226,"7
226 OBRÓBKA PLASTYCZNA Laboratorium
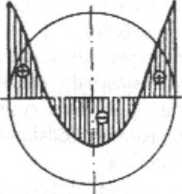
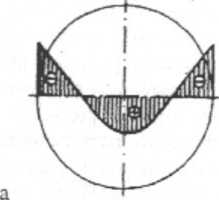
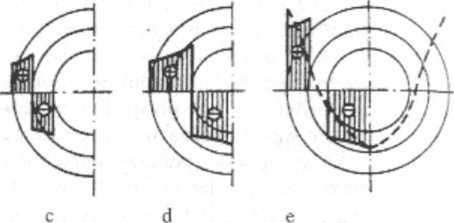
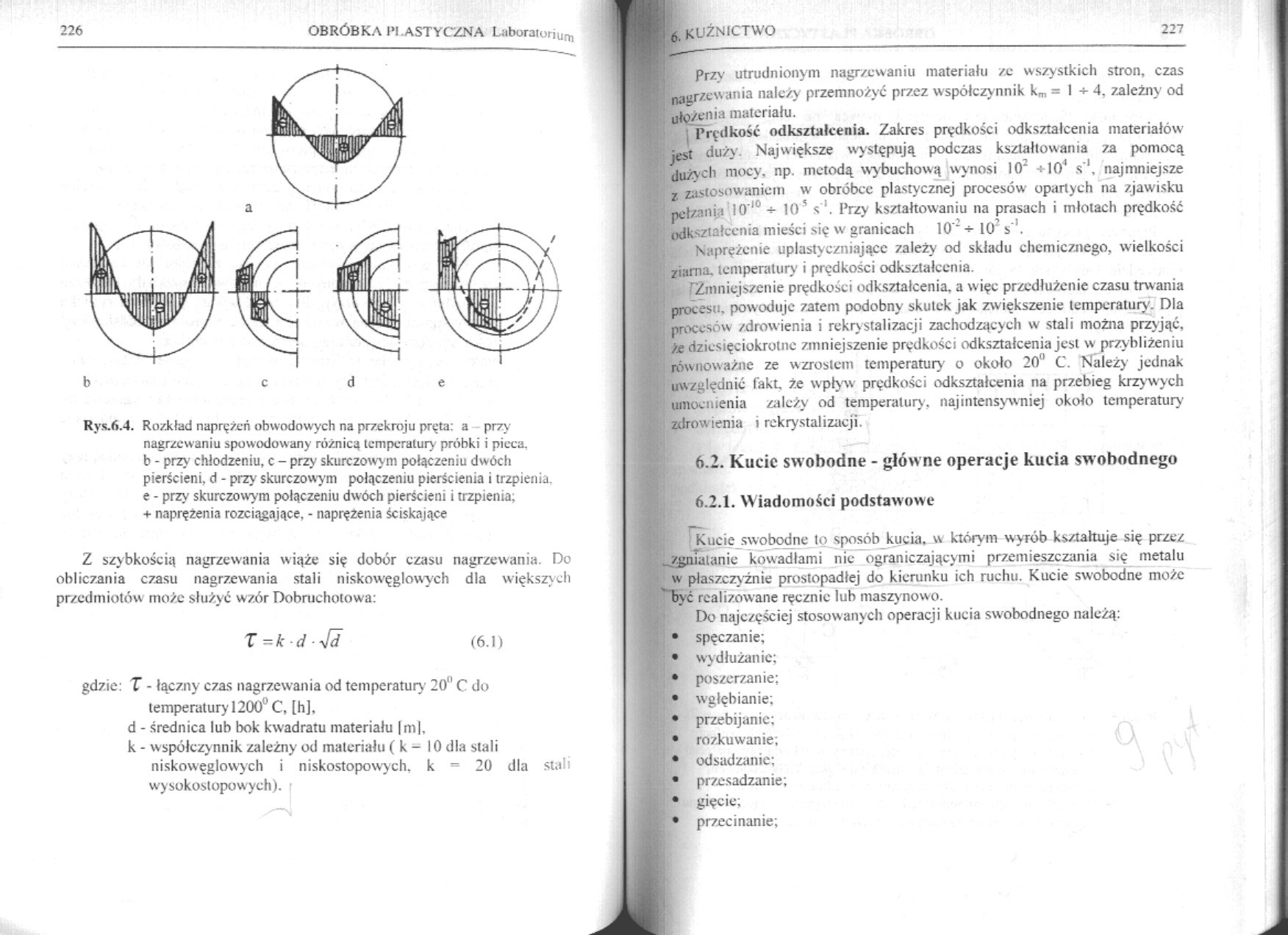
Rys.6.4. Rozkład naprężeń obwodowych na przekroju pręta: a przy
nagrzewaniu spowodowany różnicą temperatury próbki i pieca, b - przy chłodzeniu, c - przy skurczowy m połączeniu dwóch pierścieni, d - przy skurczowym połączeniu pierścienia i trzpienia, e - przy skurczowym połączeniu dwóch pierścieni i trzpienia;
+ naprężenia rozciągające, - naprężenia ściskające
2 szybkością nagrzewania wiąże się dobór czasu nagrzewania. Do obliczania czasu nagrzewania stali niskowęglowych dla większych przedmiotów może służyć wzór Dobruchotowa:
T =k d ■ -Jd (6.1)
gdzie: T - łączny czas nagrzewania od temperatury 20" C do temperatury 1200° C, [h], d - średnica lub bok kwadratu materiału fm], k - współczynnik zależny od materiału ( k - 10 dla stali
niskowęglowych i niskostopowych, k = 20 dla stali wysokoslopowych). ■
prz\ utrudnionym nagrzewaniu materiału ze wszystkich stron, czas Kggrzewania należy przemnożyć przez współczynnik km = I + 4. zależny' od uł0/enia materiału.
