338
zewnętrzny, nazwa i określeni* J-----—
---qIcnle w*qy K-7.vc.-vna powstawania »adv
Tablica 8.2 (cd.)
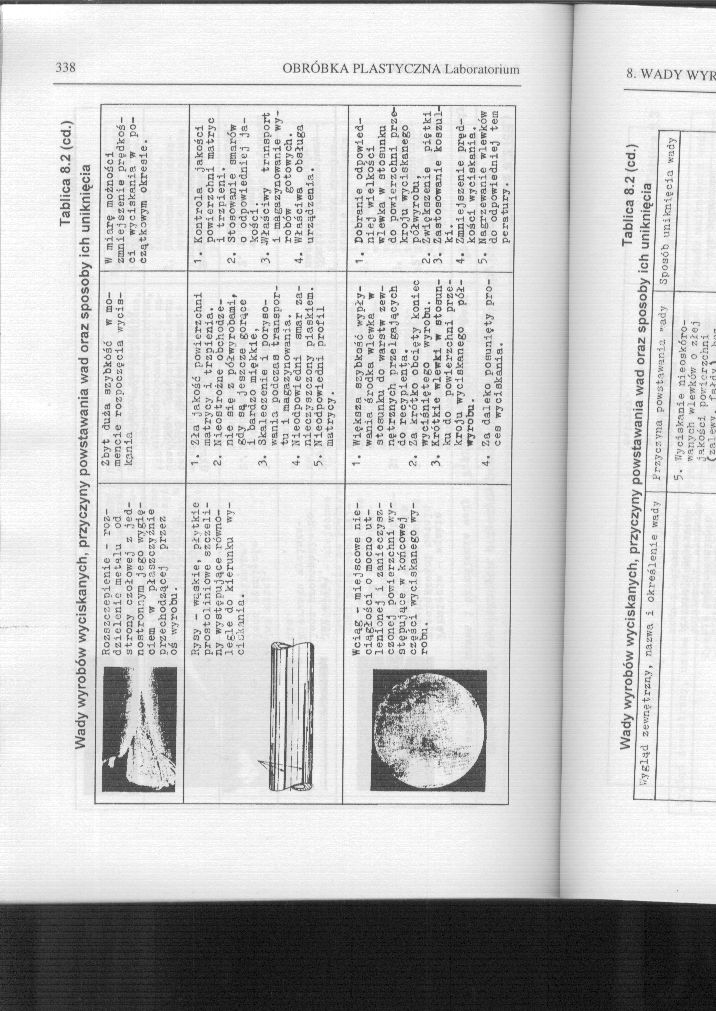
Wady wyrobów wyciskanych, przyczyny powstawania wad oraz sposoby ich uniknięcia
|
r |
Rozszczepienie - rozdzielenie metalu od strony czołowej z jednostronnym jego wygięciem w płaszczyźnie przechodzącej przez oś wyrobu. |
Zbyt duża szybkóść w momencie rozpoczęcia wyciskania |
W miarę możności zmniejszenie prędkości wyciskania w początkowym okresie. | |
|
4 &r- - - • |
Rysy - wąskie, płytkie prostoliniowe szczeliny występujące równolegle do kierunku wyciekania. ""—"A |
1. Zła jakość powierzchni matrycy i trzpienia. 2. Nieostrożne obchodzenie się z półwyrobami, gdy są jeszcze gorące 1 bardzo miękkie, 3. Skaleczenie i porysowania podczas transportu i magazynowania. 4. Nieodpowiedni snar zanieczyszczony piaskiem. 5. Nieodpowiedni nrofil matrycy. |
1. Kontrola jakości powierzchni matryc i trzpieni. 2. Stosowanie 3marów 0 odpowiedniej jakości. 3. -Właściwy transport 1 magazynowanie wyrobów gotowych. 4. Właściwa obsługa urządzenia. | |
|
Pil Jfr L f - j |
Wciąg - miejscowe nieciągłości o mocno utlenionej i zanieczyszczonej powierzchni występujące w końcowej części wyciskanego wyrobu . |
1. Większa szybkość wypływania środka wlewka* w stosunku do warstw zewnętrznych prze Igających do recypienta. 2. Za krótko obcięty koniec wyciśniętego wyrobu. 3. Krótkie wlewki w stosunku do powierzchni przekroju wyciskanego półwyrobu. 4. Za daleko posunięty proces wyciskania. |
1. Dobranie odpowiedniej wielkości wlewka w 3tosunku do powierzchni przekroju wyciskanego półwyrobu, 2. Zwiększenie piętki 3. Zastosowanie koszulki. 4. Zmniejszenie prędkości wyciskania. 5. Nagrzewanie wlewków do odpowiedniej tem peratury. | |
Sposób uniknięcia
Wyciskanie nieoskóro wanych wlewków o złe jakości powierzchni
OBRÓBKA PLASTYCZNA Laboratorium | X. WADY WYR
Wyszukiwarka
Podobne podstrony:
Wygląd zewnętrzny, nazwa, i określenie wady Przyczyna powstawania wady Sposób uniknięcia wady Wady
) ECDL 1.3.24. Jaką nazwą określamy kupno-sprzedaż w Internecie? 1.
063 2 propaganda komunistyczna określała mianem „maszynki do głosowania". Powstanie nowych pańs
PHOTO288 96 Józef Kwiczała Nazwa i określenie parametru Częstotliwość graniczna Częstotliwość, przy
Krajowe rasy koni a Konie szlachetne KON MAŁOPOLSKI, Nazwą - określa Sf« konie Mtoffiitu hodowane &g
rozmiarom tablica lub plakat 5ny głównie w reklamie zewnętrznej. Termin określa też nośnik reklamy,
Choroby przyczepów - entezopatie Określenie: Entezopatia oznacza uszkodzenie przyczepu powstałe głów
zeszyt ćwicz strW © Określ, od jakich części mowy powstały podane wyrazy. a) lasek
PHOTO288 96 Józef Kwiczała Nazwa i określenie parametru Częstotliwość graniczna Częstotliwość, przy
P1050721 Bezpieczeństwo i higiena pracy. BHP -powszechnie używana nazwa określająca zarówno zbiór za
L.p. KTM - symbol indeksu Nazwa (określenie) przedmiotu spisywanego J.m. Ilość stwierdzona Cena
Prawo zachowania masy określa, że masa nie może powstawać ani zanikać. Prawo zachowania masy odniesi
więcej podobnych podstron