P1020879
stosuje się nożyce do przecinania blach grubości do 25 mm. Istnieją też nożyce o większej mocy do cięcia blach grubości do 40 mm.
Przecinanie materiału na nożycach uniwersalnych i gilotynowych następuje przez nacisk noży, który w pierwszej fazie przecinania wywołuje zgniecenie materiału części przekroju, w następnej zaś ścięcie reszty przekroju.
Przecinanie na nożycach stosuje się głównie w przypadku cieńszych materiałów dla krawędzi nie pracujących i w częściach elementów drugorzędnych. Dla części przeznaczonych na elementy główne, o pracujących wolnych krawędziach, musi być stosowana po cięciu na nożycach obróbka mechaniczna jako operacja dodatkowa. Na nożycach nie można wykonywać cięć o liniach łamanych z kątem wklęsłym.
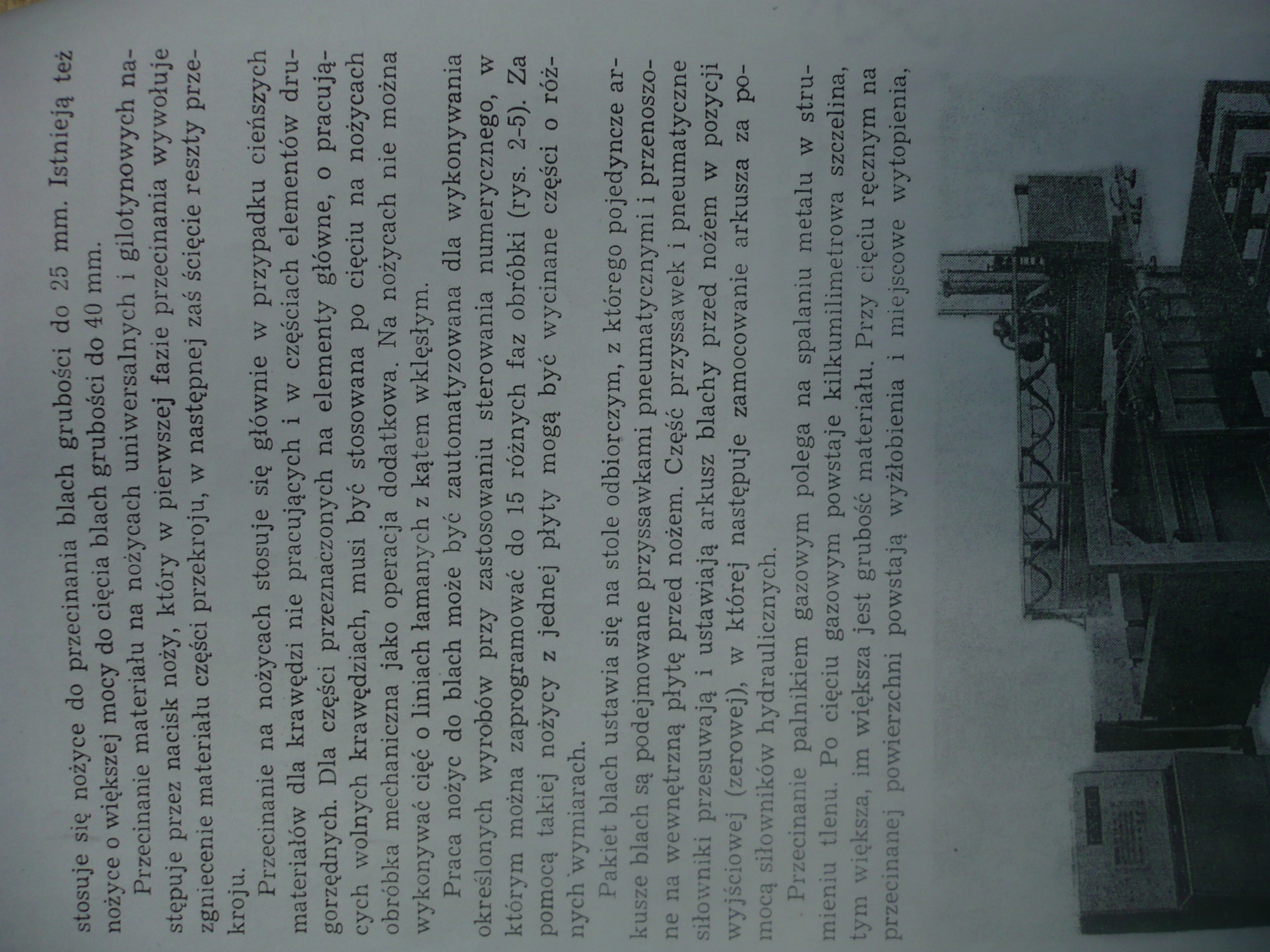
Praca nożyc do blach może być zautomatyzowana dla wykonywania określonych wyrobów przy zastosowaniu sterowania numerycznego, w którym można zaprogramować do 15 różnych faz obróbki (rys. 2-5). Za pomocą takiej nożycy z jednej płyty mogą być wycinane części o różnych wymiarach.
Pakiet blach ustawia się na stole odbiorczym, z którego pojedyncze arkusze blach są podejmowane przyssawkami pneumatycznymi i przenoszone na wewnętrzną płytę przed nożem. Część przyssawek i pneumatyczne siłowniki przesuwają i ustawiają arkusz blachy przed nożem w pozycji wyjściowej (zerowej), w której następuje zamocowanie arkusza za pomocą siłowników hydraulicznych.
Przecinanie palnikiem gazowym polega na spalaniu metalu w strumieniu tlenu. Po cięciu gazowym powstaje kilkumilimetrowa szczelina, tym większa, im większa jest grubość materiału. Przy cięciu ręcznym na przecinanej powierzchni powstają wyżłobienia i miejscowe wytopienia,
Wyszukiwarka
Podobne podstrony:
jeden pręt. Do cięcia siatek zbrojeniowych stosuje się nożyce hydrauliczne przewoźne (rys. 9.12). Po
skanuj0093 (33) dlatego pasowania ciasne stosuje się tylko do osadzania wpustu w czopie wału, natomi
Koronki słupkowe stosuje się zazwyczaj do skał średnio twardych, natomiast narzędzia z ostrzami ufor
taki stosuje się także do posiadacza lub kierującego mechanicznym przed jego rejestracją, jak równie
IMGb60 dlatego pasowania ciasne stosuje się tylko do osadzania wpustu w czopie wału, natomiast rowek
Obróbkę b. dokł. stosuje się tylko do tych powierzchni dla których konstruktor żąda wysokich klas
249Olejki eteryczne. 2) Tłoczenie w prasach stosuje się tylko do świeżych części roślinnych
cwiczenie10b Jednym z rodzajów destylacji jest destylacja z parą wodną. Stosuje się ją do rozdzielen
• Reguła merytoryczna o Stosuje się ją do norm, których zakresy zastosowania pozostają w stosunku
Nie stosuje się przepisu do osób popełniających występek umyślny i które uprzednio były skazane na k
2. Przepis ust. 1 stosuje się także do użytkowników wieczystych nieruchomości gruntowych, którzy na
wyprasek z gniazd fomiy wtryskowej stosuje się powdoki środków przeciwprzyczepnych, którymi powleka
W praktyce niwelację trygonometryczną stosuje się najczęściej do wyznaczania różnic wysokości AH
jednej warstwie w przypadku wybierania pokładów grubych. Metodę tę stosuje się najczęściej do wybier
więcej podobnych podstron