I Prędkość odkształcenia. Zakres prędkości odkształcenia materiałów je5>t duży'. Największe występują podczas kształtowania za pomocą B tlużYcI1 mocy, np. metodą wybuchową wynosi 10 +101 s1, najmniejsze : * zastosowaniem w obróbce plastycznej procesów opartych na zjawisku pełzania11O*10 + 10 5 s1. Przy kształtowaniu na prasach i młotach prędkość odkształcenia mieści się w granicach 10': -*■ 10? s'1.
Naprężenie uplastyczniające zależy od składu chemicznego, wielkości ziarna, temperatury i prędkości odkształcenia.
[Zmniejszenie prędkości odkształcenia, a w ięc przedłużenie czasu trwania procesu, powoduje zatem podobny skutek jak zwiększenie temperatury. Dla [foccsów zdrowienia i rekrystalizacji zachodzących w stali można przyjąć, że dziesięciokrotne zmniejszenie prędkości odkształcenia jest w przy bliżeniu równoważne ze wzrostem temperatury o około 20° C. Należy jednak uwzględnić fakt, że wpływ prędkości odkształcenia na przebieg krzywych umocnienia zależy od temperatury, najintensywniej około temperatury zdrowienia i rekrystalizacji.
6.2. Kucie swobodne - główne operacje kucia swobodnego
6.2.1. Wiadomości podstawowe
Kucie swobodne to sposób kucia, w którym wyrób kształtuje się przez ^zgniatanie kowadłami nie ograniczającymi przemieszczania sic metalu w płaszczyźnie prostopadłej do kierunku ich ruchu. Kucie swobodne może ' być realizowane ręcznie lub maszy nowo.
Do najczęściej stosowanych operacji kucia swobodnego należą:
• spęczanie;
• wydłużanie;
• poszerzanie;
• wgłębianie;
• przebijanie;
• rozkuwanie;
• odsądzanie;
• przesadzanie;
• gięcie;
• przecinanie;
Wyszukiwarka
Podobne podstrony:
062 3 62 OBRÓBKA PLASTYCZNA Laboratorium Rys.2.2. Sposób określania liczby przegięć przy próbie prze
246,$7 246 OBRÓBKA PLASTYCZNA Laboratorium Rys.6.I9. Matryca do kucia z wy pływką:
318 OBRÓBKA PLASTYCZNA Laboratorium Rys.7.26. Rysunek do operacji trasowania (10) i wyklepy wania (1
300 OBRÓBKA PLASTYCZNA Laboratorium Przedmioty mogą być wykonywane na wzorniku wypukłym lub wklęsłym
Rys. 8. Rozkład odkształceń w stali, na długości pręta stalowego. Wszystkie poziomy obciążeń. Kompoz
254, 5 254 OBRÓBKA PLASTYCZNA laboratorium ^=>4j D>350rm> Rys.6.22. Matrycowanie odkuwek
316 2 316 OBRÓBKA PLASTYCZNA Laboratorium Ryl 7.22. Rysunek operacji trasowaniu (2) i »)ctiuiu;i (3)
1. Banaszak R, Dubicki K., Muster A., Obróbka plastyczna -Laboratorium z podstaw, Lublin, Wyd. Polit
224, 5 224 OBRÓBKA PLASTYCZNA Laboratorium Ograniczenie górnej granicy temperatur kucia wynika z tak
scan 1 (7) 4. INSTRUKCJE DO ĆWICZEŃ LABORATORYJNYCH4.1. Badanie rozkładu naprężeń
n.UJa.teJnia 50.40fT1 Rys. 1.3 Przykład klasyfikacji karbów (prostszych) Rys. 1.4 Rozkład naprężeń w
050 2 so OBRÓBKA PLASTYCZNA Laboratorium2. MATERIAŁY STOSOWANE W OBRÓBCE PLASTYCZNEJ 1 BADANIE ICH
052 5 52 OBRÓBKA PLASTYCZNA Laboratorium Do scharakteryzowania własności technologicznych materiałów
054 3 54 OBRÓBKA PLASTYCZNA Laboratorium W zależności od jakości powierzchni rozróżnia się 4 rodzaje
056 5 56 OBRÓBKA PLASTYCZNA Laboratorium 2.1.2. Materiały stosowane do kucia Podstawowymi materiałam
060 4 60 OBRÓBKA PLASTYCZNA Laboratorium przeginaniu próbki na przemian w jedną i drugą stronę o kąt
290 (35) 290 OBRÓBKA PLASTYCZNA Laboratorium fałdowanie rozpoczyna się od podniesienia obrzeża na kr
więcej podobnych podstron