060 4

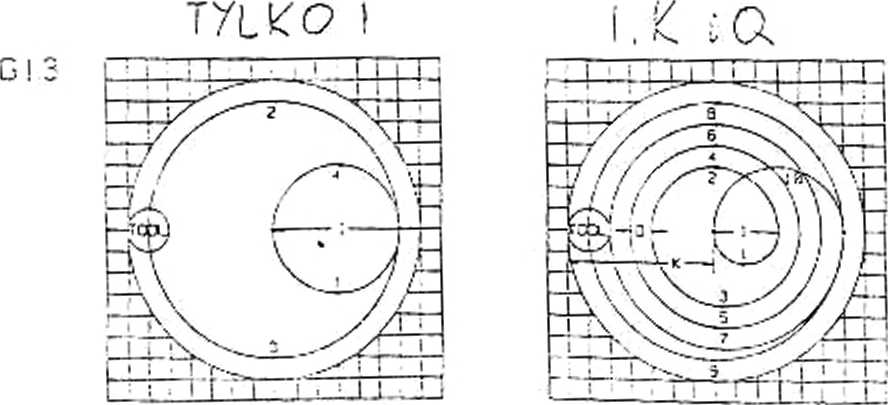
nie zdefiniowano K, zostanie wykonane jednokrotne przejście po lorze okręgu o promieniu l Narzędzie wchodzi w materiał na określoną głębokość i podczas całej j*. ^ ' sU*
obróbki współrzędna Z nie zmienia sie! n [
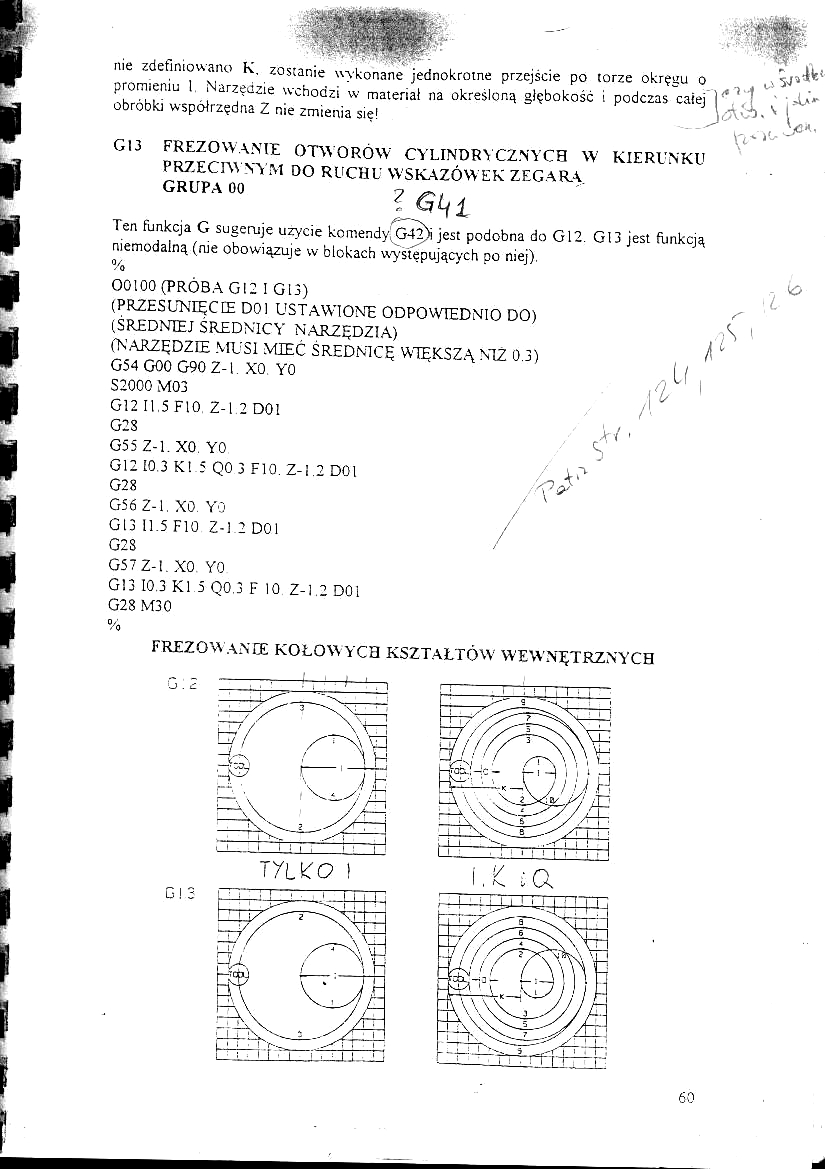
GI3 FREZOWANIE OTWORÓW CYLINDRYCZNYCH W KIERUNKU PRZECIWNYM DO RUCHU WSKAZÓWEK ZEGARA CRUPACO
Ten funkcja G sugeruje użycie komendy G42)i jest podobna do G12. G13 jest funkcją niemodalną (nie obowiązuje w blokach występujących po niej).
