SPAWANIE ŁUKOWE RĘCZNE ELEKTRODĄ OTULONĄ
Charakterystyka metody
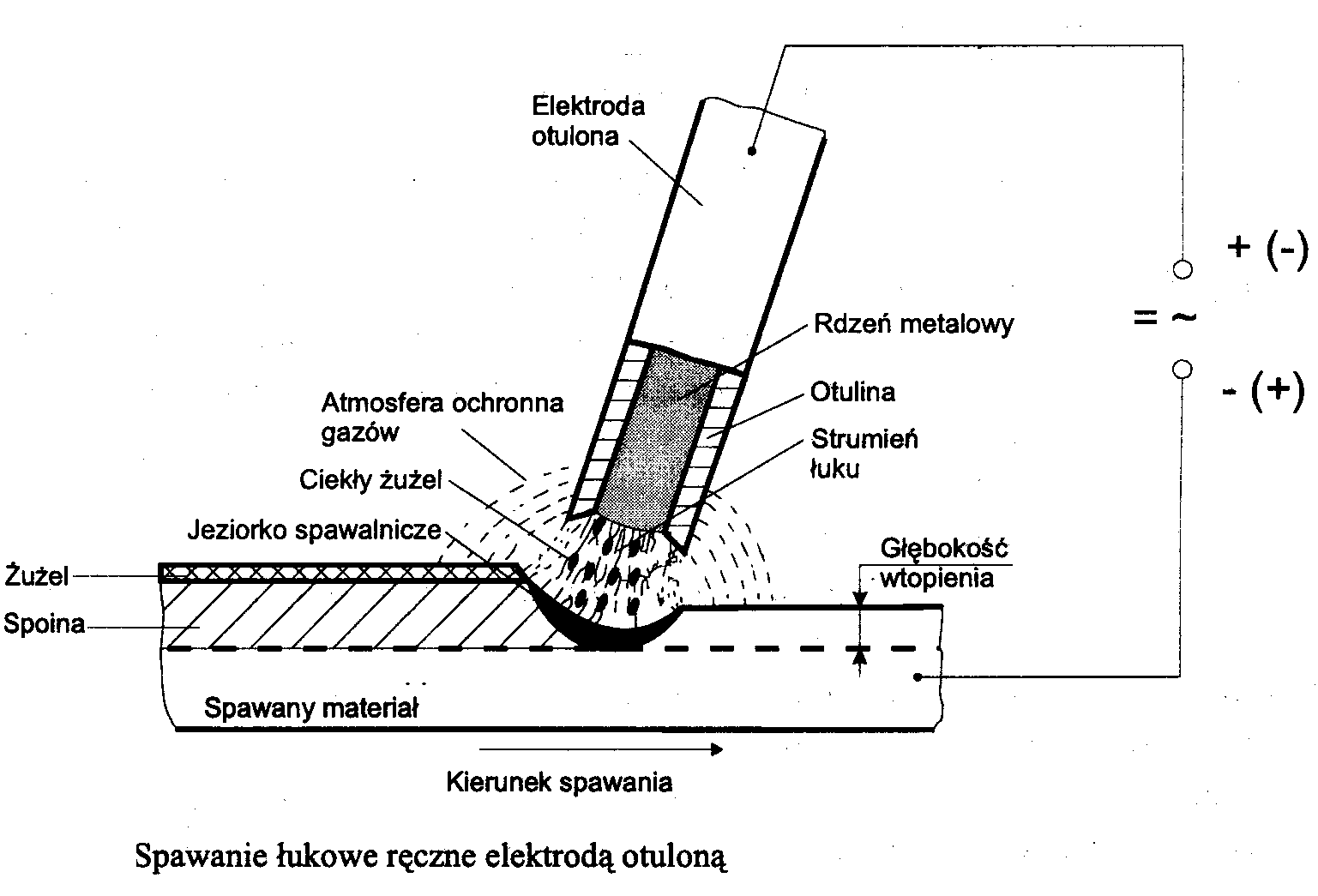
Spawanie łukowe ręczne elektrodą otuloną jest procesem, w którym trwałe połączenie uzyskuje się przez stopienie ciepłem łuku elektrycznego topliwej elektrody otulonej i materiału spawanego. Łuk elektryczny jarzy się między rdzeniem elektrody pokrytym otuliną i spawanym materiałem. Elektroda otulona przesuwana jest ręcznie przez operatora wzdłuż linii spawania i ustawiona pod odpowiednim kątem względem złącza. Spoinę złącza tworzą stopione ciepłem łuku rdzeń metaliczny elektrody, składniki metaliczne otuliny elektrody oraz nadtopione brzegi materiału spawanego (rodzimego). Udział materiału rodzimego w spoinie, w zależności od rodzaju spawanego metalu i techniki spawania, wynosić może 10-40%.
