266
10.1.6. Spawanie (zgrzewanie) lukiem wirującym
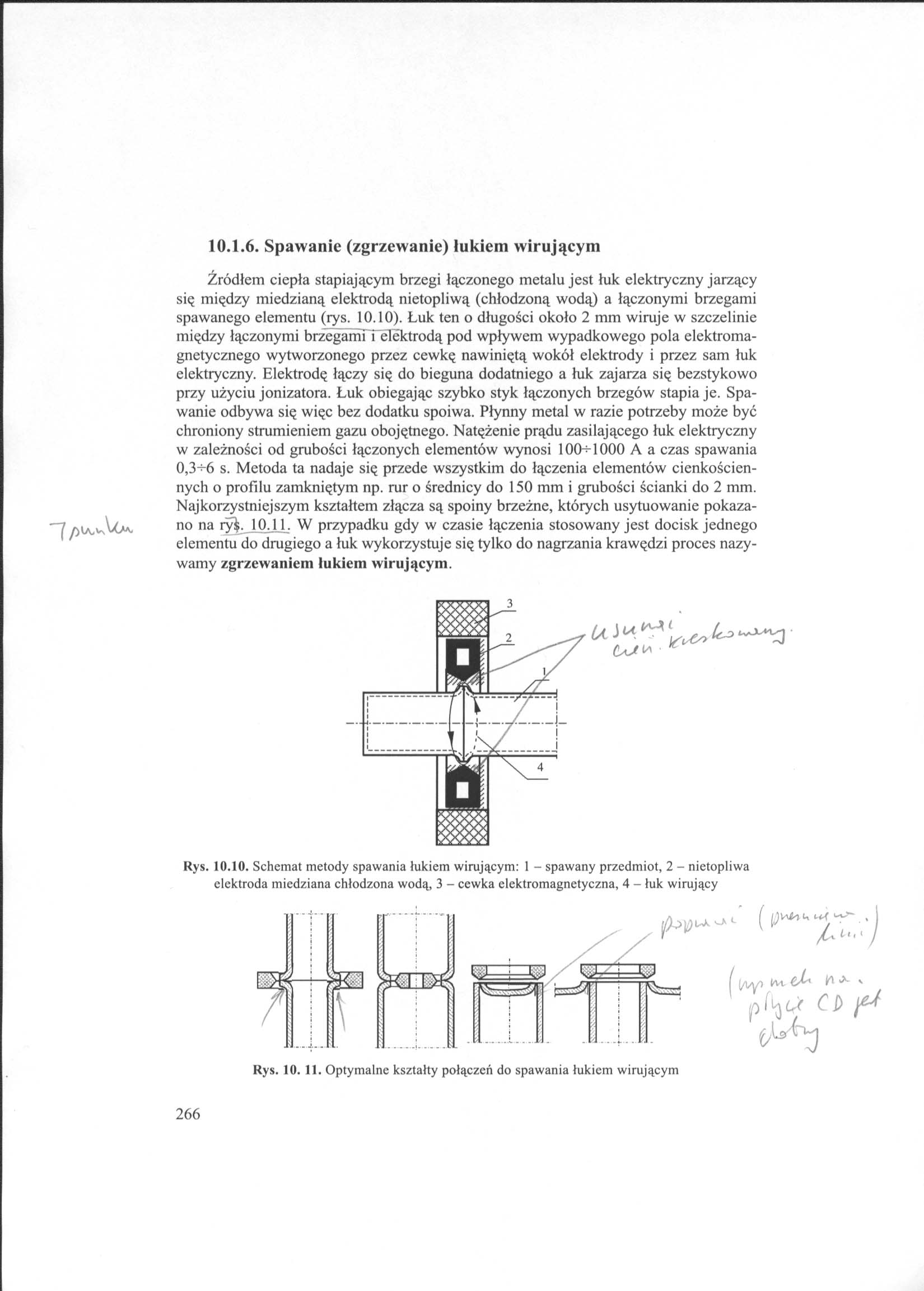
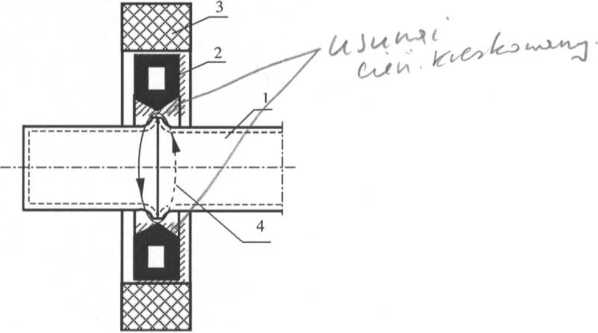
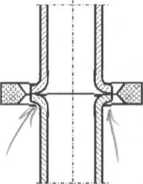
Źródłem ciepła stapiającym brzegi łączonego metalu jest łuk elektryczny jarzący się między miedzianą elektrodą nietopliwą (chłodzoną wodą) a łączonymi brzegami spawanego elementu (rys. 10.10). Łuk ten o długości około 2 mm wiruje w szczelinie między łączonymi brzegami i elektrodą pod wpływem wypadkowego pola elektromagnetycznego wytworzonego przez cewkę nawiniętą wokół elektrody i przez sam łuk elektryczny. Elektrodę łączy się do bieguna dodatniego a łuk zajarza się bezstykowo przy użyciu jonizatora. Łuk obiegając szybko styk łączonych brzegów stapia je. Spawanie odbywa się więc bez dodatku spoiwa. Płynny metal w razie potrzeby może być chroniony strumieniem gazu obojętnego. Natężenie prądu zasilającego łuk elektryczny w zależności od grubości łączonych elementów wynosi 1 OCH-1000 A a czas spawania 0,3-K) s. Metoda ta nadaje się przede wszystkim do łączenia elementów cienkościennych o profilu zamkniętym np. rur o średnicy do 150 mm i grubości ścianki do 2 mm. Najkorzystniejszym kształtem złącza są spoiny brzeżne, których usytuowanie pokazano na ry$. 10.11. W przypadku gdy w czasie łączenia stosowany jest docisk jednego elementu do drugiego a łuk wykorzystuje się tylko do nagrzania krawędzi proces nazywamy zgrzewaniem lukiem wirującym.
Rys. 10.10. Schemat metody spawania łukiem wirującym: 1 - spawany przedmiot, 2 - nietopliwą elektroda miedziana chłodzona wodą, 3 - cewka elektromagnetyczna, 4 - łuk wirujący

|
łj^jl | |
Rys. 10. 11. Optymalne kształty połączeń do spawania łukiem wirującym
