Literatura:
M. Brzezińki - Organizacja i sterowanie produkcją, AW Placed, W-wa 02.
A. Muhleman, J. Odchland, K. Lockyer - Zarządzanie produkcja i usługi, PWE, W-wa 95.
J. Durlik - Organizacja i zarządzanie produkcją, PWE, W-wa 92.
S. Nowosielski - Zarządzanie produkcją ujęcie kontrolingowe, AE, Wrocław 01.
Program:
Pojęcie, struktura i cele pb.
Misja, cele i zadania pb produkcyjnego.
Otoczenie pb.
Zadania i funkcje organizatorów procesu produkcji.
Wymagania stawiane organizatorom procesu produkcji.
Cechy i odmiany pracy indywidualnej.
Istota i formy zespołowego działania w procesach produkcji.
Mocne i słabe strony zespołowego działania.
Pojęcie i klasyfikacja stanowisk pracy w procesach produkcji.
Organizacja indywidualnego stanowiska pracy w procesie produkcji.
Zasady ekonomii ruchów F. Gilbertha, R. Barnes.
Zasady rozmieszczania elementów rzeczowych na stanowiskach pracy.
Materialne środowisko pracy w procesach produkcji.
Pojęcie i metody ustalania norm pracy w procesach produkcji.
Podstawowe funkcje norm pracy.
Struktura czasowej normy pracy.
Etapy obliczani norm pracy w procesach produkcji.
Podstawowe techniki normowania pracy w procesach produkcji.
Cele i rodzaje chronometrarzu.
Na czym polega tzw. „oczyszczanie szeregu chronometrarzowego”.
Istota i rodzaje fotografii dnia roboczego.
Istota obserwacji migawkowych.
Proces technicznego przygotowania produkcji.
Istota i elementy składowe procesu produkcyjnego.
Zasady racjonalnej organizacji procesu produkcyjnego (liniowość, proporcjonalność, ciągłość, równoległość, koncentracja, specjalizacja, rytmiczność - równomierność, elastyczność).
Rodzaje procesów produkcyjnych.
Podstawowe formy organizacji procesów produkcyjnych.
Typy i formy organizacji produkcji.
Istota i cechy produkcji jednostkowej.
Istota i cechy produkcji seryjnej.
Istota i cechy produkcji masowej.
Systematyczny układ odmian organizacji produkcji wg S. Chaitmana.
Istota produkcji rytmicznej i nierytmicznej oraz jej charakterystyka.
Kryteria klasyfikacji i rodzaje produkcji potokowej.
Podstawowe korzyści z wykorzystania potokowych linii produkcyjnych,
Rytmiczność i równomierność produkcji.
Takt produkcji: takt roboczy (dot. stanowiska pracy), takt średni (dot. maszyny).
Jak obliczmy średni takt linii potokowej, poziom zdolności produkcyjnej linii potokowej i stopień jej wykorzystania.
Metody synchronizowania procesów produkcyjnych.
Współczynnik równomierności obciążenia stanowisk roboczych.
Współczynnik średniej straty czasu pracy na stanowiskach roboczych.
Pojęcie cyklu produkcyjnego.
Długość i struktura cyklu produkcyjnego.
Szeregowy przebieg partii detali i jego ocena.
Równoległy przebieg partii detali i jego ocena.
Kombinowany przebieg partii detali i jego ocena.
Jak obliczamy długość cyklu produkcyjnego w układzie: szeregowym, równoległym, kombinowanym.
Wady i zalety poszczególnych rodzajów przebiegu partii detali.
Wskaźniki wykorzystywane do badania poziomu równomierności i rytmiczności spływu wyrobów (wskaźniki: równomierności, arytmiczności dodatniej, arytmiczności ujemnej, arytmiczności, stosunek arytmiczności).
Nowoczesne i przyszłościowe systemy produkcji.
1). Pojęcie, cechy i struktura pb.
Pb - gospodarstwo prowadzące działalność zarobkową.
Pb- jednostka gospodarcza działająca na własny rachunek w celu osiągnięcia korzyści materialnych (zysku), ponoszącą ryzyko i odpowiedzialność zgodnie z przepisami prawa i stosunkami rynkowymi.
Struktura pb: pb stanowi konglomerat wzajemnie powiązanych systemów elementarnych, a mianowicie:
systemu technicznego - stanowiącego zbiór wzajemnie powiązanych ze sobą środków produkcji, przeznaczonych do realizacji określonych procesów.
systemu technologicznego - będącego zbiorem: procedur, instrukcji opisujących sposób realizacji określonych procesów.
systemu organizacyjnego - obejmującego stany działań określających i identyfikujących struktury wszystkich systemów elementarnych oraz przebiegających w nich procesów.
systemu zarządzania - obejmującego działania ludzi związane z realizacją jego funkcji: strategicznych, taktycznych, operacyjnych.