Łuk spawalniczy zasilany może być prądem przemiennym lub prądem stałym z biegunowością ujemną lub dodatnią. Osłonę łuku stanowią gazy i ciekły żużel powstałe w wyniku rozpadu otuliny elektrody pod wpływem ciepła łuku. Skład osłony gazowej, w zależności od składu chemicznego otuliny, stanowią CO2, CO, H2O oraz produkty ich rozpadu.
Spawanie rozpoczyna się po zajarzeniu łuku między elektrodą otuloną a spawanym przedmiotem; intensywne ciepło łuku, o temperaturze w środku łuku dochodzącej do 6000 K, stapia elektrodę, której metal przenoszony jest do jeziorka spoiny. Przenoszenie metalu rdzenia elektrody otulonej w łuku spawalniczym może odbywać się w zależności od rodzaju otuliny, grubokroplowo, drobnokroplowo.
Ilość tworzącego się gazu i żużla osłaniających łuk oraz ich skład chemiczny zależą od rodzaju otuliny elektrody i jej grubości. Stosuje się otuliny o różnej grubości w stosunku do średnicy rdzenia, a ich nazwy: rutylowe, kwaśne, zasadowe, fluorkowe, cyrkonowe, rutylowo-zasadowe, celulozowe itd., zależne są od właściwości chemicznych składników otuliny. Elektrody produkowane są zwykle o średnicy rdzenia w zakresie 1,6 do 6,0 mm i długości od 250 do 450 mm.
Zasadnicze funkcje otuliny to:
· osłona łuku przed dostępem atmosfery,
· wprowadzenie do obszaru spawania pierwiastków odtleniających, wiążących azot i rafinujących ciekły metal spoiny,
· wytworzenie powłoki żużlowej nad ciekłym jeziorkiem i krzepnącym metalem spoiny,
· regulacja składu chemicznego spoiny.
Wszystkie te funkcje służą do zapewnienia wymaganej jakości i własności eksploatacyjnych złącza spawanego. Otuliny wielowarstwowe mają za zadanie spełnienie dwu lub trzech z wymienionych funkcji, z możliwie najwyższą efektywnością. Warstwa pierwsza przylegająca do rdzenia metalicznego spełnić może funkcję metalurgiczną i żużlotwórczą, natomiast warstwa druga, zewnętrzna, wytwarzać może znaczne ilości gazu ochronnego.
Większość elektrod otulonych ma rdzeń metaliczny wykonany z pełnego pręta. Gdy konieczne jest zapewnienie złożonego składu chemicznego stopiwa, zwłaszcza w przypadku spawania konstrukcji ze stali wysokostopowych, bardzo dobre wyniki uzyskuje się przez zastosowanie rdzenia z proszku metalicznego osadzonego w rurce z cienkiej taśmy niskowęglowej. W tym przypadku łuk spawalniczy jest jak gdyby małym piecem elektrycznym, wytapiającym metal o wymaganym składzie chemicznym, zapewniając pominięcie uciążliwej i kosztownej przeróbki plastycznej wymaganej przy produkcji drutów pełnych.
Gruba otulina wysoko wydajnych elektrod ułatwia spawanie w pozycji podolnej, nabocznej i naściennej, umożliwiając oparcie końcówki otuliny elektrody o spawany przedmiot, bez zwierania łuku, i ciągnięcie jej wzdłuż linii spawania przy automatycznie utrzymywanej stałej długości łuku stapiającą się otuliną. Ogromna różnorodność elektrod otulonych utrudnia klasyfikację zjawisk cieplno-metalurgicznych zachodzących w łuku spawalniczym elektrod otulonych, można jednakże wyróżnić dwa skrajne przypadki:
· znaczna część materiału otuliny i rdzenia przemienia się pod wpływem ciepła łuku w gaz i tworzy się tylko mała ilość żużla,
· większość materiału otuliny pod wpływem ciepła łuku przemienia się w żużel i wydziela się tylko mała objętość gazów.
Wymagana jest ochrona oczu operatora przed promieniowaniem świetlnym łuku. Hełmy i maski spawalnicze mają okienko wykonane ze szkła pochłaniającego znaczną część energii promieniowania i umożliwiającego równocześnie obserwację obszaru spawania w czasie jarzenia się łuku. W celu zapewnienia ochrony operatora przed przypadkowym naświetleniem promieniowania łuku stosowane są okienka ochronne, załączające automatycznie przesłony polaryzujące w momencie zajarzenia łuku.
Przebieg procesu spawania łukowego elektrodą otuloną, mimo stałego dążenia producentów elektrod do uzyskania materiałów o możliwie najlepszych własnościach spawalniczych, uzależniony jest w znacznym stopniu od umiejętności i doświadczenia operatora. Ustalone w warunkach technologicznych spawania konkretnej konstrukcji parametry spawania stanowią dla operatora dane wyjściowe, do których dostosowuje swe doświadczenie spawalnicze i zdolności manualne.
