SPRAWOZDANIE Z ĆWICZEŃ LABORATORYJNYCH
MASZYNY I URZĄDZENIA TRANSPORTOWE
CHARAKTERYSTYKA LIN
POMIAR LIN
BADANIE WYTRZYMAŁOŚCI LIN
WYDZIAŁ INŻYNIERII MECHANICZNEJ I ROBOTYKI AGH
Sprawozdanie wykonał:...................................................................Krzysztof Działak
Tomasz Gawlik
Jarosław Trzyna
Michał Kartasiński
Wojciech Karteczka
Data wykonania ćwiczenia:.........................................................................2001-04-26,
Specjalność:..Maszyny do Eksploatacji i Przeróbki Surowców Mineralnych / IIIB
Rok akademicki:.............................................................................................2000/2001
Charakterystyka lin.
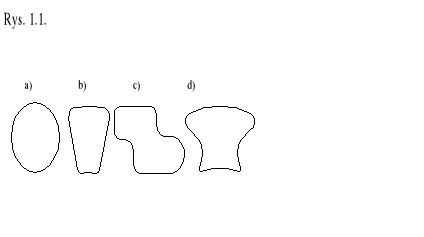
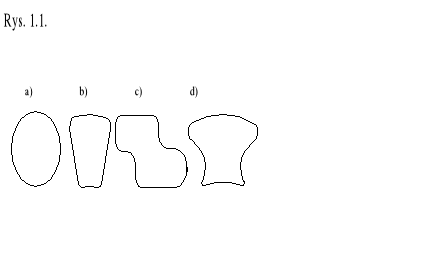
Lina stalowa jest elementem nośnym o złożonej budowie, której głównymi składnikami są druty, splotki, rdzenie oraz smary. Liczba drutów wynosić może od kilku do kilkunastu. Druty mają kształt okrągły lub profilowany (klinowy, zetowy, iksowy) (rys. 1.1.).
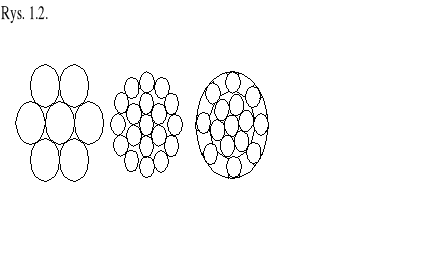
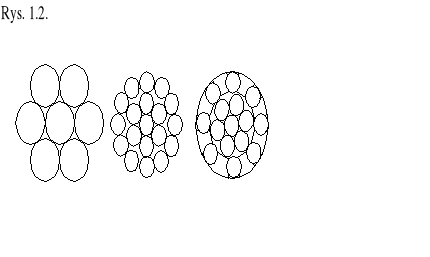
Jeżeli na drut rdzeniowy nawiniemy śrubowo jedną lub więcej warstw drutów, to otrzymamy splotkę lub linę jednozwitą (rys. 1.2.). Kształt splotki może być okrąg-ły, trójkątny, owalny lub płaski. Druty sąsiednich warstw splotki stykać się mogą punktowo lub liniowo.
