CCI20101229�012

wyniku zctk-tcrapem turę,
zewnętrznę mają niższą
narzędzi, jak również i tyz, że warstwy nięcia się z chłodniejszymi narzędziami a przez to do ich uplas tyczni er.ia konieczne jest większe naprężenie niż dla bardziej nagrzanych warstw środkowych.
nys
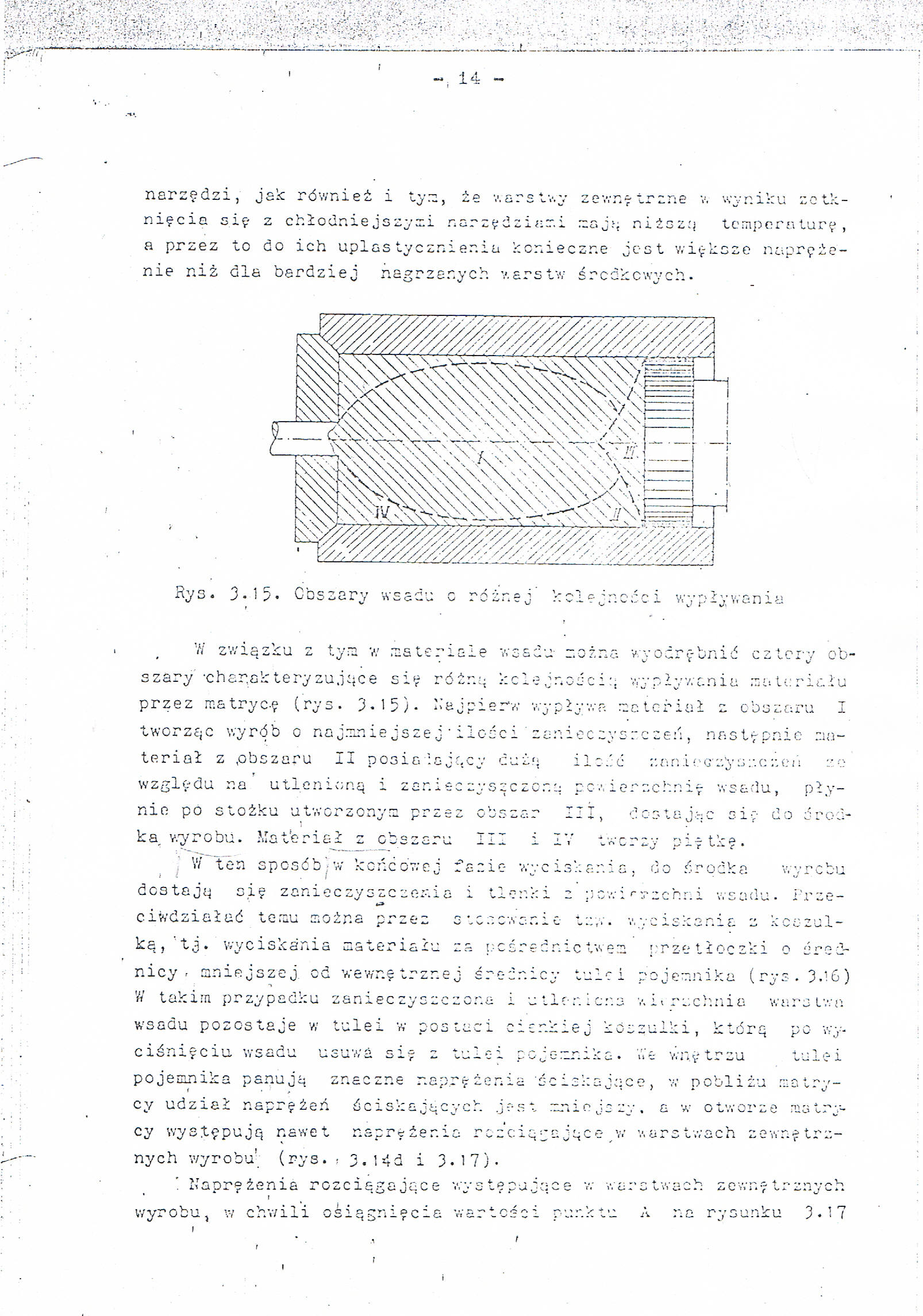
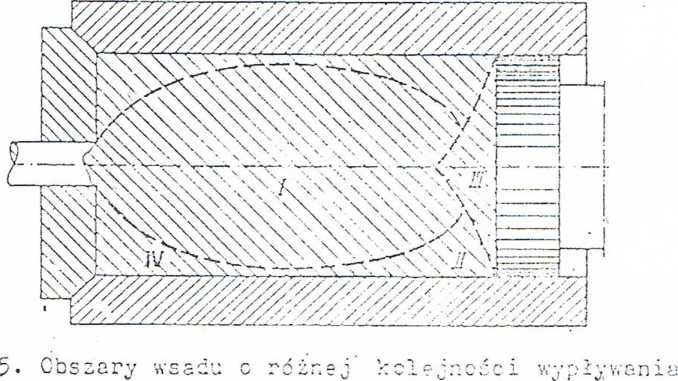
W związku z tym w materiale wsadu można wyodrębnić cztery obszary •charakteryzujące się różną kolejnością wypływania materiału przez matryc-ę (rys. 3.15). Najpierw wypływa materiał z obszaru I tworząc wyrób o najmniejszej'ilości zanieczyszczeń, następnie ma
|
znn.i (,'G'z'y snc: |
z e 11 |
|
.chnię wsadu |
, P |
|
stając się |
do ś |
|
y piętkę. | |
|
do środka |
wyr |
|
zchni wsadu |
. Pr |
|
ciskania z |
M O |
|
nrze11oc zki |
0 2 |
nio po stożku utworzonym prze
i
ką wyrobu. Matbrieł z obszaru II!
V/ ten sposób; w k c n c o w e j i a z i c- wy cis k a r i a. do ś rocka
ciwdziałać temu można przez stos ką,’tj. wyciskania materiału za pośrednie twe: nicy r mniejszej cd wewnętrznej średnicy tulci pojemnika (rys. 3.16) W takim przypadku zanieczyszczona i u tlen i cna wierzchnia warstwo, wsadu pozostaje w tulę i w postaci cienkiej koszulki, którą po wyciśnięciu wsadu usuwa się z tulę-i pojemnika. We wnętrzu tulei pojemnika panują znaczne naprężenia ściskające, w pobliżu matrycy udział naprężeń ściskających jest mniejszy, a w otworze matrycy występują nawet naprężenia rozciągające v/ warstwach zewnętrznych wyrobu’ (rys. » 3 . 1 4 d i 3.17).
