Obraz0046 2
Opracować wnioski dotyczące przeprowadzanych pomiarów 1 obliczeń oraz zwrócić szczególną uwagę z±a wielkość i położenie tolerancji zadanej, podając ewentualne propozycje do jej zmiany lub też sposobu wykonania operacji szlifowania.
lytania kontrolne
Ircyczyny powstania błędów przypadkowych.
3-1 sdy systematyczne,
Zasady dodawania błędów przypadkowych i systematycznych, lodzaje rozrzutów błędów obróbki lub pomiarów.
Obliczanie prawdopodobieństwa występowanie dobrych części w badanej operacji.
Obliczanie prawdopodobieństwa braków w badanej operacji* Określanie tolerancji wykonywanego wymiaru eliminującej braki wymiarowe.
Współczynnik względnego rozrzutu.
Współczynnik względnej asymetrii krzywej rozrzutu.
1. Sposoby wykrywania błędów grubych w pomiarach,
. Analityczne sprawdzanie, czy rozrzut rzeczywisty odpowiada rozrzutowi normalnemu.
i. Obliczanie skali przy wykreślaniu krzywyck rozrzutu.
literatura uzupełniająca
rvV*, EarszswŁ
k.; Analiza tolerancji w pasowniach
s. ? - 3&
HLI.1TTG- Z.: Elementy rachunku prawdopodobieństwa matematycznej. FW3E, Warszawa ???£, s# 153 - 174
PUFF
‘echncloaia budów maszvr..
PWN, Warszawa
statystyki
. s. 142 -
ĆWICZENIE 7.
OKREŚLENIE BŁĘDU ZAMOCOWANIA PRZEDMIOTU W UCHWYCIE TRZYSZCZĘKOWYM ORAZ KŁA W KONIKU
7, Cel ćwiczenie
Zapoznanie się z błędami akkada.j ąeyni się na ogólny błąd obróbki, a zwłaszcza z błędem zamocowania przedmiotu obrabianego i błędem powstającym przy zamocowywaniu zespołów obrabiarki.
2. Wyposażenie
s) Irznień kontrolny z kołnierzem (według rys. 7.1./. b\ Czujniki zegarowe c dokładności pomiaru 1 pm - ■ sztuka. 0,0'- mm - 2 sztuki.
o/ Uchwyty do zamocowania czujnika w imaku nożowym tokarki, a) bchwyty do zamocowanie czujnika dc łoża tokarki.
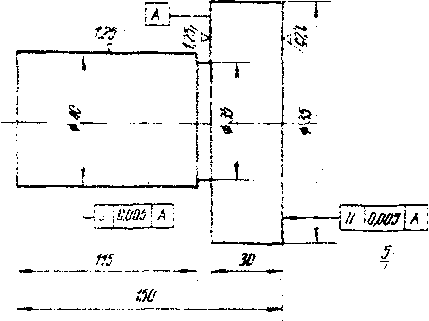
Rys. 7,". Er spień kontrolny dc badania błędu osiowego zamocowania
v; t cnwy: te ~rsysze sę kovvym
Wyszukiwarka
Podobne podstrony:
Obraz0046 2 Opracować wnioski dotyczące przeprowadzanych pomiarów i obliczeń oraz zwrócić szczególną
ScanImage14 2.7 Opracowanie wyników Na podstawie przeprowadzonych pomiarów obliczyć rezystancję każd
We wnioskach należy zwrócić szczególną uwagę na omówienie otrzymanych w wyniku pomiarów wykresów. 6.
We wnioskach należy zwrócić szczególną uwagę na omówienie otrzymanych w wyniku pomiarów wykresów.
sekcja3chemia projekt0001 Opracowanie wyników pomiarów Na podstawie przeprowadzonych pomiarów należy
CW3SZ O 10 20 30 40 50 60 70 80 90 100 Q2, %Wnioski: Po przeprowadzaniu analizy danych PMŚ, uśrednie
skanuj0008 (310) 170 Ćwiczenia laboratoryjne z fizyki21.4. Opracowanie wyników pomiarów 1. &nb
SNC02434 3. Pomiary i obliczenia Tab. 1. Wyniki badań wydatku wody oraz czasu przepływu barwnika na
IMG204 204 5.5* Charakterystyki i obciążenia i biegu Jałowego 5*6. Uwagi i wnioski z przeprowadzonyc
rezonans0021 -66- 4. OPRACOWANIE WYNIKÓW 4.1. Na podstawie pomiarów przeprowadzonych w p. 3.1.1 wykr
skanuj0008 (310) 170 Ćwiczenia laboratoryjne z fizyki21.4. Opracowanie wyników pomiarów 1. &nb
3skan 3. Wyniki pomiarów i obliczenia: Dla każdego z ustawień zaworów oblicz prędkość cieczy oraz te
więcej podobnych podstron