182
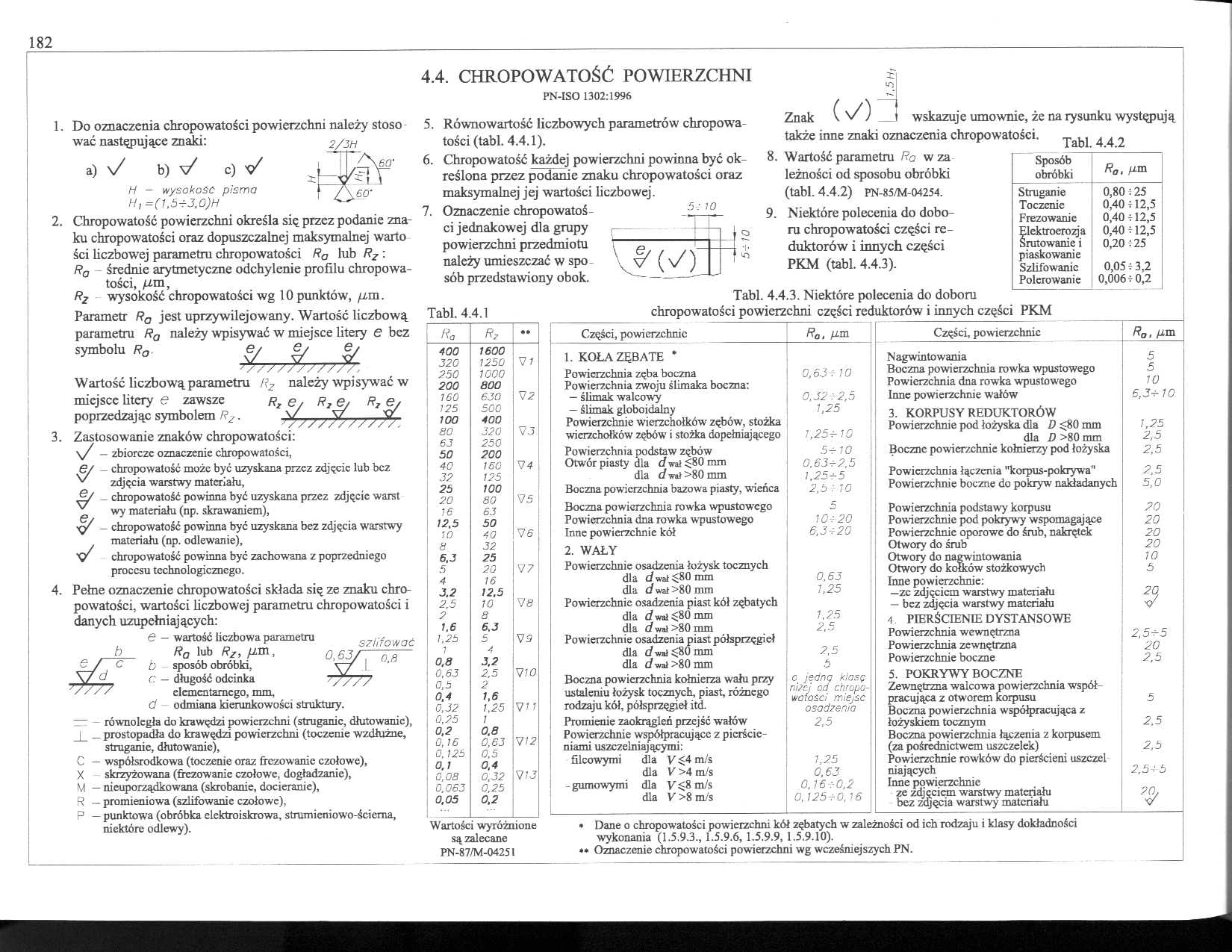
Do oznaczenia chropowatości powierzchni należy stoso wać następuj ące znaki: 2/jh
a) n/ b) s/ c) V
H - wysokość pisma H,=(1.S+3.0)H Chropowatość powierzchni określa się przez podanie znaku chropowatości oraz dopuszczalnej maksymalnej warto ści liczbowej parametru chropowatości Ra lub Rz :
R0 średnie arytmetyczne odchylenie profilu chropowatości,
R2 wysokość chropowatości wg 10 punktów, firn. Parametr Ra jest uprzywilejowany. Wartość liczbową parametru Ra należy wpisywać w miejsce litery e bez

5. Równowartość liczbowych parametrów chropowatości (tabl. 4.4.1).
6. Chropowatość każdej powierzchni powinna być określona przez podanie znaku chropowatości oraz maksymalnej jej wartości liczbowej.
