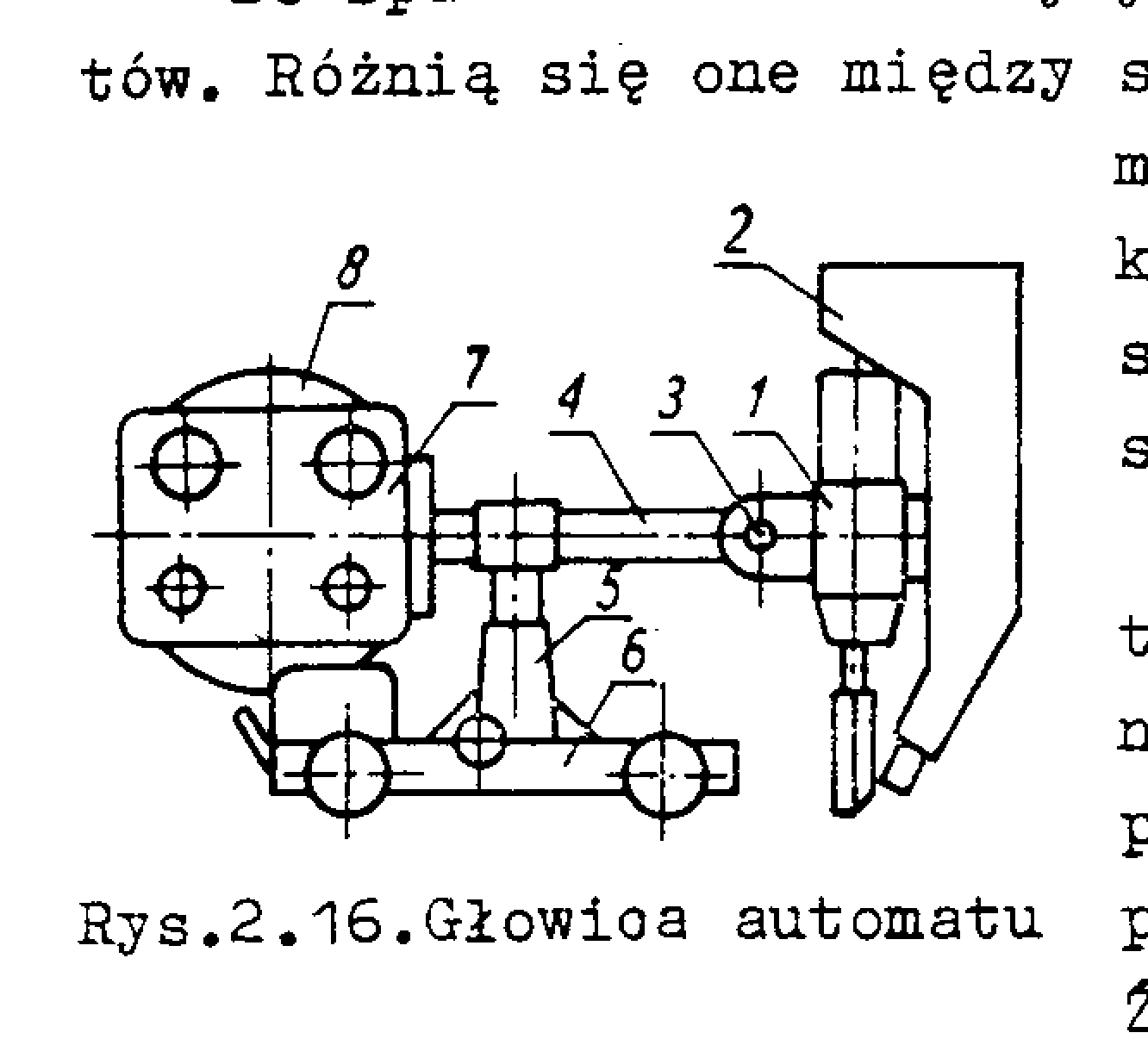
Źródłem zasilania może być transformator spawalniczy odpowiednio przystosowany lub pojedyncze przetwornice spawalnicze, a także przetwornice połączone równolegle. Źródło prądu musi mieć charakterystykę statyczną stromo opadającą. Podstawowym podzespołem jest głowica, w której skład wchodzą: podajnik drutu elektrodowego (1), zasobnik topnika (2), wahacz (3), ramię poziome (4), kolumna pionowa (5), wózek z napędem (6), pulpit sterowniczy (7) i bęben z drutem elektrodowym (8).
