Obraz0231
231
231
Rys. 12.32. Obwodowe szlifowanie płaszczyzn na stole obrotowym: a) z posuwem promieniowym fr, b) z posuwem osiowym f0 (dośrodkowym iub od
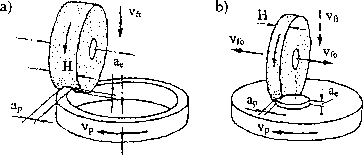
środkowym) [
szerszych od ściernicy, oprócz podstawowego ruchu posuwowego przedmiotu obrabianego o prędkości vp i ruchu dosuwowego, występuje jeszcze ruch posuwowy w kierunku dośrodkowym lub odśrodkowym o prędkości vfo.
12.5*5.2, Czołowe szlifowanie płaszczyzn
Przy czołowym szlifowaniu płaszczyzn wrzeciono ściernicy jest zazwyczaj ustawione prostopadłe do powierzchni obrabianej (rys. 12.33). Proces ten jest szczególnie zalecany do obróbki powierzchni nieciągłych, a więc do obróbki przedmiotów o dużych otworach, wykrojach i pogłębieniach na powierzchni. Zmiany oporów skrawania występujące podczas obróbki tego rodzaju powierzchni, niekorzystne zwłaszcza przy znacznej ich niepłaskości, są mniejsze przy szlifowaniu czołowym niż przy obwodowym. Z kolei jednak niebezpieczeństwo powstawania przypaleń i pęknięć jest większe niż przy szlifowaniu obwodowym.
a)
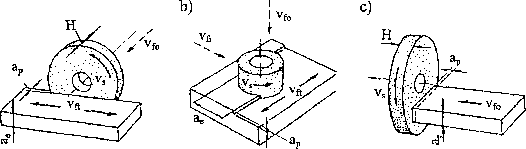
Rys. 12.33. Czołowe szlifowanie powierzchni płaskich: a) wzdłużne z posuwem stycznym ft, b) wzdłużne z posuwem stycznym ft i okresowym posuwem promieniowym fr, c) wgłębne z ciągłym posuwem osiowym f0
W przypadku wzdłużnego (stycznego) szlifowania czołowego powierzchni płaskich, węższych od średnicy ściernicy, występuje podstawowy ruch posuwowy o prędkości vft i ruch dosuwowy o prędkości vfo (rys. 12.33a). Natomiast przy powierzchniach szerszych od średnicy ściernicy dochodzi okresowy posuw promieniowy o prędkości vfr (rys. 12.33b). Czołowe szlifowanie wgłębne płaszczyzn odbywa się jedynie przy ciągłym posuwie osiowym mającym prędkość vfo (rys. 12.33c).
Wyszukiwarka
Podobne podstrony:
Obraz0230 230 Rys. 12.30. Obwodowe szlifowanie powierzchni płaskich: a) węższych od szerokości ścier
Obraz0233 233 233 Rys. 12.35. Siły w szlifowaniu: c) a a} szlifowanie obwodowe powierzchni walcowyc
Obraz0233 233 233 Rys. 12.35. Siły w szlifowaniu: c) a a} szlifowanie obwodowe po
Rys. 18. Obwodowe szlifowanie płaszczyzn: a) wzdłużne, b) wgłębne, c) obrotowe • Przy czołowym
Obraz0224 224 224 a) Rys. 12.20. Wzdłużne zewnętrzne szlifowanie walcowe kłowe: a) obwodowe, bj czoł
Obraz0225 225 Rys. 12.22. Wgłębne szlifowanie walcowe kłowe: a, b, c) obwodowe, d) czołowe12.5.3. Sz
DSCF5518 5. Jęczmień 231 Rys- 5.12. Optymalny termin siewu jęczmienia jarego: I - 15.03-30.03, II -
230 231 (4) Jonizacja wapniowa (ogólna) wg metody Wermela Elektroda czynna z folii 400 cm2 (12,5 x 3
5.4. REZONANSOWE UKŁADY KOMUTACJI WEWNĘTRZNEJ 231 Rys. 5.12. Układ komutacji szeregowej —
59 (231) !>9 Rys. 2,"13. Wyznaczenie wysokości punktu położonego na obiekcie budowlanym Przy
Obraz0113 113 113 Rys. 6.12. Rozkład siły całkowitej F podczas toczenia na składowe: skrawania (Fc),
więcej podobnych podstron