Cechy pb:
jest systemem społeczno - technicznym opartym na ludzkich działaniach, jest to system o określonych możliwościach zmiennego działania.
jest systemem otwartym - mimo wyodrębnienia z otoczenia pozostaje w ścisłym z nim związku.
zalicza się do systemów hierarchicznych, tj. takich, że pomiędzy jego elementami zachodzą relacje podrzędności i nadrzędności.
2). Misja, cele i zadania pb produkcyjnych.
Misja - trwałe określenie celu, który odróżnia jedno pb od drugiego, jako szczególny powód jego istnienia. Misja przekłada się na zadania pb.
Zadania pb:
produkcyjne.
ekonomiczne.
społeczne (tworzenie warunków pracy dających satysfakcję człowiekowi).
3). Otoczenie pb.
Otoczenie pb dzielimy na:
ekonomiczne.
społeczne.
techniczne.
polityczne.
4). Zadania i funkcje organizatorów procesów produkcyjnych.
Organizator procesów produkcji powinien posiadać wiedzę:
techniczną.
społeczną (zasady postępowania z ludźmi).
koncepcyjną (integrowanie ludzi do realizacji określonego celu).
Funkcje:
planowanie i rozdział zadań na poszczególnych wykonawców.
instruktaż dotyczący realizacji powierzonych zadań.
zapewnienie prawidłowej obsługi, eksploatacji i należytej konserwacji maszyn i urządzeń.
troska o BHP.
śledzenie wykonania zadań pod względem ilości, jakości i terminu.
działania stymulujące.
kształtowanie właściwych stosunków międzyludzkich (odpowiednia atmosfera pracy).
działania dyscyplinarne i wychowawcze.
5). Wymagania stawiane organizatorom procesów produkcyjnych.
znajomość obiektu zarządzania, jego mechanizmu funkcjonowania.
znajomość technik organizatorskich i warunków ich stosowania.
znajomość zasad racjonalnej organizacji procesu pracy.
umiejętność znalezienia i przedsięwzięcia zadań priorytetowych.
umiejętność obserwacji zachodzących zjawisk w procesie produkcyjnym i poprawnej ich interpretacji.
umiejętność przewidywania zdarzeń i prognozowania ich skutków.
znajomość zasad i umiejętność zarządzania czasem pracy własnym i ludzi.
znajomość zagadnień socjo-psychologicznych i umiejętność ich wykorzystania w procesie produkcji.
umiejętność przekonywania ludzi do proponowanych rozwiązań.
potrzeba ciągłego doskonalenia swoich umiejętności.
6). Cechy i odmiany pracy indywidualnej.
Formy organizacji pracy w procesach produkcyjnych - jest to określony stopień organizacyjnego zespolenia wykonawców w procesach produkcyjnych. Wyróżniamy:
pracę indywidualną;
pracę zespołową.
Praca indywidualna - jest to najprostrza forma organizacji procesu produkcyjnego i polega na wyodrębnianiu pewnych czynności ze zbioru prac i powierzaniu ich wykonania osobom nie wchodzącym w bezpośredni związki produkcyjne.
Odmiany pracy indywidualnej:
Wykonawcy spełniają tylko pewne wyodrębnione czynności.
Wykonawcy realizują zespół czynności wchodzących w skład zadania złożonego, wykonywanego wspólnie.
Wykonawcy realizują równolegle całe zadanie złożone.
proces technologiczny ma charakter ciągły;
trzeba zapewnić nieprzerwaną obsługę maszyn i urządzeń;
gdy występuje duża współzależność realizowanych zadań;
nie można rozdzielić zadań pomiędzy indywidualnych wykonawców;
kiedy warunki pracy są szczególnie niebezpieczne.
Praca zespołowa oparta na specjalizacji różnorodnej - grupuje wykonawców o różnych zawodach i specjalnościach (łączy ich wspólnie obrabiany przedmiot). Zastosowanie to:
linowe formy organizacji produkcji;
systemy potokowe;
gniazda przedmiotowe.