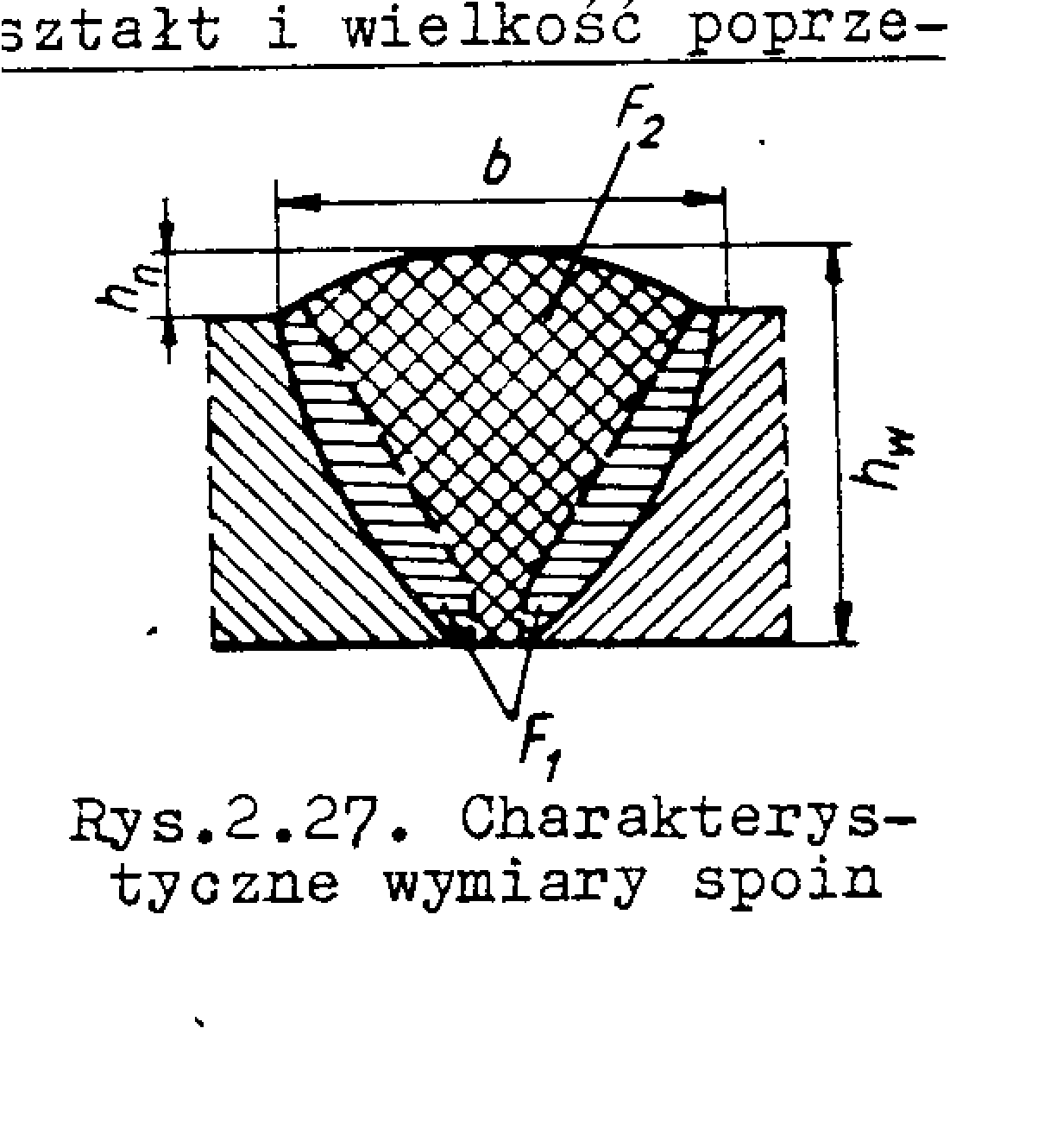
4.) Wpływ parametrów spawania na kształt i wielkość poprzecznego przekroju spoiny.
Przekrój poprzeczny spoiny charakteryzują trzy wielkości: głębokość wtopienia hw, wielkość nadlewu hn oraz szerokość spoiny b.
Stosunek przekrojów F1 do (F1+F2) przedstawia udział stopiwa i materiału rodzimego w spoinie:
![]()
gdzie:
γ - udział materiału rodzimego i stopiwa,
F1 - pole powierzchni przetopionych krawędzi,
F2 - pole powierzchni ukosowania.