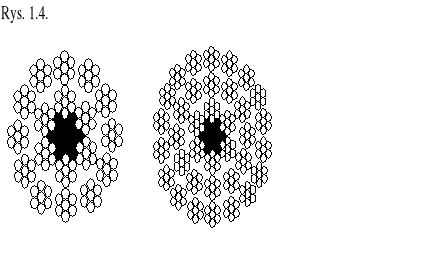
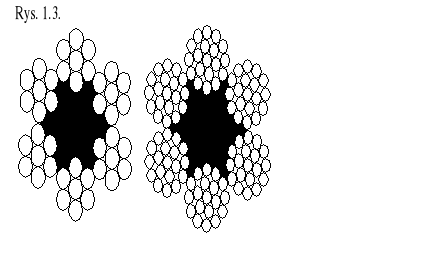
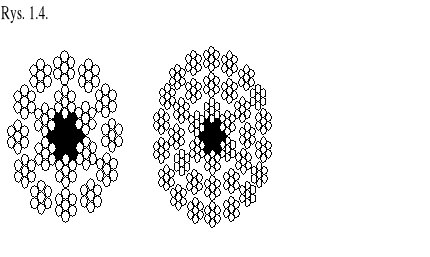
Jeżeli na uprzednio przygotowany rdzeń z włókien organicznych, bądź z tworzyw sztucznych, bądź z drutów stalowych, nawiniemy śrubowo jedną lub więcej warstw splotek, to powstanie lina dwuzwita (rys. 1.3.).Druty w takiej linie zwite są dwukrot-nie - raz przy wykonaniu splotki, a drugi raz przy zwijaniu (skręcaniu) liny. Gdy kierunek zwicia drutów i splotek jest jednakowy, to linę nazywa się współzwitą, zaś przy kierunkach przeciwnych - liną przeciwzwitą. Lina trójzwita powstaje w wyniku śrubowego nawinięcia na centralny rdzeń jednej warstwy lin dwuzwitych. Jednak najczęściej stosowane są liny o dwu lub trzech warstwach splotek. W linach dwuwarstwowych (rys. 1.4.) kierunek zwicia warstwy wewnętrznej jest przeciwny do
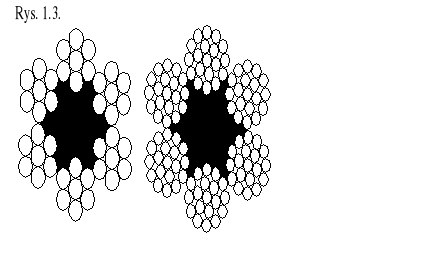
kierunku zwicia warstwy zewnętrznej. Obniża to znacznie wypadkowy moment odkrętu liny i jej skłonność do kręcenia się pod wpływem działającej siły rozciągają-cej. Jeszcze większą nieodkrętność uzyskuje się w linach o trzech warstwach splotek.
Ze względu na kierunek zwicia rozróżniamy liny prawe, splotki prawe, liny lewe i splotki lewe.
Oprócz przedstawionych lin okrągłych rozróżniamy również liny płaskie. Lina płaska utworzona jest z parzystej liczby (najczęściej 6 lub 8) czterosplotkowych linek
zwanych liniskami, prawych i lewych ułożonych na przemian i zszytych ręcznie jedną lub dwiema kilkudrutowymi splotkami lub nitami.
Opis konstrukcyjny liny powinien zawierać co najmniej kształt przekroju po-przecznego drutów, styk drutów w splotkach, liczbę drutów w splotce, liczbę splotek, liczbę rdzeni i materiał rdzenia, a w przypadku rdzenia metalowego również jego konstrukcję.
W procesie zwicia druty i splotki mogą być poddane wstępnemu odkształceniu (odprężaniu). Jest to proces polegający na nadaniu drutom i splotkom formy śrubo-wej jaką powinny mieć po zwiciu. Wstępne odkształcenie wpływa korzystnie na rów-nomierny naciąg drutów i splotek, zmniejsza tendencję do rozkręcania oraz obniża dodatkowe naprężenia powstałe w procesie zwicia. Liny odprężane mają znacznie większą trwałość. W linie odprężonej po jej przecięciu, splotki i druty w splotkach zachowują swoje położenie. Wykręcona splotka i rozkręcone druty powinny dać się z powrotem wkręcić.
Pomiar lin.
Wyniki pomiarów średnicy liny (16 splotek).