Praca zespołowa oparta na specjalizacji jednorodnej - powstaje w wyniku połączenia osób dotychczas indywidualnie wykonujących równoległe czynności (pracownicy o jednakowych specjalnościach: tokarze, elektrycy itp.).
pozwala uzyskiwać wyższe rezultaty;
wyższa wydajność pracy;
stwarza warunki do zbieżności indywidualnych umiejętności z interesami zespołu;
możliwość wzajemnej pomocy (grupowego rozwiązywania problemów);
lepsza wymiana doświadczeń;
możliwość czerpania wzorów i uczenia się od innych.
może prowadzić do konformizmu;
wymusza rezygnację z własnych ambicji, własnego ja, skłonności i upodobań na rzecz norm i wzorów obowiązujących w zespole.
konstrukcyjne przygotowanie produkcji - wchodzą weń wszystkie czynności związane z opracowanie konstrukcji nowych produktów oraz czynności związane z modernizacją produktów tj:
badania wstępne;
opracowanie projektu wstępnego;
sporządzenie dokumentacji podstawowej;
zaprojektowanie i wykonanie prototypu wyrobu.
technologiczne przygotowanie produkcji - jest związane z przygotowaniem całokształtu technologii niezbędnych w procesie produkcyjnym tj:
ustalenie przebiegu procesu technologicznego;
dobór materiałów;
dobór maszyn i urządzeń;
dobór niezbędnego oprzyrządowania;
wykonania serii próbnej.
organizacyjne przygotowanie produkcji - obejmuje prace dotyczące:
przygotowania surowców i materiałów;
przygotowania stanowisk pracy;
przygotowania narzędzi;
dobór pracowników na stanowiska pracy;
projektowanie i zarządzanie organizacją procesu produkcyjnego;
zarządzanie obiegiem dokumentów podczas procesu technologicznego.
wydobywcze;
przetwórcze;
procesy obróbczo - montażowe;
procesy aparaturowe (przebiegają w specjalnych urządzeniach).
środki produkcji
przedmioty pracy;
środki pracy;
nośniki energii;
zasoby ludzkie;
informacje.
wyroby;
usługi produkcyjne (np. przemysł naprawczy);
braki produkcyjne;
odpady produkcyjne;
informacje (dot. kosztów, wyrobów itp.)
Zasada proporcjonalności - zaleca podział procesu produkcyjnego w taki sposób, aby wszystkie operacje fazy produkcyjnej i stanowiska robocze były tak dopasowane do siebie pod względem możliwości produkcyjnych, aby realizacja planu produkcji w dowolnych jednostkach czasu mogła przebiegać bez zewnętrznych zakłóceń.
Zasada liniowości - nakłada na realizację poszczególnych części procesu produkcyjnego warunek jednokierunkowości przebiegu.
Zasada ciągłości - nakazuje eliminowanie z procesu produkcyjnego wszystkich przerw wpływających niekorzystnie na kształtowanie się parametrów produkcyjnych (organizacyjnych i ekonomicznych).
Zasada równoległości - zaleca wytwarzanie poszczególnych części wyrobu w tym samym czasie, co prowadzi do skrócenia cyklu produkcyjnego.
Zasada koncentracji - polega na skupieniu czynników produkcji na określonym obszarze produkcyjnym, w celu uzyskania wyższego stopnia wykorzystania tych czynników.
Zasada specjalizacji - zaleca ograniczenie różnorodności zadań i asortymentów produkcyjnych, co ułatwia organizację i planowanie oraz zwiększa efektywność produkcji.
Zastosowanie wyspecjalizowanych maszyn i urządzeń; optymalne wykorzystanie zdolności produkcyjnej; uproszczenie organizacji produkcji i jej struktury;
Wzrost wydajności pracy;
Obniżenie kosztu wytworzenia.
Większe koszty stałe (przy zakupie wyspecjalizowanych maszyn i urządzeń);
Zwiększenie innercji systemu produkcyjnego (obniżenie elastyczności);
Zwiększenie niepewności wytwarzanej produkcji finalnej z uwagi na zwiększający się stopień kooperacji produkcyjnej.
Zasada rytmiczności (równomierności) - to potrzeba planowania przebiegu produkcji w ustalonych rytmach, co daje regularne powtarzanie tych samych zjawisk w odniesieniu do tego samego odcinka czasu.
Zasada elastyczności - konieczność szybkiego i łatwego przystosowania procesu produkcyjnego do nowych warunków. Oznacza to zdolność do szybkiego przezbrajania stanowisk roboczych, zdolność do zmian w programach produkcji, zdolność do wprowadzania nowych produktów.
operacje następują kolejno po sobie;
produkcja o niskim stopniu złożoności
produkcja różnych części prowadzona równolegle;
wyrób finalny jest składany w końcowej fazie
pośrednie - dotyczą wszystkich działań wspomagających proces produkcyjny tj.: transport, magazynowanie, konserwacja, kontrola jakości itp.
bezpośrednie - dotyczą bezpośredniego oddziaływania na przedmioty pracy.
rodzaju produkcji;
wielkości produkcji;
stopień złożoności każdego wyrobu.
produkcja jednostkowa;
produkcja seryjna:
małoseryjna;
średnioseryjna;
wielkoseryjna.
produkcja masowa
produkcja potokowa - kierunek przepływu przedmiotów pracy jest ściśle określony;
produkcja niepotokowa - kierunek przepływu jest zmienny (brak stałości), zmienna kolejność operacji technologicznej.