5.) Wpływ napięcia prądu na kształt spoiny.
Zmiana napięcia łuku odbija się przede wszystkim na szerokości spoiny, na głębokości wtopienia i zużyciu topnika, co widać na rysunku.
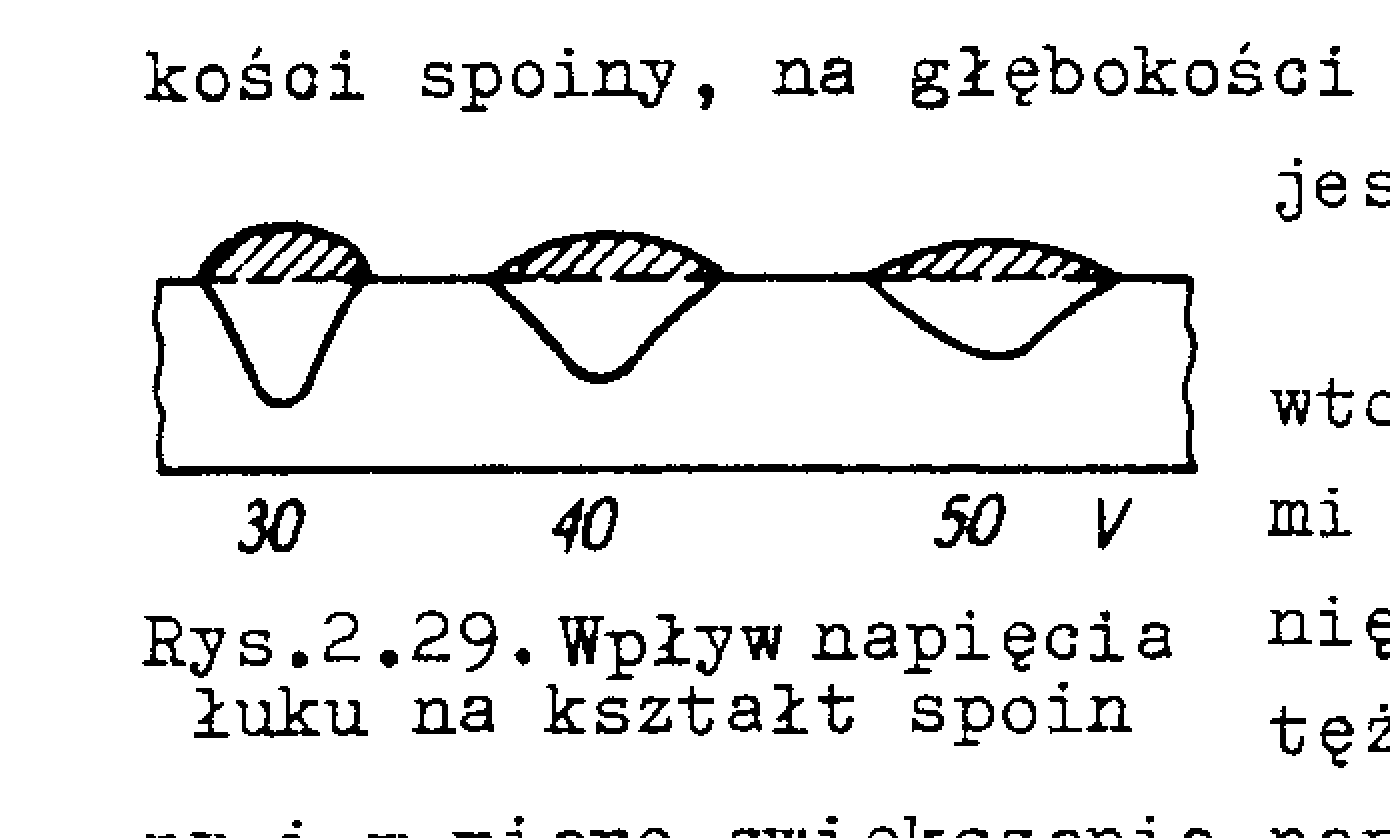
Wpływ napięcia łuku na głębokość wtopienia przy spawaniu dużymi prądami jest nieznaczny i może być pominięty. Natomiast przy mniejszych natężeniach prądu wpływ ten jest wyraźny i w miarę zwiększania napięcia zmniejsza się głębokość wtopienia. Zwiększenie napięcia powoduje wzrost poboru ciepła na topienie topnika, którego zużycie tym samym wzrasta.