7. Oznaczenie chropowatości jednakowej dla grupy powierzchni przedmiotu należy umieszczać w sposób przedstawiony obok.
5: W
|
(--- |
n r |
|
-A |
i ■o
Znak ( N«ć)_
także inne znaki oznaczenia chropowatości.
8. Wartość parametru Ra w za leżności od sposobu obróbki (tabl. 4.4.2) FN-85/M-04254.
9. Niektóre polecenia do doboru chropowatości części reduktorów i innych części PKM (tabl. 4.4.3).
Tabl. 4.4.3. Niektóre polecenia do dobom
wskazuje umownie, że na rysunku występują Tabl. 4.4.2
|
Sposób obróbki |
Ra, |
|
Struganie Toczenie Frezowanie Ęlektroerozja Śrutowanie i piaskowanie Szlifowanie Polerowanie |
0,80:25 0,40 :12,5 0,40 t 12,5 0,40112,5 0,20 :25 0,0513,2 0,006:0,2 |
Tabl. 4.4.1
chropowatości powierzchni części reduktorów i innych części PKM
symbolu Ra.
Wartość liczbową parametru Rz należy wpisywać w miejsce litery e zawsze Rz e, R,e, R7eV poprzedzając symbolem Rz. *////////// /
Zastosowanie znaków chropowatości:
\/ - zbiorcze oznaczenie chropowatości,
6/ - chropowatość może być uzyskana przez zdjęcie lub bez ^ zdjęcia warstwy materiału,
Rj _ chropowatość powinna być uzyskana przez zdjęcie warst g wy materiału (np. skrawaniem),
■W — chropowatość powinna być uzyskana bez zdjęcia warstwy materiału (np. odlewanie),
V chropowatość powinna być zachowana z poprzedniego procesu technologicznego.
Pełne oznaczenie chropowatości składa się ze znaku chropowatości, wartości liczbowej parametru chropowatości i danych uzupełniających:
ć? — wartość liczbowa parametru szlifować
b Ra lub Rż, /tm,
, C t) sposób obróbki, d c — długość odcinka
elementarnego, mm, d odmiana kierunkowości struktury.
— - równoległa do krawędzi powierzchni (struganie, dłutowanie),
| _ prostopadła do krawędzi powierzchni (toczenie wzdłużne, struganie, dłutowanie),
C — współsrodkowa (toczenie oraz frezowanie czołowe),
X skrzyżowana (frezowanie czołowe, dogładzanie),
M — nieuporządkowana (skrobanie, docieranie),
R — promieniowa (szlifowanie czołowe),
P — punktowa (obróbka elektroiskrowa, strumieniowo-ściema, niektóre odlewy).
|
Ra |
Rz |
«* |
|
400 |
1600 | |
|
320 |
1250 |
V1 |
|
250 |
1000 | |
|
200 |
800 | |
|
160 |
630 |
V2 |
|
125 |
500 | |
|
100 |
400 | |
|
80 |
320 |
V3 |
|
63 |
250 | |
|
50 |
200 | |
|
40 |
160 |
V4 |
|
32 |
125 | |
|
25 |
100 | |
|
20 |
80 |
V5 |
|
16 |
63 | |
|
12.5 |
50 | |
|
W |
40 |
7 6 |
|
8 |
32 | |
|
6,3 |
25 | |
|
5 |
20 |
V 7 |
|
4 |
16 | |
|
3.2 |
12.5 | |
|
2.5 |
10 |
V8 |
|
? |
8 | |
|
1.6 |
6.3 | |
|
1,25 |
5 |
V5 |
|
7 |
jf | |
|
0.8 |
3.2 | |
|
0.63 |
2.5 |
V10 |
|
0.5 |
2 | |
|
0.4 |
1,6 | |
|
0,32 |
1.25 |
VI) |
|
0.25 |
1 | |
|
0.2 |
0.8 | |
|
0, 16 |
0,63 |
V12 |
|
0, 125 |
0,5 | |
|
0.1 |
0,4 | |
|
0,08 |
0,32 |
V13 |
|
0.063 |
0,25 | |
|
0.05 |
0,2 |
Wartości wyróżnione są zalecane PN-87/M-0425!
Części, powierzchnie
1. KOŁA ZĘBATE *
Powierzchnia zęba boczna Powierzchnia zwoju ślimaka boczna:
— ślimak walcowy
- ślimak globoidalny
Powierzchnie wierzchołków zębów, stożka wierzchołków zębów i stożka dopełniającego Powierzchnia podstaw zębów Otwór piasty dla d wal $80 mm dla d wal >80 mm
Boczna powierzchnia bazowa piasty, wieńca
Boczna powierzchnia rowka wpustowego Powierzchnia dna rowka wpustowego Inne powierzchnie kół
2. WAŁY
Powierzchnie osadzenia łożysk tocznych dla dwal $80 mm dla d wał >80 mm
Powierzchnie osadzenia piast kól zębatych dla d wal $80 mm dla d wal >80 mm
Powierzchnie osadzenia piast półsprzęgieł dla d wał $80 mm dla £/wał>80mm
Boczna powierzchnia kołnierza wału przy ustaleniu łożysk tocznych, piast, różnego rodzaju kół, półsprzęgieł itd.