produkcja jednostkowa;
produkcja seryjna:
małoseryjna;
średnioseryjna;
wielkoseryjna
produkcja masowa.
produkcja nierytmiczna (niepotokowa);
rytmiczna (potokowa).
asortyment różnorodny;
park maszynowy uniwersalny;
oprzyrządowanie uniwersalne (niski poziom oprzyrządowania);
występuje nie pogłębiony techniczny podział pracy;
małe możliwości automatyzacji (techniczne przygotowanie ma charakter ramowy);
wydłużony cykl produkcyjny;
wyższe koszty wytwarzania;
niższe wskaźniki techniczno - ekonomiczne.
większa efektywność wykorzystania możliwości produkcyjnych;
poprawa wydajności pracy;
lepsze wykorzystanie maszyn i urządzeń;
lepsze wykorzystanie materiałów;
wyższy poziom specjalizacji stanowisk roboczych;
krótszy cykl produkcyjny.
staranne techniczne przygotowanie produkcji;
stanowiska robocze usytuowane w kolejności przebiegu procesu technologicznego wyrobu;
duża specjalizacja pracy;
pełna powtarzalność operacji na stanowiskach roboczych;
środki pracy to wyłącznie maszyny specjalne (oprzyrządowanie specjalne);
poszczególne stanowiska pracy wykazują całkowitą stabilizację obciążenia poszczególnych operacji;
krótsze cykle produkcyjne i niższe relatywnie koszty produkcji.
produkcja nierytmiczna (niepotokowa) - nie wykazuje żadnej lub minimalną powtarzalność operacji na stanowiskach roboczych. Cechy:
niski stopień oprzyrządowania;
duże zapasy produkcji w toku;
zleceniowy system planowania produkcji;
bieżące dysponowanie obciążeniem stanowisk roboczych.
produkcja rytmiczna (potokowa) - ścisłe powiązanie stanowisk roboczych, powtarzalność produkcji takich samych wyrobów. Cechy:
wysoki stopień oprzyrządowania specjalnego;
mała elastyczność ze względu na ścisły przydział zadań do stanowisk roboczych;
struktura produkcji oparta na tendencji przedmiotowej.
potok synchroniczny
potok asynchroniczny
linia potokowa stała
linia potokowa zmienna
linia potokowa ciągła
linia potokowa przerywana
linia potokowa z rytmem swobodnym
linia potokowa z rytmem wymuszonym
linia bez transportu mechanicznego
linia z transportem mechanicznym
automatyczna linia potokowa
usprawnienie i wzrost wydajności pracy na poszczególnych stanowiskach;
sprawny przepływ przedmiotów pracy pomiędzy stanowiskami;
optymalizacja czasu pracy maszyn i urządzeń;
optymalizacja wykorzystania materiałów;
obniżenie kosztów (np. poprzez minimalizację zapasów, zwiększenie wydajności pracy);
skrócenie cyklu produkcyjnego.
surowców i materiałów;
pracujących maszyn i urządzeń;
pracy ludzkiej.
przyczynia się do wzrostu efektywności poprzez wzrost wydajności pracy;
usprawnia łańcuch logistyczny poprzez: optymalne wykorzystanie maszyn i urządzeń, sprzyja efektywnemu zarządzaniu zapasami oraz czasem pracy;
zmiany organizacyjne: wzrost dyscypliny pracy, zmniejszenie wypadkowości.
średni takt produkcyjny (dotyczy linii potokowych) -jest to odcinek czasu jaki upływa pomiędzy wytworzeniem dwóch kolejnych jednostek wyrobu
takt roboczy (dotyczy pojedynczego stanowiska pracy) - jest to okres jaki zajmuje wykonanie na określonym stanowisku pracy jednej operacji technologicznej.
łączenie na jednym stanowisku operacji dłuższych z krótszymi;
łączenie na jednym stanowisku operacji krótszych w celu uzyskania wielokrotności taktów;
równoległe wykonywanie operacji dłuższych na równoległych stanowiskach (np. podwojenie liczby stanowisk);
przeprowadzenie zmian strukturalnych w operacjach o nierównym czasie trwania. Proces ten odbywa się poprzez rozłożenie każdej operacji na elementy niepodzielne technologicznie (tzn. zabiegi), a następnie przesunięcie ich pomiędzy poszczególnymi stanowiskami pracy (pocięcie operacji technologicznej na zabiegi).
synchronizacji linii potokowej;
obliczyć współczynnik równomierności obciążenia stanowisk roboczych przed reorganizacją linii;
obliczyć współczynnik równomierności obciążenia stanowisk roboczych po reorganizacji linii.