6.) Wpływ prędkości spawania na kształt spoiny.
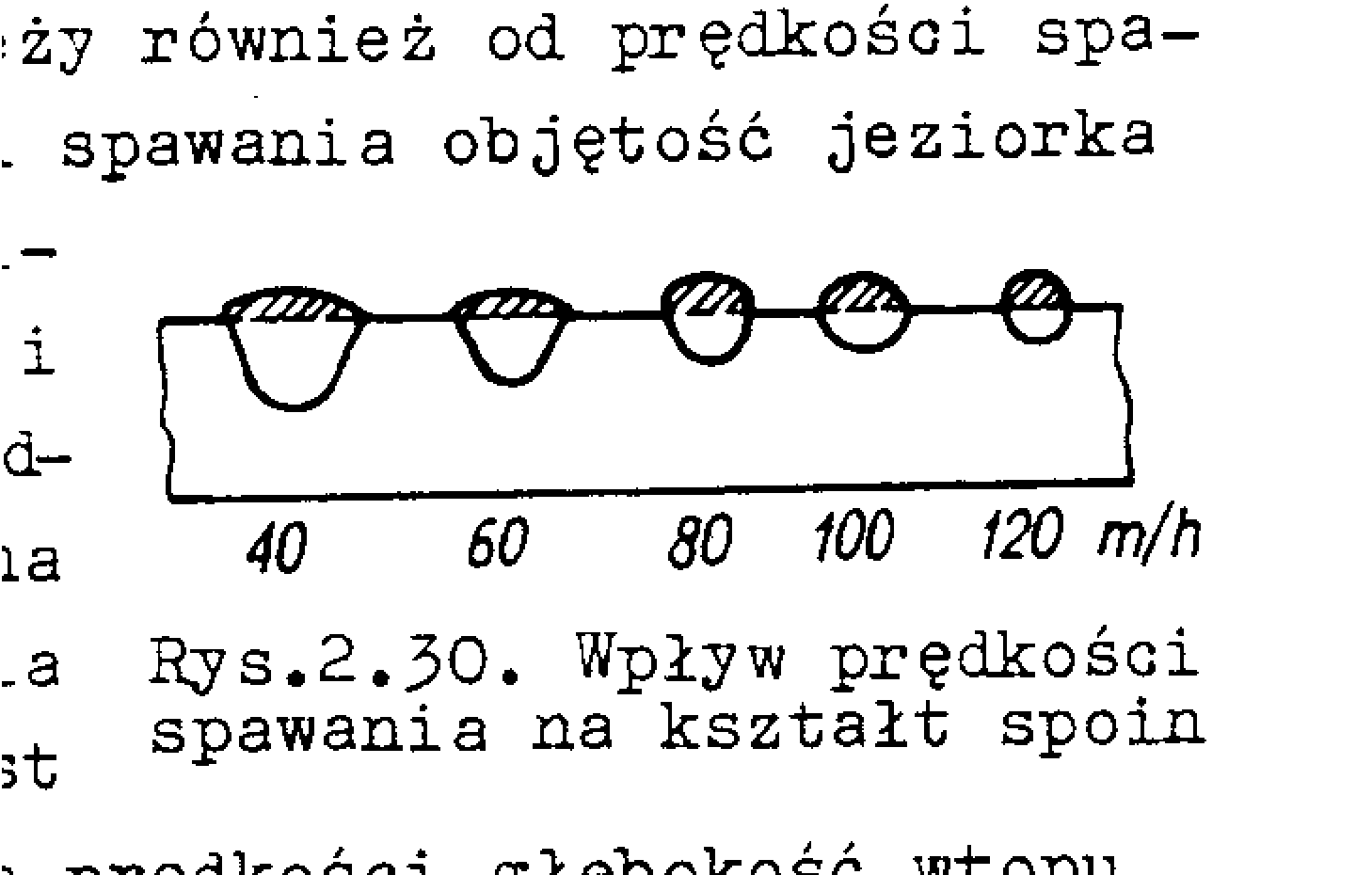
Objętość jeziorka metalu zależy również od prędkości spawania. Ze zmniejszeniem prędkości spawania objętość jeziorka rośnie. Przy małej prędkości spoina układa się stosunkowo szeroko i z niskim nadlewem, przy dużej prędkości kształtuje się wysoka spoina.
Głębokość wtopienia przy małej prędkości spawania jest na ogół duża. W miarę zwiększania prędkości głębokość wtopu maleje. Zbyt duża prędkość spawania jest niebezpieczna ze względu na możliwość przyklejenia spoiny.