266
Wyszukiwarka
Podobne podstrony:
47 (236) 2.14. SPAWANIE WIĄZKĄ ELEKTRONÓW 472.14. Spawanie wiązką elektronów Źródłem ciepła stapiają
Konstrukcje Metalowe - LaboratoriumC. Spawanie łukiem krytym Źródłem ciepła łuk elektryczny jarzący
Istota metody spawania wiązką elektronów i zastosowania. Źródłem ciepła jest skoncentrowana wiązka
Konstrukcje Metalowe - LaboratoriumB. Ręczne spawanie łukowe elektrodą otuloną Źródłem ciepła jest
uPołączenia spawane Metody spawania: Spawanie laserowe - podobne do spawania plazmowego. Źródłem cie
uPołączenia spawane Metody spawania:Spawanie elektryczne Źródłem ciepła jest łuk elektryczny
Definicja spawania, zgrzewania i lutowania. Spawanie - polega na łączeniu elementów za pomocą stapia
45 (249) 2.13. SPAWANIE PLAZMOWE 452.13. Spawanie plazmowe Źródłem ciepła potrzebnym do stopienia br
55 (208) 37. Źródłem ciepła wykorzystywanego w zgrzewaniu elektrycznym oporowym jest: Pkt a) htk
100!46 Spotykane sposoby zgrzewania można podzielić na: -- elektryczne (oporowe, lukiem wirującym,
uPołączenia spawane Metody spawania: Spawanie laserowe - podobne do spawania plazmowego. Źródłem cie
uPołączenia spawane Metody spawania:Spawanie elektryczne Źródłem ciepła jest łuk elektryczny
Konstrukcje Metalowe - Laboratorium2. METODY SPAWANIAA. Spawanie gazowe Źródłem ciepła jest płomień
skanowanie0032 (10) /^Spawanie łukiem krytym jest procesem, w którym trwałe połączenie uzyskuje się
uPołączenia spawane Metody spawania: Spawanie laserowe - podobne do spawania plazmowego. Źródłem cie
Połączenia spawane Metody spawania:Spawanie gazowe Źródłem ciepła do przetopienia elementów jest
więcej podobnych podstron