23022012(024)
I obkawarki w pmxiaiF wvtvahżania___^
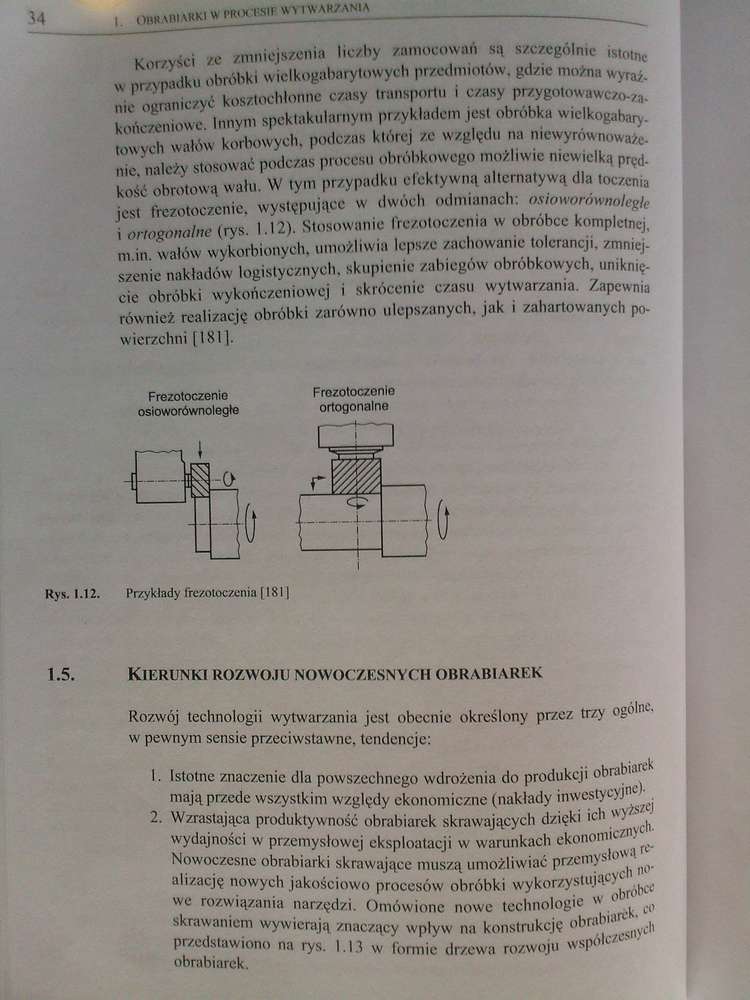
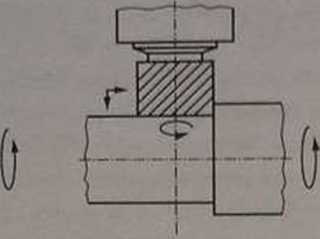
Korzyści ze zmniejszenia liczby zamocowmi są szczególnie istoinc « przypadku obróbki wielkogabarytowych przedmiotów, gdzie można wyra>. nie ograniczyć kosztochlonnc czasy transportu i czasy przygotowawczo.,,, kończeniowc Innym spektakularnym przykładem jest obróbka wiclkogabary. ,owvcb walów korbowych, podczas której ze względu na nicwyrównowazl me należy stosować podczas procesu obróbkowego możliwie niewielką pręd-kość obrotową walu. W tym przypadku efektywną alternatywą dla toczenia jest frezotoczcnie. występujące w dwóch odmianach: osiowurównolegle i or,0f,oM>lnc (rys. 1.12). Stosowanie 1'rcz.otocz.cnia w obróbce kompletnej, m.in. walów wykorbionych, umożliwia lepsze zachowanie tolerancji, zmniejszenie nakładów logistycznych, skupienie zabiegów obróbkowych, unikniecie obróbki wykończeniowej i skrócenie czasu wytwarzania. Zapewnia również realizację obróbki zarówno ulepszanych, jak i zahartowanych po-wierzchni 11811.
Frezotoczenio Frozotoczcnio
osioworównolegte ortogonalne
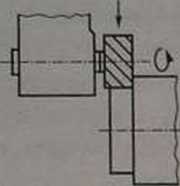
Przykłady fre/.oloczenia 11811
Kierunki rozwoju nowoc zesnyc h obrabiarek
Rozwój technologii wytwarzania jest obecnie określony pr/ez trzy ogólne, w pewnym sensie przeciwstawne, tendencje:
Wyszukiwarka
Podobne podstrony:
23022012(024) I obkawarki w pmxiaiF wvtvahżania___^ Korzyści ze zmniejszenia liczby zamocowmi są szc
DSC00084 (25) Własności m
img088 2 ZABAWY ZE ŚPIEWEM I PRZY MUZYCE > Są szczególnie łubiane przez dzieci
KORZYŚCI ZE STOSOWANIA BAZ DANYCH Zmniejszenie nadmiarowości (redundancji) przechowywanych danych -»
TS ?ldenkrais 1 Niektóre korzyści ze stosowania ćwiczeń Metody Feldenkraisa: • zmniejszysz napięcie
DSCN2355 (2) Korzyści ze sio»ww«..—analogów I ■ Analogi szybko działające bardzo skutecznie zmniejsz
skanuj0020 5 Wskazówki dla korzystających ze słownika
Do obliczenia momentu skrawania korzystamy ze wzoru (9). Parametr dsr przyjmujemy połowę średnicy wi
więcej podobnych podstron