7.) Wpływ kąta pochylenia przedmiotu spawania na kształt spoiny.
Przy spawaniu pod górę na płynny metal działa siła ciężkości i siła elektrodynamiczna łuku. Płynny metal wycieka spod łuku powiększając głębokość wtopu i wysokość nadlewu.
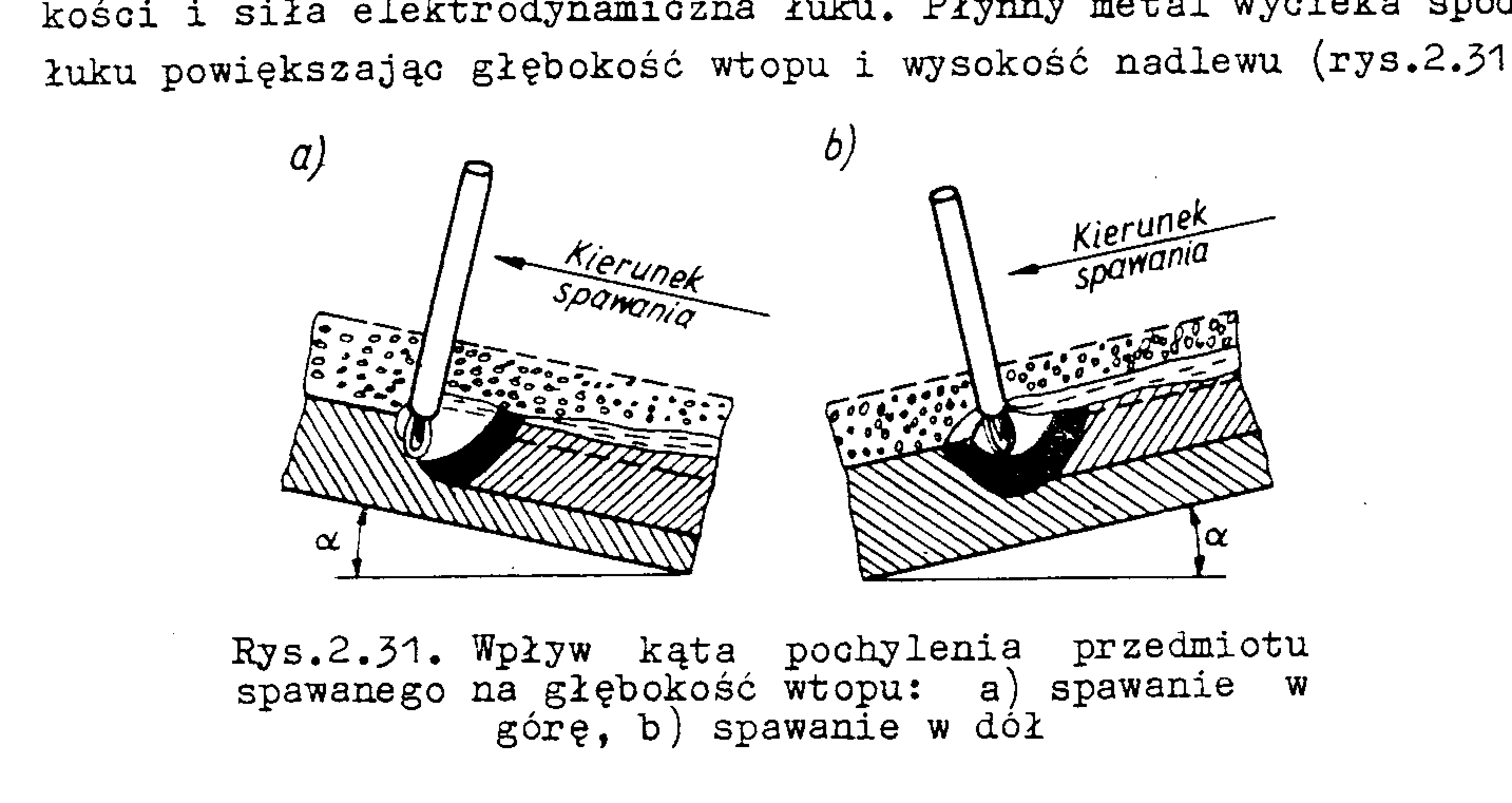
Przy spawaniu w dół metal wypływa przed elektrodą tworząc poduszkę ciekłego metalu nie pozwalającą na głęboki wtop.
