032 2
32
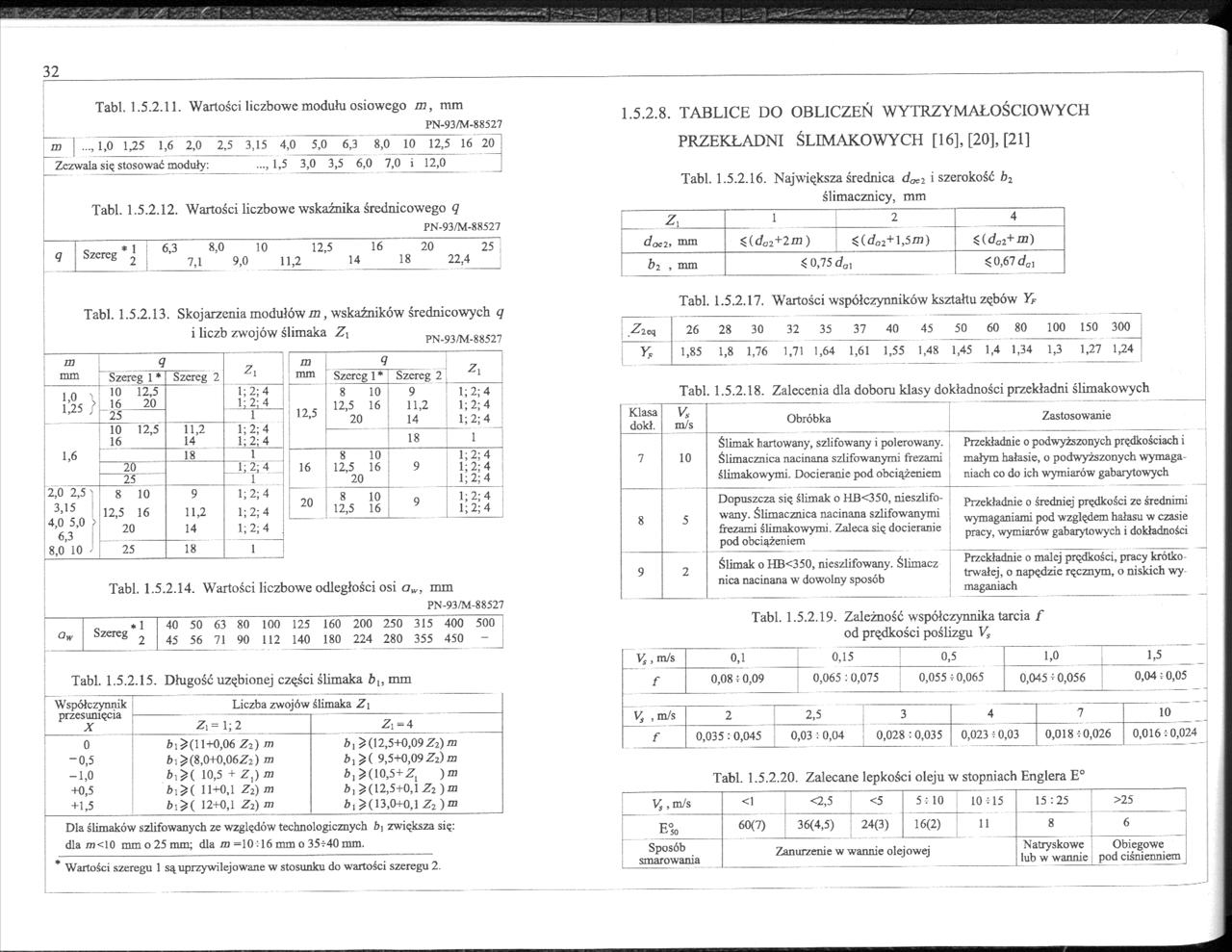
Tabl. 1.5.2.11. Wartości liczbowe modułu osiowego m, mm
PN-93/M-88527
m ' .... 1,0 1,25 1
Zezwala się stosować
,6 2,0 2.5 3,15 4,0 5,0 6,3 8,0 10 12,5 16 20
moduły:__.... 1.5 3,0~~3,S 6.0 7.0 i 12,0
Tabl. 1.5.2.12. Wartości liczbowe wskaźnika średnicowego q
PN-93/M-88527
Szereg
• 1
6,3 8,0 10 12,5 16 20 25
7,1 9,0 11,2 14 18 22,4
Tabl. 1.5.2.13. Skojarzenia modułów m, wskaźników średnicowych q i liczb zwojów ślimaka Z\ PN-93/M-88527
|
mm |
* .... |
2, | |
|
Szereg 1 * |
Szereg 2 | ||
|
1,0 \ 1,25 / |
10 12,5 16 20 |
1; 2; 4 1;?;4 | |
|
25 |
1 | ||
|
1,6 |
10 12,5 16 |
11,2 14 |
1; 2; 4 1; 2; 4 |
|
18 |
1 | ||
|
20 |
1; 2; 4 | ||
|
25 |
1 | ||
|
2.0 2.5 3,15 4.0 5,0 > 6,3 8.0 10 < |
8 10 12,5 16 20 |
9 1U 14 |
1; 2; 4 1; 2; 4 1; 2; 4 |
|
25 |
18 |
1 | |
|
m mm |
9 | ||
|
Szereg 1 * |
Szereg 2 | ||
|
12.5 |
8 10 12,5 16 20 |
9 11,2 14 |