Promienie zaokrągleń przejść wałów Powierzchnie współpracujące z pierścieniami uszczelniającymi: filcowymi dla V $4 m/s dla V >4 m/s - gumowymi dla V $8 m/s dla V >8 m/s
0,63 + 10
0,32+2,5
1,25
1,25+W 5+10 0.63+2.5 1.25+5 2,5 :■ 10
10+20
6,3+20
0.63
1.25
1.25
2.5
2.5 5
o jednę klasę niżej od chropowatości miejsc osadzenia 2,5
1.25
0,63
0,16+0,2 0,125+0.16
Części, powierzchnie
Nagwintowania
Boczna powierzchnia rowka wpustowego Powierzchnia dna rowka wpustowego Inne powierzchnie wałów
3. KORPUSY REDUKTORÓW Powierzchnie pod łożyska dla D $80 mm dla D >80 mm
Boczne powierzchnie kołnierzy pod łożyska
Powierzchnia łączenia "korpus-pokrywa" Powierzchnie boczne do pokryw nakładanych
Powierzchnia podstawy korpusu
Powierzchnie pod pokrywy wspomagające
Powierzchnie oporowe do śrub, nakrętek
Otwory do śrub
Otwory do nagwintowania
Otwory do kołków stożkowych
Inne powierzchnie:
—zc zdjęciem warstwy materiału — bez zdjęcia warstwy materiału A. PIERŚCIENIE DYSTANSOWE Powierzchnia wewnętrzna Powierzchnia zewnętrzna Powierzchnie boczne 5. POKRYWY BOCZNE Zewnętrzna walcowa powierzchnia współpracująca z otworem korpusu Boczna powierzchnia współpracująca z łożyskiem tocznym
Boczna powierzchnia łączenia z korpusem (za pośrednictwem uszczelek)
Powierzchnie rowków do pierścieni uszczel niających Inne powierzchnie ze zdjęciem warstwy materiału bez zdjęcia warstwy materiału
Dane o chropowatości powierzchni kół zębatych w zależności od ich rodzaju i klasy dokładności wykonania (I.5.9.3., 1.5.9.6,1.5.9.9, 1.5.9.10).
' Oznaczenie chropowatości powierzchni wg wcześniejszych PN.
Ra. Mm
5
5
W
6,3+10
1,25
2.5
2.5
2.5 5.0
20
20
20
20
10
5
2,5+5
20
2.5
5
2.5
2.5 2.5+5
Wyszukiwarka
Podobne podstrony:
35119.5. CHROPOWATOŚĆ POWIERZCHNI pn-iso 1302:1996 1. Do oznaczenia chropowatości
IMG00371 371 19.5. CHROPOWATOŚĆ POWIERZCHNI PN-ISO 1302:1996 1. Do oznaczenia chropowatości powierzc
Tabl. 18.4.1. Wymiary kołnierzy do przyspawania, mm PN-ISO 7005-1:1996 Średnica
IMG00354 354 Tabl. 18.4.1. Wymiary kołnierzy do przyspawania, mm 354 dzc) PN-ISO 7005-1:1996 Wymi
strona144 144 7. SPRĘŻYNY TABLICA 7.2. Parametry projektowe sprężyny naciskowej wg PN-ISO 2162-2:199
CCI20100308�001 4 PN-ISO 2904+A: 1996 4 ZARYSY NOMINALNEN4) TABLICA 1 — Wymiary nominalne zarysu gwi
Literatura: 1. PN-EN ISO 9001:2009 2. PN ISO 8402 :1996 3.
str 9 PN-EN 20286-2:1996 PN-ISO 1829:1996 PN-91/M-02I06 PN-88/M-02115 PN-82/M
str 9 PN-EN 20286-2:1996 PN-ISO 1829:1996 PN-91/M-02106 PN-88/M-02115
R YSUNEK TECHNICZNYZASADY WYMIAROWANIA Zasady wymiarowania opisuje norma: PN-ISO 129:1996 Rysunek
71101 strona201 LITERATURA 201 PN-ISO 1340:1996 PN-ISO 1341:1996 PN-ISO 2162-1:1996 /Apl:1999 PN-ISO
CCI20100308�002 PN-ISO 2904+A:1996 5 TABLICA 2 — Wymiary nominalne Wymiary w milimetrach Średnica,
więcej podobnych podstron