optymalizacja wykorzystania czasu pracy maszyn i urządzeń;
zwiększenie wydajności pracy na stanowiskach roboczych;
obniżenie poziomu kosztów własnych produkcji;
bezinwestycyjny wzrost wydajności produkcji.
czas trwania procesu produkcyjnego;
czas trwania operacji technologicznych;
czas trwania operacji pomocniczych;
czas trwania przerw pomiędzy poszczególnymi operacjami technologicznymi;
czas trwania przerw między-zmianowych i wewnątrz-zmianowych.
produkcja małych partii detali;
krótki czas trwania operacji technologicznych;
niski stopień materiałochłonności.
równe lub wielokrotne czasy trwania operacji technologicznych;
produkcja potokowa wielkoseryjna.
prostota planowania i wykonania
długi cykl produkcyjny;
nieefektywne wykorzystanie czasu;
wysoki poziom kosztów;
zamrożenie środków obrotowych.
efektywne wykorzystanie czasu w procesie produkcyjnym;
krótki cykl produkcyjny
wysoki poziom kosztów wynikający z oddzielnego transportu każdego detalu.
wyraźne skrócenie cyklu produkcyjnego;
eliminacja przerw w obróbce detali na kolejnych stanowiskach;
efektywne wykorzystanie czasu pracy na poszczególnych stanowiskach roboczych;
efektywne wykorzystanie czasu pracy maszyn i urządzeń
większa złożoność operacji.
wskaźnik równomierności spływu wyrobów [R]:
wskaźnik arytmiczności dodatniej [Ad]:
wskaźnik arytmiczności ujemnej [Au]:
wskaźnik aktywności [A]:
stosunek aktywności [Sa] - pokazuje proporcje pomiędzy występującymi odchyleniami arytmiczności.
A |
B |
C |
D |
E |
F |
G |
H |
I |
|
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
A |
B |
C |
D |
E |
F |
G |
H |
I |
|
1 |
2 |
3 |
|
||||||
A |
B |
C |
D |
E |
F |
G |
H |
I |
|
1 |
|
||||||||
2 |
|
||||||||
3 |
|
||||||||
Praca indywidualna może być realizowana na 1 stanowisku pracy, lub może mieć charakter pracy wielowarsztatowej (obsługa przez 1-go pracownika wielu urządzeń jednocześnie). Udział pracy indywidualnej systematycznie maleje.
7). Istota i formy zespołowego działania w procesach produkcji.
Praca zespołowa - określa się ją jako przypadek działań zbiorowych, w którym wykonanie pewnych uporządkowanych zbiorów czynności i operacji powierza się pewnej określonej grupie osób, pomiędzy którymi istnieją bezpośrednie związki produkcyjne.
Paca zespołowa staje się obiektywną koniecznością produkcji gdy:
Formy pracy zespołowej:
8). Mocne i słabe strony zespołowego działania.
Mocne strony:
Słabe strony:
23). Proces technicznego przygotowania produkcji (TPP).
TPP (techniczne przygotowanie produkcji) obejmuje:
24). Istota i elementy składowe procesu produkcyjnego.
Proces produkcyjny - określa się jako uporządkowany całokształt czynności w wyniku których z materiałów powstaje gotowy produkt o określonej wartości użytkowej.
Podział procesów produkcyjnych:
Elementy procesu produkcyjnego:
|
25). Zasady racjonalnej organizacji procesu produkcyjnego.
N - nakłady;
F - fundusze stanowisk.
Brak tej równości prowadzi do nierytmiczności produkcji.
Ip - wsp. stopnia proporcjonalności;
Mpn - możliwości produkcyjne n-tej komórki;
Nn - zadania produkcyjne n-tej komórki;
m - liczba komórek produkcyjnych;
n - nr kolejnej komórki produkcyjnej.
Ip -> 0 zasada proporcjonalności zachowana.
Il - wsp. liniowości;
Ip - najkrótsza droga przemieszczania przedmiotów pracy;
Irz - rzeczywista droga ruchu przedmiotów pracy.
Ic - wsp. ciągłości;
Ot - okres technologiczny cyklu produkcyjnego;
Cp - cykl produkcyjny;
Pp - przerwy w procesie produkcyjnym;
Wp - wsp. przestojów w cyklu produkcyjnym.
Ic - im wyższy tym lepszy.
Ir - wsp. równoległości;
Cpr - cykl produkcyjny przy równoległym przebiegu procesu produkcyjnego;
Cprz - rzeczywisty (obecny) cykl produkcyjny.
Korzyści:
Wady:
26). Rodzaje procesów produkcyjnych.