1; 2; 4 1; 2; 4 1; 2; 4 |
|
18 |
i | ||
|
16 |
8 10 12,5 16 20 |
9 |
i; 2; 4 1; 2; 4 1; 2; 4 |
|
20 |
8 10 12,5 16 |
9 |
1; 2; 4 1; 2; 4 |
Tabl. 1.5.2.14. Wartości liczbowe odległości osi aw, mm
PN-93/M-88527
|
Szereg * * |
40 |
50 |
63 |
80 |
100 |
125 |
160 |
200 |
250 |
315 |
400 500 |
|
45 |
56 |
71 |
90 |
112 |
140 |
180 |
224 |
280 |
355 |
450 - |
Tabl. 1.5.2.15. Długość uzębionej części ślimaka mm
|
Współczynnik przesunięcia X |
Liczba zwojów |
ślimaka Z\ |
|
Zi=l;2 |
Zi-4 | |
|
0 |
b\^(11+0,06 Zz) m |
/>,£(! 2,5+0,09 Zz) m |
|
-0.5 |
6-.£(8.0+0.06Z2) m |
b^( 9,5+0,09Z2)m |
|
-1,0 |
10,5 + Z})m |
^(10,5+Z, )m |
|
+0,5 |
b.}( 11+0,1 Zz) m |
b} ^(12,5+0,1 Zz)m |
|
+1.5 |
b:2( 12+0,1 Zz) m |
13,0+0.1 Zz)m |
Dla ślimaków szlifowanych ze względów technologicznych bj zwiększa się:
dla m<!0 mm o 25 mm; dla m =10:16 mm o 35+40 mm.
Wartości szeregu 1 są uprzywilejowane w stosunku do wartości szeregu 2.