8.) Wpływ natężenia prądu spawania na kształt spoiny.
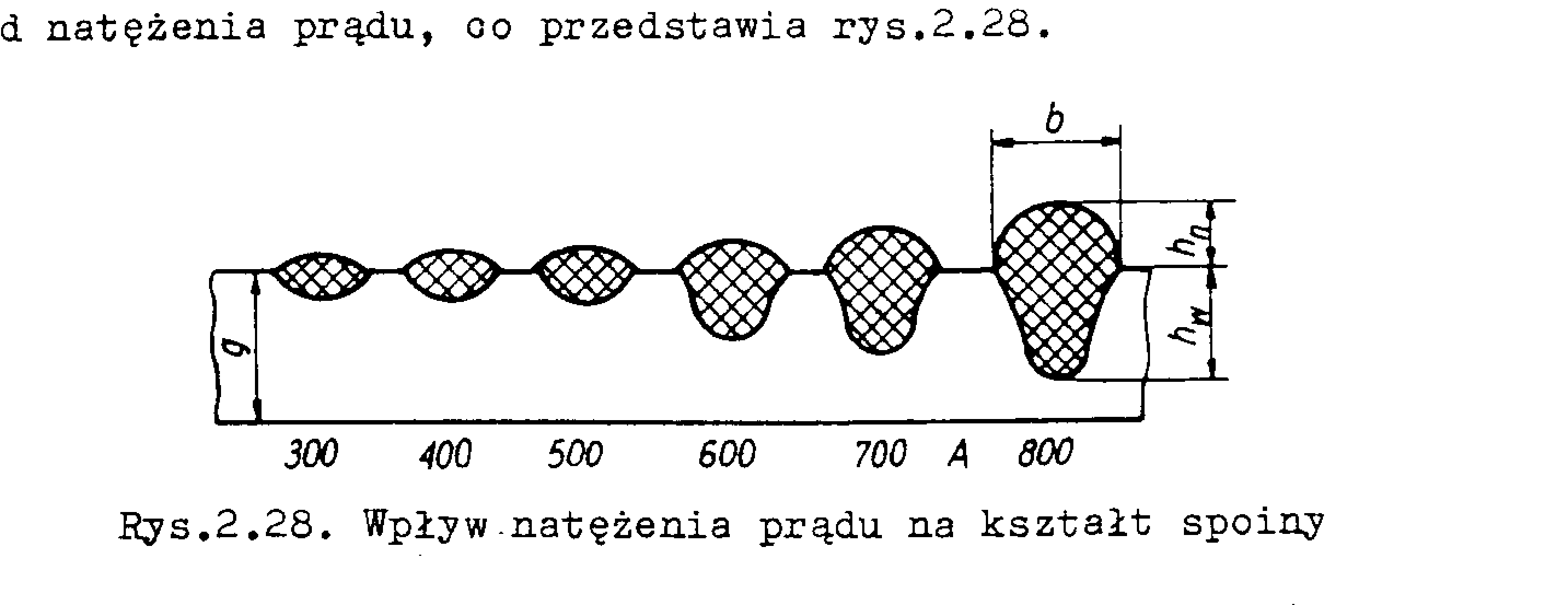
Zmiany poszczególnych wielkości (hw, hn, b) zależne są od natężenia prądu, co przedstawia rysunek.
W miarę zwiększania się głębokości wtopienia ilość stopionego topnika maleje. Przy zachowaniu tego samego natężenia, a przy zmianie średnicy elektrody, czyli zmianie gęstości prądu ulega zmianie głębokość wtopienia. Aby uzyskać głębokie wtopienie, należy spawać drutem o możliwie jak najmniejszej średnicy przy jak największym natężeniu prądu.
Wyszukiwarka
Podobne podstrony:
+LabSpawanie5 - 2 Rok V+, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
+LabSpawanie3 - 2 Rok V+, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
+LabOdlewnictwo4 - 2 Rok V+, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
+LabOdlewnictwo5 - 2 Rok V+, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
+LabOdlewnictwo3 - 2 Rok V+, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
Materiał2, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
spaw3, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
ZESTAWIENIE WYNIKÓW, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
spaw2, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
OP1-Wnioski - wytłaczanie, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
SPRAWO~5, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
spaw3moj, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
odzyskpo, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
OPcd, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
Lub6 moj, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
SPRAWO~3, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
SPRAWO~4, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
SPRAWO~2, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
więcej podobnych podstron