KRYTERIA PODZIAŁU |
RODZAJE PROCESÓW PRODUKCYJNYCH |
ISTOTA PROCESU PRODUKCYJNEGO |
stopień złożoności |
proste
|
|
|
złożone |
|
znaczenie procesu |
podstawowe |
|
|
pomocnicze |
|
|
uboczne |
mają na celu 100% wykorzystanie materiału. |
Każdy proces produkcyjny składa się z pojedynczych operacji technologicznych.
Operacja technologiczna - jest przeprowadzana na określonym stanowisku pracy oraz na określonym elemencie przez określonego pracownika w określonym czasie.
Operacje technologiczne dzielimy na:
Operacje technologiczne dzielimy na: czynności -> zabiegi -> ruchy.
27). Podstawowe formy organizacji procesów produkcyjnych.
Forma organizacji procesu produkcyjnego zależy od:
KRYTERIA PODZIAŁU |
TYP PRODUKCJI |
Rozmiar produkcji |
|
Sposób powiązania stanowisk pracy |
28). Typy i formy organizacji produkcji.
Typ produkcji - czyli stopień specjalizacji stanowiska roboczego i związanych z nim poziomu stabilności wykonywanej tam produkcji:
Formy organizacji produkcji - czyli stopień powiązania stanowisk roboczych w procesie produkcyjnym:
29). Istota i cech produkcji jednostkowej.
produkcja jednostkowa (indywidualna) - to produkcja pojedynczych wyrobów, jednorazowo lub z pewną powtarzalnością występujących w nieregularnych odstępach czasu (produkcja zazwyczaj na zamówienie).Cechy:
30). Istota i cechy produkcji seryjnej.
produkcja seryjna - to produkcja określonej liczby jednostkowych wyrobów. Cechy:
31). Istota i cech produkcji masowej.
produkcja masowa - długotrwała, stała produkcja jednakowych wyrobów na stanowiskach roboczych o najwyższym stopniu specjalizacji, największej stabilności produkcji. Cechy:
33). Istota produkcji rytmicznej i nierytmicznej oraz ich charakterystyka.
34). Kryteria klasyfikacji i rodzaje produkcji potokowej.
KRYTERIA PODZIAŁU |
RODZAJ PRODUKCJI POTOKOWEJ |
CHARAKTERYSTYKA I ZASTOSOWANIE |
Stopień obciążenia stanowisk pracy |
równe lub wielokrotne czasy wykonywania poszczególnych operacji. różne czasy wykonywania poszczególnych operacji |
|
Typ produkcji |
produkcja jednorodna, stałość operacji technologicznych na stanowiskach roboczych produkcja seryjna konieczność przezbrajania linii po każdej serii. |
|
Stopień synchronizacji |
równe czasy operacji na poszczególnych stanowiskach, brak przerw w przepływie przedmiotów pracy na kolejne stanowiska. nierówne czasy trwania operacji na poszczególnych stanowiskach, występują przerwy w przepływie przedmiotów pracy, powstają zapasy produkcji w toku. |
|
Utrzymanie rytmu produkcji |
stosowana gdy wymagana jest duża precyzja wykonania. rytm wymuszony np. przy pomocy taśmy występuje przy produkcji masowej. |
|
Rodzaj stosowanego transportu |
stosowana np. w przemyśle lekkim (ze względu na niewielki ciężar detali). stosowane zazwyczaj w przemyśle ciężkim (niemożliwy transport ręczny). produkcja masowa, eliminacja pracy ręcznej. |
35). Podstawowe korzyści z wykorzystania potokowych linii produkcyjnych.
36). Rytmiczność i równomierność produkcji.
Równomierność produkcji - polega na wytwarzaniu w równomiernych odstępach czasu jednakowych wielkości produkcji. Oznacza to konieczność równomiernego rozłożenia w czasie następujących zasobów:
Pojęcie równomierności szczególnie ważne jest przy produkcji o niskim stopniu powtarzalności (tj.: produkcja jednostkowa, małoseryjna).
Rytmiczność produkcji - określa regularność polegającą na powtarzaniu określonych operacji na stanowiskach roboczych. Dotyczy produkcji o dużym stopniu powtarzalności (wielkoseryjna, masowa). Wzrost równomierności produkcji niesie za sobą określone korzyści:
37). Takt produkcji: takt roboczy (dot. stanowiska pracy), takt średni (dot. maszyny).
Takt produkcji - jest elementem charakterystycznym dla produkcji prowadzonej na liniach potokowych. Takt produkcji jest rozpatrywany jako:
38). Jak obliczmy średni takt linii potokowej, poziom zdolności produkcyjnej linii potokowej i stopień jej wykorzystania.
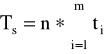
Takt średni linii potokowej obliczmy wg wzoru:
Ts - takt średni
Fe - efektywny fundusz czasu pracy (czas pracy)
P - wielkość produkcji
b - wielkość braków.