1.5.2.8. TABLICE DO OBLICZEŃ WYTRZYMAŁOŚCIOWYCH PRZEKŁADNI ŚLIMAKOWYCH [16], [20], [21]
Tabl. 1.5.2.16. Największa średnica daci i szerokość h2
ślimacznicy, mm
|
1 |
2 |
4 | |
|
doe2t nl,n |
ś(do2+2m) |
ś(d02+\tSm) |
${da2+m) |
|
b2 , mm |
ś 0,75 daX |
*0,67 dc} | |
Tabl. 1.5.2.17. Wartości współczynników kształt u zębów Yr
|
,^2cq |
26 28 30 32 35 37 40 45 50 60 80 100 150 300 | |||
|
* |
1,85 1,8 1,76 1.71 1,64 1,61 1,55 1.48 1,45 1.4 1,34 1,3 1,27 1,24 | |||
|
Tabl. 1.5.2.18. Zalecenia dla doboru klasy dokładności przekładni ślimakowych | ||||
|
Klasa doki. |
K m/s |
Obróbka |
Zastosowanie | |
|
7 |
10 |
Ślimak hartowany, szlifowany i polerowany. Ślimacznica nacinana szlifowanymi frezami ślimakowymi. Docieranie pod obciążeniem |
Przekładnie o podwyższonych prędkościach i małym hałasie, o podwyższonych wymaga niach co do ich wymiarów gabarytowych | |
|
8 |
5 |
Dopuszcza się ślimak o HB<350, nicszlifo-wany. Ślimacznica nacinana szlifowanymi frezami ślimakowymi. Zaleca się docieranie pod obciążeniem |
Przekładnie o średniej prędkości ze średnimi wymaganiami pod względem hałasu w czasie pracy, wymiarów gabarytowych i dokładności | |
|
9 |
2 |
Ślimak o HB<350, nieszlifowany. Ślimacz nica nacinana w dowolny sposób |
Przekładnie o malej prędkości, pracy krótko trwałej, o napędzie ręcznym, o niskich wy maganiach | |
Tabl. 1.5.2.19. Zależność współczynnika tarcia f od prędkości poślizgu V,
Vs , m/s f
0.035:0.045
0,03 : 0.04 0,028 :0,035
0,023 :0.03
0,018 :0,026
0,016:0,024
|
0,1 |
0,15 |
0,5 |
1,0 |
1,5 | |
|
f |
0,08:0,09 |
0,065 :0,075 |
0,055 i 0,065 |
0,045 i 0,056 |
0,04 :0,05 |
2.5
10
Tabl. 1.5.2.20. Zalecane lepkości oleju w stopniach Englera E£
|
Vt, m/s |
<1 |
<2,5 <5 |
5: 10 |
10 v 15 |
15:25 |
>25 |
|
Elo |
60(7) |
36(4,5) 24(3) L . . .. |
16(2) |
11 |
8 |
6 |
|
Sposób smarowania |
Zanurzenie w wannie olejowej |
Natryskowe lub w wannie |
Obiegowe pod ciśnicnniem | |||
Wyszukiwarka
Podobne podstrony:
32 Tabl. 1.5.2.11. Wartości liczbowe modułu osiowego m, mm PN-93/M-88527 m J .... 1,0 1,25 1,6 2,0
kurmaz032 32 Tabl. 1.5.2.11. Wartości liczbowe modułu osiowego m, mm PN-93/M-88527 m [~:uTł,25 1,6 2
kurmaz032 32 Tabl. 1.5.2.11. Wartości liczbowe modułu osiowego w, mm PN-93/M-88527 m U5 1,6 2,0
32 Tabl. 1.5.2.11. Wartości liczbowe modułu osiowego m, mm PN-93/M-88527 aT ] i,0
345 Tabl. 19.3.3. Wartości liczbowe tolerancji normalnych IT dla wymiarów do 1600 mm PN-EN
IMG00365 365 Tabl. 19.3.3. Wartości liczbowe tolerancji normalnych IT dla wymiarów do 1600
Str365 365 Tabl. 19.3.3. Wartości liczbowe tolerancji normalnych IT dla wymiarów do 1600
Tabl. 18.4.1. Wymiary kołnierzy do przyspawania, mm PN-ISO 7005-1:1996 Średnica
IMG00382 382 Tabl. 19.7.3. Wymiary zakończeń śrub i wkrętów, mm PN-84/M-82061 19.7
Str382 382 Tabl. 19.7.3. Wymiary zakończeń śrub i wkrętów, mm PN-84/M-82061 19.7.4. WYJŚCIA I PODCIĘ
skanuj0289 (3) Koła przekładni są wykonane ze stali, zatem z tabl. 11.9 odczytujemy C = = 478,2 (MPa
więcej podobnych podstron