L.p. |
Średnica [mm] |
L.p. |
Średnica [mm] |
L.p. |
Średnica [mm] |
Średnia [mm] |
Odchylenie standardowe [mm] |
1 |
48,8 |
11 |
48,7 |
21 |
48,7 |
48,6 |
0,37 |
2 |
48,6 |
12 |
47,7 |
22 |
49,0 |
|
|
3 |
48,8 |
13 |
48,5 |
23 |
49,4 |
|
|
4 |
48,6 |
14 |
48,7 |
24 |
48,7 |
|
|
5 |
49,1 |
15 |
48,1 |
25 |
48,3 |
|
|
6 |
48,,3 |
16 |
48,6 |
25 |
48,9 |
|
|
7 |
49,3 |
17 |
48,6 |
27 |
48,3 |
|
|
8 |
48,8 |
18 |
48,7 |
28 |
48,4 |
|
|
9 |
48,8 |
19 |
49,3 |
29 |
48,2 |
|
|
10 |
48,6 |
20 |
48,5 |
30 |
48,3 |
|
|
Wyniki pomiarów skoku liny (16 splotek).
L.p. |
Skok [cm] |
L.p. |
Skok [cm] |
L.p. |
Skok [cm] |
Średnia [cm] |
Odchylenie standardowe [cm] |
1 |
29,5 |
11 |
28,9 |
21 |
29,1 |
29,3 |
0,40 |
2 |
30,0 |
12 |
29,5 |
22 |
28,7 |
|
|
3 |
29,5 |
13 |
29,6 |
23 |
29,7 |
|
|
4 |
29,5 |
14 |
28,8 |
24 |
29,9 |
|
|
5 |
29,0 |
15 |
29,4 |
25 |
28,7 |
|
|
6 |
28,5 |
16 |
29,4 |
25 |
29,6 |
|
|
7 |
29,2 |
17 |
28,7 |
27 |
29,6 |
|
|
8 |
29,6 |
18 |
29,5 |
28 |
28,9 |
|
|
9 |
29,7 |
19 |
29,3 |
29 |
29,8 |
|
|
10 |
29,2 |
20 |
28,9 |
30 |
29,5 |
|
|
Wyniki pomiarów średnicy liny (8 splotek).
L.p. |
Średnica [mm] |
L.p. |
Średnica [mm] |
L.p. |
Średnica [mm] |
Średnia [mm] |
Odchylenie standardowe [mm] |
1 |
31,3 |
11 |
31,2 |
21 |
31,6 |
31,3 |
0,28 |
2 |
30,8 |
12 |
30,9 |
22 |
31,0 |
|
|
3 |
31,2 |
13 |
31,5 |
23 |
31,8 |
|
|
4 |
31,1 |
14 |
31,4 |
24 |
31,9 |
|
|
5 |
31,2 |
15 |
31,4 |
25 |
31,1 |
|
|
6 |
30,9 |
16 |
31,6 |
25 |
31,5 |
|
|
7 |
31,0 |
17 |
31,2 |
27 |
31,6 |
|
|
8 |
31,7 |
18 |
31,4 |
28 |
31,2 |
|
|
9 |
31,2 |
19 |
31,6 |
29 |
31,5 |
|
|
10 |
31,6 |
20 |
31,3 |
30 |
31,4 |
|
|
Wyniki pomiarów skoku liny (8 splotek).
L.p. |
Skok [cm] |
L.p. |
Skok [cm] |
L.p. |
Skok [cm] |
Średnia [cm] |
Odchylenie standardowe [cm] |
1 |
18,5 |
11 |
21,3 |
21 |
20,9 |
20,6 |
0,74 |
2 |
21,5 |
12 |
21,2 |
22 |
20,8 |
|
|
3 |
20,5 |
13 |
19,9 |
23 |
21,0 |
|
|
4 |
20,7 |
14 |
20,5 |
24 |
19,9 |
|
|
5 |
21,3 |
15 |
20,3 |
25 |
20,9 |
|
|
6 |
20,8 |
16 |
19,7 |
25 |
20,7 |
|
|
7 |
21,9 |
17 |
19,9 |
27 |
20,2 |
|
|
8 |
19,2 |
18 |
21,0 |
28 |
21,0 |
|
|
9 |
20,3 |
19 |
21,5 |
29 |
21,3 |
|
|
10 |
19,7 |
20 |
20,7 |
30 |
21,0 |
|
|
Rozkład wyników.