Zdolność produkcyjną linii potokowej obliczmy wg wzoru:
Zp - zdolność produkcyjna
Stopień wykorzystania zdolności produkcyjne wyliczamy ze wzoru:
WZp - stopień wykorzystania zdolności produkcyjnej
Zadanie 1.
W pb X zajmujących się montażem układów hamulcowych w okresie od 01-31.01.04 linie potokowe pracują na 3 zmiany. W cyklu dobowym pb jest w stanie zmontować 675 układów hamulcowych. Przestoje wynikające z przyczyn technologicznych i organizacyjnych wynoszą 0,5 h na zmianę. Oblicz średni takt linii potokowej.
39). Metody synchronizacji procesów produkcyjnych.
Synchronizacja linii potokowej - polega na maksymalnym zbliżeniu bądź zrównaniu taktów poszczególnych stanowisk do średniego taktu produkcji.
4 metody synchronizowania procesów produkcyjnych:
40). Współczynnik równomierności obciążenia stanowisk roboczych.
Jest wykorzystywany przy przeprowadzaniu synchronizacji produkcji na poszczególnych stanowiskach pracy. Oblicza się go wg wzoru:
ti - czas trwania i-tej operacji
m - liczba operacji
tmax - czas trwania najdłuższej operacji
Si - liczba stanowisk roboczych wykonujących i-tą operację
β - przyjmuje wartości od 0 -1 (im współczynnik wyższy tym synchronizacja lepsza).
41). Współczynnik średniej straty czasu pracy na stanowiskach roboczych.
Jest wykorzystywany przy przeprowadzaniu synchronizacji produkcji na poszczególnych stanowiskach pracy. Oblicza się go wg wzoru:
tis - strata czasu pracy na i-tym stanowisku roboczym w porównaniu z czasem trwania najdłuższej operacji.
Zadanie 2.
Pb Y produkuje opakowania plastikowe do przechowywania żywności. Efektywny czas pracy w ciągu doby wynosi 1200 min. skorygowana produkcja dobowa wynosi 400 szt. W oparciu o dane z tabeli dokonać należy:
Nr operacji |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
Σ |
Czas trwania operacji [min] |
3,1 |
9,2 |
6,3 |
6,1 |
3,15 |
6,1 |
3,15 |
9,2 |
46,3 |
Liczba stanowisk roboczych |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
8 |
Projektowana liczba stanowisk rb. |
1 |
3 |
2 |
2 |
1 |
2 |
1 |
3 |
15 |
Takt [min] po reorganizacji |
3,1 |
3,07 |
3,15 |
3,05 |
3,15 |
3,05 |
3,15 |
3,07 |
X |
Pauzy - odchylenie od Ts [min] |
0,1 |
0,07 |
0,15 |
0,05 |
0,15 |
0,05 |
0,15 |
0,07 |
X |
Pauzy jako % Ts |
3,3 |
2,5 |
5 |
1,7 |
5 |
1,7 |
5 |
2,5 |
Max=5 |
Ponieważ odchylenia od Ts nie przekraczają 5% powyższą linie potokową możemy uznać za zsynchronizowaną. (Ts musi być < 10%).
42). Pojęcie i istota cyklu produkcyjnego.
Cykl produkcyjny - to okres podczas którego ma miejsce przebieg procesu produkcyjnego. Cykl produkcyjny rozpoczyna się w momencie pobrania materiałów z magazynu a kończy ze zadnie do magazynu wyrobów gotowych.
43). Długość i struktura cyklu produkcyjnego.
Każdy cykl charakteryzuje się określoną długością, im krótszy czas trwania tego cyklu tym lepiej. Czas cyklu zależy od zaawansowania technologicznego maszyn i urządzeń.
Korzyści ze skracania cyklu produkcyjnego:
Struktura cyklu produkcyjnego:
44). Szeregowy przebieg partii detali i jego ocena.
Partia detali - zespół identycznych części obrabianych na danym stanowisku roboczym przy jednorazowym wydatkowaniu niezbędnych nakładów.
Przebieg szeregowy - jego istotom jest rozpoczęcie wykonywania kolejnych operacji dopiero po zakończeniu operacji poprzedzającej. Warunkiem koniecznym jest wykonanie określonej operacji na wszystkich detalach wchodzących w skład danej partii.
Zastosowanie:
45). Równoległy przebieg partii detali i jego ocena.
Przebieg równoległy - określony detal natychmiast po zakończeniu operacji nie czekając na zakończenie obróbki ostatniego z detali wchodzącego w skład danej partii jest przekazywany na następne stanowisko w celu rozpoczęcia kolejnej operacji.
.