%
OOIOO (PRÓBA GI2 I G13)
(PRZESUNIĘCIE DOI USTAWIONE ODPOWIEDNIO DO) (ŚREDNIEJ ŚREDNICY NARZĘDZIA)
(NARZĘDZIE MUSI MIEĆ ŚREDNICĘ WIĘKSZĄ NIŻ 0.3) G54GO0G90Z-1. X0 YO S200C* M03
G12 11.5 FIO, Z-l 2 DOI G2S
G55 Z-l. X0. YO
G12 10.3 KI 5 Q0 3 FIO. Z-1.2 DOI G28
G56 Z-l. X0. YO G13 11.5 FIO Z-l 2 DOI G2S
G57 Z-l. X0 YO
G!3 10.3 KI 5 Q0.3 F 10 Z-l.2 DOI G28 M30
r
z
/
/
%
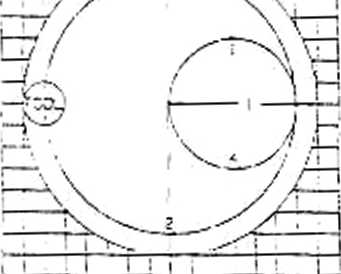
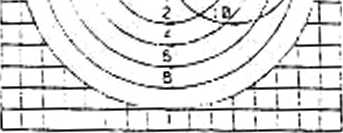
FREZÓW ANCE KOŁOWYCH KSZTAŁTÓW WEWNĘTRZNYCH
U . £
|
. . ! | |
|
! --- |
i |
|
• ^ |
" 3 \ |
I -L I Mli
60
Wyszukiwarka
Podobne podstrony:
Jesteś znudzony obecnym pracodawcy, zawodem ? Pracujesz po 12 godzin dziennie i nic z tego nie masz
56 (180) zmęczona. Jest dziś sucho i chciałabym się trochę przejść po ulicy. Nie wiem, czy mi się ud
Instalacja Windows 7 rys 6 Wybieramy partycję, na której zostanie wykonana instalacja. Jeśli dysk n
Untitled15 22 4. Jak odczytywać i zapisywać dane ... zmierzyć temperaturę, to dopóki nie zostanie wy
Notatki do lekcji, klasa matematyczna - Mariusz Kawecki, IILO w Chełmie z czynności nie zostanie wyk
Po pierwsze, kraj, który nie jest w stanie wykonać budżetu, zmniejsza swą wiarygodność na świecie. D
270 3 zauważyć, ze jeżeli w bloku jest instrukcja LO cykl zamknięty nigdy nie zostanie wykonany. 29
Zadanie 25. Jaką czynność powinna wykonać asystentka stomatologiczna po opracowaniu ubytku próchnico
więcej podobnych podstron