III. Badanie wytrzymałości lin.
1. Metody badań wytrzymałości lin:
a) metody niszczące
badanie liny na rozciąganie
badanie liny na przeginanie obustronne
badanie liny na skręcanie
metody nieniszczące
badania magnetyczne lin
Badanie liny na rozciąganie.
Badanie rozciągania drutów aż do zerwania przeprowadza się na zalegalizowa-nych w I klasie dokładności maszynach wytrzymałościowych o różnych zakresach sił wynoszących najczęściej ![]()
kN lub ![]()
kN.
Do typowych badań na rozciąganie pobiera się próbki o długości dostosowanej do uchwytów i szczęk maszyny wytrzymałościowej, przy czym odległość między szczękami nie powinna być mniejsza niż 150 mm. Zakres pomiarowy siłomierza maszyny wytrzymałościowej powinien być tak dobrany, aby największa siła potrzebna przy rozciąganiu była nie mniejsza niż 30% i nie większa niż 95% pełnego zakresu obciążeń. Prędkość rozciągania w zakresie odkształceń sprężystych nie powinna przekraczać ![]()
. W zakresie odkształceń plastycznych dopuszcza się większą prędkość rozciągania.
Próba rozciągania przebiegła prawidłowo, tzn. próbka uległa zniszczeniu (zerwaniu) w odległości większej niż 2d. W miejscu zerwania utworzyła się tzw. szyjka. Siła zrywająca wyniosła 4,25 kN. Średnica drutu d=2,34 mm.
Wyznaczenie granicy wytrzymałości drutu na rozciąganie:
![]()
MPa
Wytrzymałość liny na rozciąganie jest zbyt niska. Lina nie nadaje się do dalszego użytku.
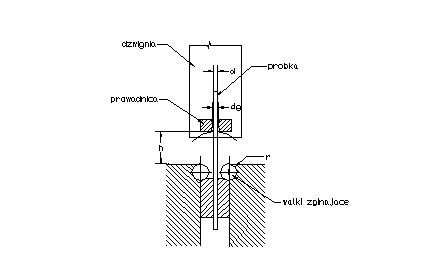
Badanie liny na przeginanie obustronne.
Badanie to polega na wielokrotnym zginaniu próbki drutu na przemian w dwóch kierunkach, na wałkach dostosowanych do średnicy drutu. Służy ono do określenia podatności próbki na odkształcenia plastyczne i do wykrywania wad wewnętrznych materiału. O podatności próbki na odkształcenia plastyczne wnioskuje się z liczby przegięć, a o wadach materiałowych z przełomu próbki.
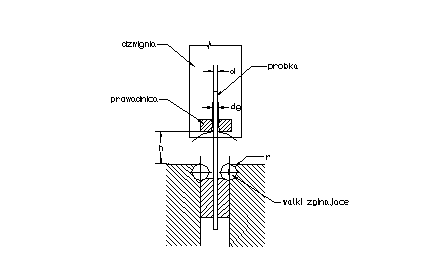
Schemat stanowiska badawczego:
Średnica nominalna drutu d [mm] |
Promień wałka zginającego r [mm] |
Odległość h [mm] |
Średnica otworu prowadnic
|
Liczba przegięć
|
2,34 |
7,5 |
25 |
2,5 |
12 |
Liczba przegięć mieści się w granicy wymagań wytrzymałości na przeginanie.