Zastosowanie:
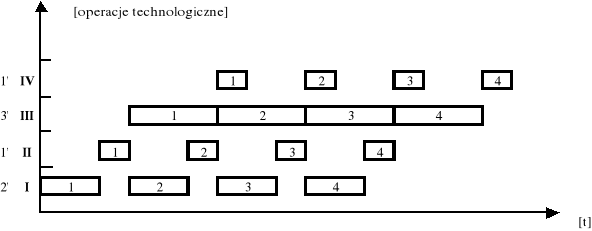
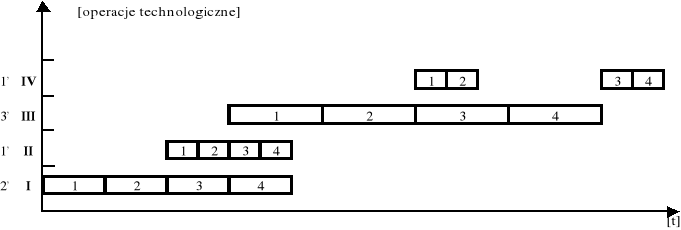
46). Kombinowany przebieg partii detali i jego ocena.
Przebieg kombinowany - łączy w sobie oba poprzednie przebiegi. Detale przekazywane są z operacji krótszych na operacje dłuższe lub odwrotnie przy czym, mogą być one przekazywane pojedynczo lub grupowo (w pakietach).
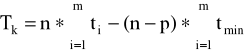
47). Jak obliczmy długość cyklu produkcyjnego w układzie: szeregowym, równoległym, kombinowanym.
Długość cyklu w układzie szeregowym:
ti - czas trwania i-te operacji.
n - liczba detali w danej partii.
m - liczba operacji technologicznych.
Długość cyklu w układzie równoległym obliczmy:
p - wielkość partii transportowych.
tmax - czas trwania najdłuższej operacji.
tprmo - średni czas trwania przerw międzyoperacyjnych.
Długość cyklu w układzie kombinowanym:
tmin - operacje o najkrótszym czasie trwania.
48). Wady i zalety poszczególnych rodzajów przebiegu partii detali.
SPOSÓB PRZEBIEGU PARTII DETALI |
ZALETY |
WADY |
Szeregowy |
||
Równoległy |
||
Kombinowany |
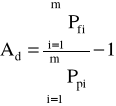
49). Wskaźniki wykorzystywane do badania poziomu równomierności i rytmiczności spływu wyrobów (równomierności spływu wyrobu, arytmiczności (+), arytmiczności (-), arytmiczności, stosunek arytmiczności.
Pf - rzeczywisty spływ wyrobów.
Pr - równomierny spływ wyrobów.
Pfi - rzeczywisty spływ wyrobów w okresach obliczeniowych, w których wykonano lub przekroczono wielkości planowane.
Ppi - wielkość produkcji planowanej w okresach obliczeniowych.
m - liczba okresów.

Zadanie 3.
Obliczyć długość cyklu produkcyjnego w układzie równoległym jeżeli: wielkość produkcji n=80 detali; wielkość partii transportowych p=20 detali; wykonywanych jest m=6 operacji technologicznych, operacje: 1,2,3,5 wykonywane są na 2-ch stanowiskach roboczych. Średni czas trwania przerw międzyoperacyjnych (proces kontroli i transportu) tprmo=10 min.. Czas trwania poszczególnych operacji technologicznych jak w tabeli poniżej.
Nr operacji |
1 |
2 |
3 |
4 |
5 |
6 |
Σ |
ti (min) |
10 |
12 |
20 |
8 |
14 |
18 |
82 |
Liczba stanowisk |
2 |
2 |
2 |
1 |
2 |
1 |
10 |
ti /2 na podwójnych stanowiskach. |
5 |
6 |
10 |
8 |
7 |
18 |
54 |
ZARZĄDZANIE PRODUKCJĄ 16/16
ELEMENTY WEJŚCIA
PROCES PRZETWARZANIA
ELEMENTY WYJŚCIA


[operacje technologiczne]
[t]
1
2
3
4
2
3
1
4
4
3
2
1
4
3
2
1
4
3
2
1


![]()




Wyszukiwarka
Podobne podstrony:
zarządzanie produkcją (10 str), Zarządzanie(1)
zarządzanie produkcją (11 str), ŚCIĄGI Z RÓŻNYCH DZIEDZIN, zarzadzanie
zarządzanie produkcją (42 str)
projekt ( krus przykładem )(16 str), Zarządzanie(1)
zarządzanie jakością (16 str), ŚCIĄGI Z RÓŻNYCH DZIEDZIN, zarzadzanie
proces produkcji- wykłady (6 str), Zarządzanie(1)
kształtowanie zatrudnienia i dobór pracowników(16 str), Zarządzanie(1)
zarządzanie produkcją (17 str)
więcej podobnych podstron