45 (249)

2.13. SPAWANIE PLAZMOWE 45
2.13. Spawanie plazmowe
Źródłem ciepła potrzebnym do stopienia brzegów łączonych metali i materiału dodatkowego (jeśli jest używany) jest łuk spawalniczy zawężony mechanicznie w dyszy plazmowej głowicy oraz (dodatkowo) przez pole elektromagnetyczne, nazywany lukiem plazmowym. Łuk plazmowy charakteryzuje się dużą gęstością mocy (do ok. 10 kW/mm2), wysoką temperaturą (do ok. 20 000°C), prawie kolumnowym kształtem (kąt rozwarcia jego stożka wynosi około 6°, a konwencjonalnego łuku TIG ok. 45o+90°) zapewniającym niewielkie zmiany gęstości mocy nawet przy dużych zmianach odległości palnika od przedmiotu.
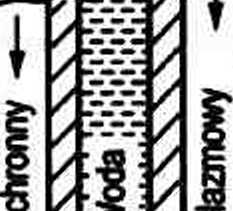
Stosuje się dwie metody spawania plazmowego: tzw. plazmowe TIG (rys. 2.22) i znacznie rzadziej plazmowe MIG, nazywane tak ze względu na duże podobieństwo do klasycznych metod TIG i MIG. W obu metodach stosuje się dwa - oddzielnie doprowadzane i spełniające różne zadania - rodzaje gazów: plazmowy i osłonowy. Gazem plazmowym w spawaniu TIG i MIG jest zazwyczaj argon i niekiedy mieszanki Ar + He lub Ar + Ha. Te same gazy stosuje się jako osłonowe, z wyjątkiem spawania stali innych niż wysokostopowe, gdy ze względów ekonomicznych można użyć COi lub Ar + C02.
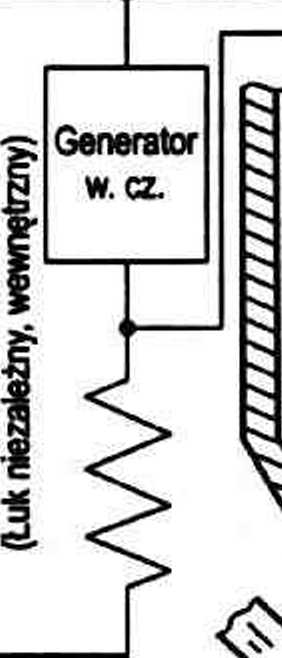
W zależności od konstrukcji palników do spawania (i cięcia) rozróżnia się również dwie odmiany spawania, a mianowicie łukiem zależnym i niezależnym. W powszechnie stosowanym spawaniu łukiem zależnym łuk jarzy się między ele-

itmU
/ >>> /
|
- | ||
|
Katoda (wolfram) |
łi V | |
|
s ł: s | ||

fastnek 2.22. Schemat urządzania do spawana plazmowego TIG lukiem zależnym
Wyszukiwarka
Podobne podstrony:
uPołączenia spawane Metody spawania: Spawanie laserowe - podobne do spawania plazmowego. Źródłem cie
uPołączenia spawane Metody spawania: Spawanie laserowe - podobne do spawania plazmowego. Źródłem cie
uPołączenia spawane Metody spawania: Spawanie laserowe - podobne do spawania plazmowego. Źródłem cie
uPołączenia spawane Metody spawania: Spawanie laserowe - podobne do spawania plazmowego. Źródłem cie
uPołączenia spawane Metody spawania:Spawanie elektryczne Źródłem ciepła jest łuk elektryczny
uPołączenia spawane Metody spawania:Spawanie elektryczne Źródłem ciepła jest łuk elektryczny
Konstrukcje Metalowe - Laboratorium2. METODY SPAWANIAA. Spawanie gazowe Źródłem ciepła jest płomień
Połączenia spawane Metody spawania:Spawanie gazowe Źródłem ciepła do przetopienia elementów jest
uPołączenia spawane Metody spawania:Spawanie elektryczne Źródłem ciepła jest łuk elektryczny
uPołączenia spawane Metody spawania:Spawanie elektryczne Źródłem ciepła jest łuk elektryczny
Poniedziałek (I) 11.15-12.45 (II) 13.00- 14.30 (III) 14.45-16.15 Wtorek (I) 14.00-15.30 (II)
10 (249) 13) Nadmiernie wypełniony woreczek żółtkowy wysępuje przy: zbyt duża wilg
Diagnostyka’ l(45)/2008 13 RYBCZYŃSKI, Maps ofTolerable Misalignments of Bearings
248 249 248 13. Przykłady obliczeniowe towano w piwnicy odgałęzienie do dwóch hydrantów ogrodowych.
Obraz0237 237 237 (13.2) h = KG/e~ jim gdzie: ej - energia pojedynczego impulsu w J, K[ = 4, K2 = 0,
więcej podobnych podstron