’ Naprężenia rozciągające występujące w warstwach zewnętrznych ' !
wyrobu, w chwili osiągnięcia wartości punktu A na rysunku 3*17
Wyszukiwarka
Podobne podstrony:
CCI20111111�190 suje się przeważnie rurki izolacyjne płaszczowe zwane bergma-nowskimi. W części zewn
skanuj0147 146 Ściany wielowarstwowe9. Wykonanie ścian wielowarstwowych Wielowarstwowe ściany zewnęt
FAMUR W wyniku segmentu powierzchniowego istotny udział mają kontrakty realizowane przez spółkę FAMU
scan0010 (16) 10 80 Rys. 11. Wykres zmian odkształceń styków w wyniku sprężenia, pomierzonych na zew
CCI20101212�014 15 Na wartość siły wykrawania mają wpływ siły pochodzące od czynności pomocniczych.
DSC00694 Warunki zewnętrzne mają wpływ na pobieranie jonów. Temperatura ma znaczny wpływ na ten proc
CCI20111111�032 Akumulatory zasadowe mają szereg zalet, jak niewrażliwość na wstrząsy, prostota obsł
DSCF6200 Wymagania odbiorców zewnętrznych Odbiorcy zewnętrzni mają zindywidualizowane wymagania
Slajd68 (49) • tetraedry mają zdolność kondensacji -czyli łączenia się ze sobą
(16) 42 ZESZYT a M. P. Ludzie mają racje, gdy sądzą o swych idc ze i i barwa * co kształt, ruch. cza
IMG248 Wpływ na zagospodarowanie przestrzenno-plastyczne mają takie czynniki jak :polożenie terenu,
str187�01 djvu ŻYDOSTWO obecnie trudności. Sądzę, że trudności te mają raczej charakter psychiczny,
Obywatelskie nieposłuszeństwo0021 ale w moim pojęciu wielu z nich nie uświadamia sobie, że we własny
więcej podobnych podstron