Obraz0046 2

Opracować wnioski dotyczące przeprowadzanych pomiarów i obliczeń oraz zwrócić szczególną uwagę ne wielkość i położenie tolerancji zadanej, podając ewentualne propozycje dc jej zmiany lub też sposobu wykonania operacji szlifowania*
Pytania kontrolne
Przyczyny powstania błędów przypadkowych.
Błędy systematyczne.
l^sady dodawania błędów przypadkowych i systematycznych.
1:dsaje rozrzutów błędów obróbki lub pomiarów.
Obliczanie prawdopodobieństwa występowania dobrych części w badanej operacji.
Obliczanie prawdopodobieństwa braków w badanej operacji* Określanie tolerancji wykonywanego wymiaru eliminującej braki wymiarowe.
Współczynnik względnego rozrzutu.
Współczynnik względnej asymetrii krzywej rozrzutu.
. Sposoby wykrywanie błędów grubych w pomiarach,
. Analityczne sprawdzanie,czy rozrzut rzeczywisty odpowiada rozrzutowi normalnemu.
, Obliczanie skali przy wykreślaniu krzywych rozrzutu. literatura uzupełniająca
rcilA-SiroSKl km\ Analiza tolerancji w pasowriach
s. ? - 36
HB11TIG- Z.: Elementy rachunku prawdopodobieństwa
matematycznej. FffK, Warszawa s. 25
pyry T. : Technologia budowy maszyr..
274
?WN Warszawa
l'vVE, War8385VŁ . staryetyki S". s. :az -
- 15 0
ĆWICZENIE 7.
OKREŚLENIE BŁĘDU ZAMOCOWANIA PRZEDMIOTU W UCHWYCIE TRZYSZCZĘKOWYM ORAZ KŁA W KONIKU
0 ćwiczenia zapoznanie się z błędami składającymi cię na ogólny błąd obróbki, a zwłaszcza z błędem zamocowania przedmiotu obrabianego i błędem pcrwatejącym przy zsmocowywaniu zespołów obrabiarki.
2. Wyposażanie
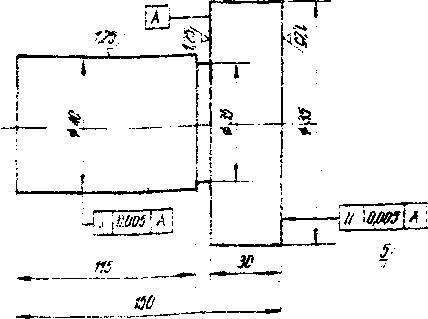
a) Irzpień kontrolny z kołnierzem (według rys. 7.1./ . h\ Czujniki zegarowe c dokładności pomiaru 7 pm ~ ' sstuka,
0,0i mm - 2 sztuki.
c) Uchwyty do zamocowania czujnika w imeku nożowym tokarki.
&) Uchwyty dc zanocowanie czujnika dc łoża tokarki.
R:
w

:oK-r-oisy 5o fcadaala fcł$dtt osiowego zamocowania osękowym
Wyszukiwarka
Podobne podstrony:
Obraz0046 2 Opracować wnioski dotyczące przeprowadzanych pomiarów 1 obliczeń oraz zwrócić szczególną
ScanImage14 2.7 Opracowanie wyników Na podstawie przeprowadzonych pomiarów obliczyć rezystancję każd
We wnioskach należy zwrócić szczególną uwagę na omówienie otrzymanych w wyniku pomiarów wykresów. 6.
We wnioskach należy zwrócić szczególną uwagę na omówienie otrzymanych w wyniku pomiarów wykresów.
sekcja3chemia projekt0001 Opracowanie wyników pomiarów Na podstawie przeprowadzonych pomiarów należy
CW3SZ O 10 20 30 40 50 60 70 80 90 100 Q2, %Wnioski: Po przeprowadzaniu analizy danych PMŚ, uśrednie
skanuj0008 (310) 170 Ćwiczenia laboratoryjne z fizyki21.4. Opracowanie wyników pomiarów 1. &nb
SNC02434 3. Pomiary i obliczenia Tab. 1. Wyniki badań wydatku wody oraz czasu przepływu barwnika na
IMG204 204 5.5* Charakterystyki i obciążenia i biegu Jałowego 5*6. Uwagi i wnioski z przeprowadzonyc
rezonans0021 -66- 4. OPRACOWANIE WYNIKÓW 4.1. Na podstawie pomiarów przeprowadzonych w p. 3.1.1 wykr
skanuj0008 (310) 170 Ćwiczenia laboratoryjne z fizyki21.4. Opracowanie wyników pomiarów 1. &nb
3skan 3. Wyniki pomiarów i obliczenia: Dla każdego z ustawień zaworów oblicz prędkość cieczy oraz te
więcej podobnych podstron