Obraz0225
225
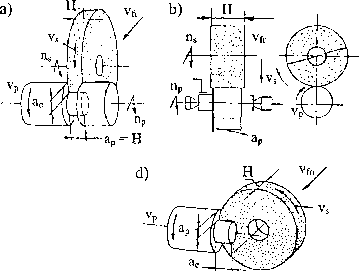
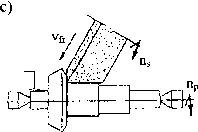
Rys. 12.22. Wgłębne szlifowanie walcowe kłowe: a, b, c) obwodowe, d) czołowe
12.5.3. Szlifowanie bezkłowe powierzchni zewnętrznych walcowych
Przy szlifowaniu bezkłowym bazą obróbkową jest zewnętrzna średnica wałka, a więc ruch obrotowy ustala tarcza prowadząca za pomocą siły tarcia -bez sztywnego połączenia z przedmiotem obrabianym (rys. 12.23).
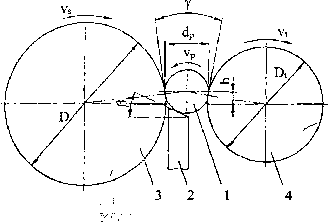
Rys. 12,23. Zasada szlifowania zewnętrznego bezkłowe go: 1 - przedmiot obrabiany, 2 - podtrzymka, 3 -ściernica, 4 - tarcza prowadząca, [3 -kąt podtrzymki, y - kąt między stycznymi do ściernicy i tarczy prowadzącej
Przedmiot obrabiany ł spoczywa w czasie szlifowania na podtrzymce 2 i znajduje się między ściernicą 3 a tarczą prowadzącą 4. Oś przedmiotu leży zazwyczaj powyżej linii łączącej środki ściernicy i tarczy prowadzącej. Wysokość położenia h osi przedmiotu obrabianego wpływa na jego okrągłość. Wartość h można określić ze wzoru:
Wyszukiwarka
Podobne podstrony:
Obraz0203 203 Rys. 12.3. Wybrane ściernice garnkowe: a) walcowa typu Tó, b) stożkowa typu T10, c) st
Obraz0228 228 Rys. 12.27. Szlifowanie wewnętrzne walcowe: a) wzdłużne, b) wgłębne Podczas szlifowani
Obraz0219 219 Rys. 12.16. Ruchy posuwowe (kierunki i prędkości) przy wzdłużnym obwodowym szlifowaniu
Obraz0224 224 224 a) Rys. 12.20. Wzdłużne zewnętrzne szlifowanie walcowe kłowe: a) obwodowe, bj czoł
Obraz0233 233 233 Rys. 12.35. Siły w szlifowaniu: c) a a} szlifowanie obwodowe powierzchni walcowyc
Obraz0220 220 Rys. 12.17. Zasadnicze wielkości przy czołowym szlifowaniu płaszczyzn: lg - geometrycz
Obraz0230 230 Rys. 12.30. Obwodowe szlifowanie powierzchni płaskich: a) węższych od szerokości ścier
Obraz0233 233 233 Rys. 12.35. Siły w szlifowaniu: c) a a} szlifowanie obwodowe po
Nowy 4 (7) Jak działa FFT 225 Rys. 12.5. Sieć przepływu sygnałów w syntezie FFT. Przedstawiono tu sp
więcej podobnych podstron