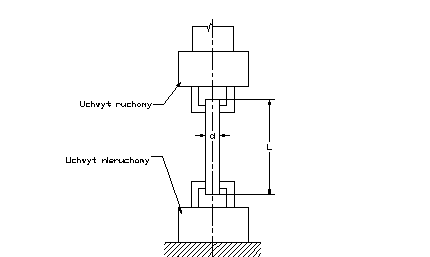
Badanie liny na skręcanie jednokierunkowe.
Badanie drutów na skręcanie polega na jednokierunkowym kręceniu próbki drutu o długości 100 średnic badanego drutu okrągłego lub 100 wysokości przekroju poprzecznego drutu profilowanego, dookoła własnej osi aż do pęknięcia. Liczba pełnych skręceń powodujących pęknięcie drutu oraz sposób układania się spiralnych zwojów na powierzchni drutu i wygląd złomu drutu umożliwiają ocenę odnośnie podatności próbki na plastyczne odkształcenie, występowanie niejednorodności materiału próbki lub istnienia wad powierzchniowych bądź wewnętrznych badanego drutu.
Średnica nominalna drutu d [mm] |
Odległość między uchwytami L [mm] |
Liczba skręceń
|
2,34 |
234 |
14 |
![]()
mm
Schemat stanowiska badawczego:
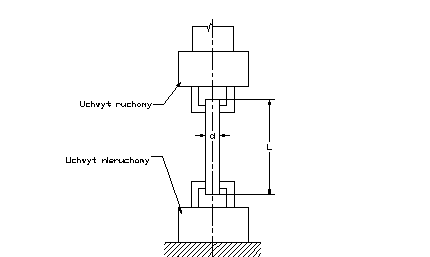
Próba przebiegła poprawnie. Drut ukręcił się w odległości większej niż 2d od uchwytu. Liczba skręceń jest niewystarczająca - lina nie nadaje się do dalszej eksploatacji.
Wnioski.
Ostatecznie stwierdzam, że wszystkie próby zostały przeprowadzone pomyśl-nie i zgodnie z normami ISO. Lina jednak nie spełnia wszystkich wymagań i nie powinna być dopuszczona do dalszej eksploatacji.
ąąą
Wyszukiwarka
Podobne podstrony:
BRYKIETY, Studia AGH IMIR, MiUT, Sprawozdania
test z MIUT, Studia AGH IMIR, MiUT, Folder Dzika
Sciaga transportowe, AGH IMIR, Semestr V, MIUT, LINY
Sprawko poprawione, AGH, semestr 5, MIUT, miut, liny tarcie
sprawozdanie-1, AGH, semestr 5, MIUT, miut, liny tarcie
Sprawko liny, AGH - IMIR - IMIM, III ROK, Maszyny i urządzenia transportowe
liny kolos zesz y rok
Zad 25 10 11, AGH Imir materiały mix, Studia
zag2, AGH IMIR, Semestr 2, PNOM
LABMETS1, AGH IMIR Mechanika i budowa maszyn, II ROK, Metrologia Tyka Haduch, Metrologia, Metrologia
Spr 1, AGH IMIR Mechanika i budowa maszyn, III ROK, Elementy automatyki przemysłowej, EAP lab1
Metro ćw 4, AGH IMIR Mechanika i budowa maszyn, II ROK, Metrologia Tyka Haduch, Metrologia, Metrolog
Rodzaj i sposób obróbki, Mechatronika AGH IMIR, semestr 8, ZSW
Pytenia na egzamin 2rok1sem - materialoznastwo, AGH IMIR Mechanika i budowa maszyn, I ROK, PNOM, Pos
LABMETS4, AGH IMIR Mechanika i budowa maszyn, II ROK, Metrologia Tyka Haduch, Metrologia, Metrologia
KUK-METRO-7, AGH IMIR Mechanika i budowa maszyn, II ROK, Metrologia Tyka Haduch, Metrologia, Metrolo
METmar9, AGH IMIR Mechanika i budowa maszyn, II ROK, Metrologia Tyka Haduch, Metrologia, Metrologia,
więcej podobnych podstron