Do podstawowych parametrów spawania elektrodą otuloną należą:
· rodzaj i natężenie prądu spawania,
· napięcie tuku,
· prędkość spawania,
· średnica elektrody i jej położenie względem złącza.
Spawanie elektrodą otuloną prowadzone może być prądem stałym z biegunowością ujemną (biegun ujemny źródła prądu podłączony do elektrody) lub dodatnią (biegun dodatni źródła prądu podłączony do elektrody) oraz prądem przemiennym. Charakterystyki statyczne źródeł prądu spawania dostosowane są do warunków spawania, to znaczy uwzględniają wpływ operatora na proces spawania.
Operator prowadząc elektrodę wzdłuż złącza, przesuwa ją co najmniej w dwu kierunkach, w dół, w kierunku jeziorka spoiny w miarę stapiania elektrody, utrzymując stałą długość łuku oraz wzdłuż złącza wypełniając stopiwem rowek spawalniczy. Dodatkowo może wykonywać poprzeczne, wahadłowe ruchy końcem elektrody. Stwarza to warunki, w których jest bardzo trudno utrzymać stałą długość łuku, a więc stałe napięcie łuku.
Rodzaje charakterystyk statycznych źródeł prądu do spawania ręcznego elektrodami otulonymi. A - charakterystyka o wysokim napięciu biegu jałowego,
B - charakterystyka o niskim napięciu biegu jałowego, c - charakterystyka tyrystorowego źródła prądu o idealnej stabilności prądu spawania
Wpływ biegunowości prądu stałego na kształt ściegu spoiny przy spawaniu elektrodą otuloną
Prąd stały zapewnia bardziej stabilny łuk i równomierne przenoszenie metalu w łuku, nawet przy niskich natężeniach prądu. Większe jest również przetopienie brzegów blach i mniejsza tendencja do zwierania łuku. Pewne gatunki elektrod, np. elektrody zasadowe niskowodorowe, przeznaczone do spawania stali austenitycznych i metali nieżelaznych, wymagają bardzo dobrej stabilności jarzenia się łuku i stapiane mogą być tylko prądem stałym z biegunowością dodatnią. Biegunowość prądu stałego decyduje o charakterze przenoszenia metalu w łuku, prędkości stapiania elektrody i głębokości wtopienia.
Przy biegunowości ujemnej uzyskuje się większą prędkość stapiania, a przy biegunowości dodatniej większą głębokość wtopienia. Wynika to z kształtu łuku, plamka anodowa zajmuje większą powierzchnię w porównaniu z plamką katodową i mimo że więcej ciepła łuku wydziela się na anodzie, spoina przy biegunowości dodatniej jest głęboko wtopiona i wąska.
Poważną wadą spawania prądem stałym jest zjawisko ugięcia łuku, wynikające z oddziaływania wytworzonego przez prąd spawania pola magnetycznego w spawanym przedmiocie i pola magnetycznego wokół elektrody.
Spawanie prądem przemiennym cechuje się mniejszą stabilnością jarzenia się łuku, stapianie pewnych gatunków elektrod jest utrudnione lub wręcz niemożliwe, ale zaletą jest równomierne obciążenie sieci elektrycznej oraz minimalne ugięcie łuku. Tak więc w stosunku do prądu stałego można spawać prądem przemiennym o większym natężeniem, jak i elektrodami o większej średnicy. Elektrody rutylowe wysoko wydajne z proszkiem żelaza w otulinie, o dużej średnicy, stapiają się stabilniej przy zasilaniu prądem przemiennym.
Natężenie prądu spawania dobiera się zazwyczaj na podstawie danych katalogowych producenta lub według przybliżonych wzorów. Parametr ten w największym stopniu decyduje o energii cieplnej łuku, a więc głębokości wtopienia i prędkości stapiania. Przy stałej średnicy elektrody, ze wzrostem natężenia prądu, wzrasta temperatura plazmy łuku, stabilizuje się położenie plamki anodowej i katodowej, wzrasta wydajność stapiania i ilość stapianego metalu spawanego oraz głębokość, szerokość i długość jeziorka spoiny.
Wyszukiwarka
Podobne podstrony:
iz moego proshlogo 1903 1919 gody chast 4
iz moego proshlogo 1903 1919 gody chast 3
1903
1903, MARTA WÓJCIK
1903 Straßen=Polizei=Ordnung für die Stadt Militsch
1903, JASEŁKA NA BOŻE NARODZENIE
1903
1903
1903
iz moego proshlogo 1903 1919 gody chast 1 i 2
Platon, Eutifron (GRK) VV (v Burnet 1903)
1903
00 4id 1903 Nieznany (2)
1903
ZWR Faktura indywidualna 711 999 1903 8523 14 05 F005 W
Jack London Mieszkańcy otchłani (1903)
1903 Consagracaodopassado
więcej podobnych podstron