Obraz0233
233
233
Rys. 12.35. Siły w szlifowaniu: c)
a'
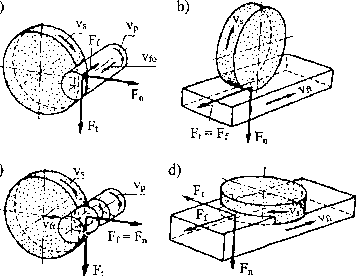
a} szlifowanie obwodowe powierzchni walcowych zewnętrznych, b) szlifowanie obwodowe płaszczyzn, c) szlifowanie wgłębne walcowe, d) szlifowanie czołowe płaszczyzn
dla silnika przedmiotu obrabianego:

(12.20)
12.7. Jakość powierzchni szlifowanej
Jakość powierzchni szlifowanej, określona zespołem cech charakteryzujących stan geometryczny i fizyczny warstwy wierzchniej, zależy przede wszystkim od właściwości ściernicy, parametrów szlifowania, właściwości materiału obrabianego i właściwości dynamicznych obrabiarki. Chropowatość powierzchni szlifowanej jest w zasadzie tym mniejsza, im mniejsze jest obciążenie ściernicy podczas szlifowania. Zmniejszeniu obciążenia ściernicy towarzyszy wzrost gładkości powierzchni obrobionej, co można osiągnąć przez zmniejszenie: prędkości obwodowej (posuwu obwodowego) vp przedmiotu szlifowanego, posuwu wzdłużnego f, głębokości szlifowania ae i charakterystycznego wymiaru ziam (zwiększenie numeru ziarna).
Wyraźne pogorszenie gładkości powierzchni obserwuje się również w przypadku niewłaściwie dobranej ściernicy, na przykład o zbyt dużej twardości, skłonności do zamazywania itp.
W celu zmniejszenia chropowatości powierzchni bez istotnego ograniczenia wydajności procesu stosowany jest w jego końcowej fazie zabieg wyiskrzania, tj. szlifowania ze zmniejszonym posuwem ściernicy lub posuwem w zakresie odkształceń sprężystych odciążonego układu obróbczego. Zabieg wyiskrzania ma również istotny wpływ na rozkład naprężeń własnych w warstwie wierzchniej (rys. 12.36).
Widać to przy małych grubościach warstwy skrawanej, tj. dla dosuwu ap = 0,005 mm/obr., gdyż w strefie przypowierzchniowej po szlifowaniu bez
Wyszukiwarka
Podobne podstrony:
Obraz0233 233 233 Rys. 12.35. Siły w szlifowaniu: c) a a} szlifowanie obwodowe powierzchni walcowyc
Obraz0113 113 113 Rys. 6.12. Rozkład siły całkowitej F podczas toczenia na składowe: skrawania (Fc),
Obraz0224 224 224 a) Rys. 12.20. Wzdłużne zewnętrzne szlifowanie walcowe kłowe: a) obwodowe, bj czoł
Obraz0225 225 Rys. 12.22. Wgłębne szlifowanie walcowe kłowe: a, b, c) obwodowe, d) czołowe12.5.3. Sz
Obraz0231 231 231 Rys. 12.32. Obwodowe szlifowanie płaszczyzn na stole obrotowym: a) z posuwem promi
Rys. 12-35. Stropy, w których zastosowano płyty żelbetowe: a) w budynkach mieszkalnych, b) w biurach
DSC00006 (11) rys. 5. Szlifowanie obwodowe powierzchni walcowych Vfr ns • 9 #• • * 1%
Obraz0219 219 Rys. 12.16. Ruchy posuwowe (kierunki i prędkości) przy wzdłużnym obwodowym szlifowaniu
Obraz0220 220 Rys. 12.17. Zasadnicze wielkości przy czołowym szlifowaniu płaszczyzn: lg - geometrycz
Obraz0228 228 Rys. 12.27. Szlifowanie wewnętrzne walcowe: a) wzdłużne, b) wgłębne Podczas szlifowani
więcej podobnych podstron