Obraz0042 2
84
rzutu w kierunku dodatnich odchyleń i «. jegrt ujemne przy przesunięciach v kierunku przeciwnym.
-fćwczas
ii„ 4
A mam + A min
(6.13)
[ae - C.5 U
mln
6.14)
rć zie: - średnia zmierzonych wymiarów,
A. - nominalny wymiar A.
rcłczenie ocla tolerancji przedstawiono na rys, 6.4.
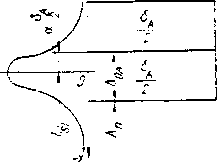
a';
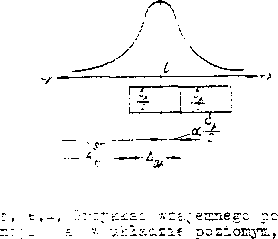
leżenia pola rozrzutu i pola iole~ w układzie pionowym
".1. "cle;noś- etatystycznego opracowania wyników pomiarów
.'tEtysty csne opracowanie wyników pomiarów może być wykonane w celu oKresienia tolerancji , dokładności procesu technologicznego, dokładności przyrządu pomiarowego itp.
".clejnc-i i caki.egc opracowanie jest następująca:
ć. ."trzymane przy pomiarach partii n części wymiary I,, iP, .
1,. zapisuje się w Kolejności wzrastającej lut malejącej, następnie grupuje się jednakowe wymiary, częstotliwości występowaniu
wymiarów l1t 12, oznacza się odpowiednio! przez nij, m2, •••»
m^; k - liczba nie powtarzających się wielkości 1.
Ogólna ilość części wyniesie
k
n =
1
Oblicza się średnią arytmetyczną
1
śr
m-j 11 + m2 12 + ... + m^ 1^
n

gdzie: m4/n - częstotliwość względna.
o) Określa się rozstęp błędów lub wymiarów
min
lub R = 1
mar
- 1
min*
d)
Określa się odchylenie standardowe
i
k
m,
1 1 x n ej Wyklucza się z szeregu błędów x błędy grube.
Zaliczenie błędu do grubego wykonuje się posługując się kryterium Raita lub kryterium Schovenne. Zgodnie z kryterium Raita
błędy grube są to takie, dla których (6.15)
zgodnie zaś z kryterium Schovenne grubymi są błędy, dla których
] rj > zC, (6.16)
gdzie: e - wielkość zależna od ilości błędów n (pomiarów), określana według wartości funkcji,
Wyszukiwarka
Podobne podstrony:
1554400e0652408332327?2571830 n I I Wy i f1. III Koli z chemii fizyczne] A Zad. l.A.a. Dodatnie odch
1554400e0652408332327?2571830 n I I Wy i f1. III Koli z chemii fizyczne] A Zad. l.A.a. Dodatnie odch
8 (84) ROZDZIAŁ U Tabela 3. Dodatnie - monografie Komisji E: Roślinne clermatica/externa, grupa głów
Obraz0084 84 stali szybkotnących i ceramiki oraz głębokość rowka KT dla węglików spiekanych. Wskaźni
Obraz0194 194 się w kierunku stycznym do okręgu ślimacznicy i jak gdyby wkręca się częścią skrawając
1554400e0652408332327?2571830 n I I Wy i f1. III Koli z chemii fizyczne] A Zad. l.A.a. Dodatnie odch
dodatnie (kationy) jak i ujemne (aniony). Ruch ładunków elektrycznych jest wymuszony poprzez podłącz
dodatnie (kationy) jak i ujemne (aniony). Ruch ładunków elektrycznych jest wymuszony poprzez podłącz
89442 strona070 70 4. WYMIAROWANIE zewnętrznych (wałków) są dodatnie, a odchyłki wymiarów wewnętrzny
Przekładnie o dodatniej lub ujemnej sumie przesunięć zarysów zazębienia Przypadek ten charakteryzują
więcej podobnych podstron