381
drutu w warstwę metaliczną. Tarcie powoduje powstanie wysokich lokalnych temperatur, które są wystarczające do uformowania złącza pomiędzy spajanymi metalami. Główną zaletą zgrzewania jest niska temperatura procesu (temperatura otoczenia) przez co unika się uszkodzenia struktury półprzewodnikowej oraz spoiwa łączącego ją z podłożem.
Do zgrzewania używa się najczęściej drutów Al ponieważ są one bardziej plastyczne w niższych temperaturach niż druty Au. Cienka warstwa tlenków A1203 na drutach stanowi istotną zaletę gdyż przy usuwaniu zanieczyszczeń z warstwy metalicznej spełniają one rolę ścierniwa oraz sprzyjają lokalnemu wydzielaniu ciepła dzięki stosunkowo dużemu współczynnikowi tarcia.
Podstawowe warunki procesu zgrzewania to: nacisk narzędzia, moc generatory drgań i czas zgrzewania. Stosowanie są najczęściej częstotliwości 4(H60 kH^ Jako narzędzia dociskającego w procesie zgrzewania ultrakompresyjnego stpsuje się tzw. sonotrody z otworem, przez które przechodzi drut pod kątem 3CH-6Ó° do podłoża.

t
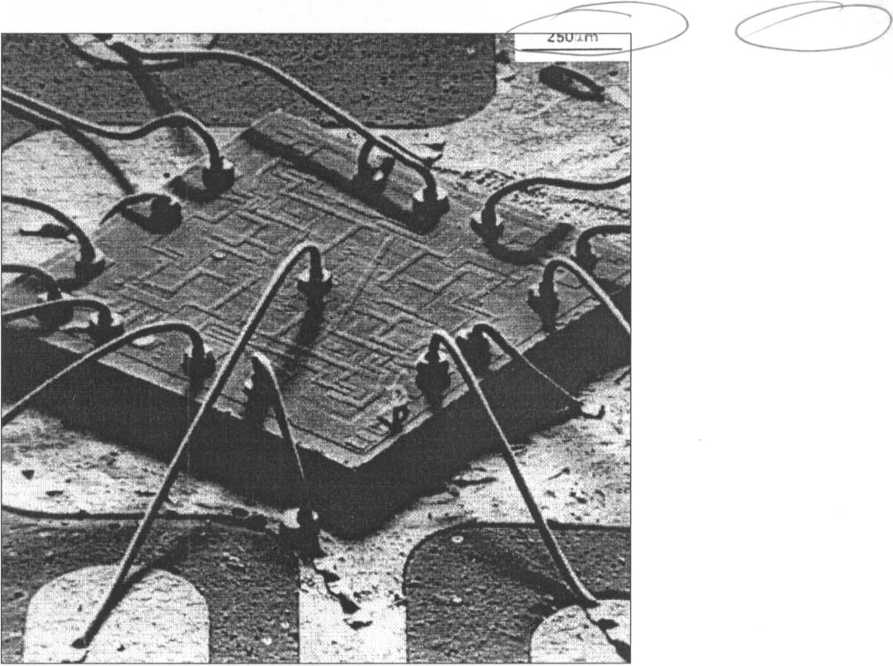
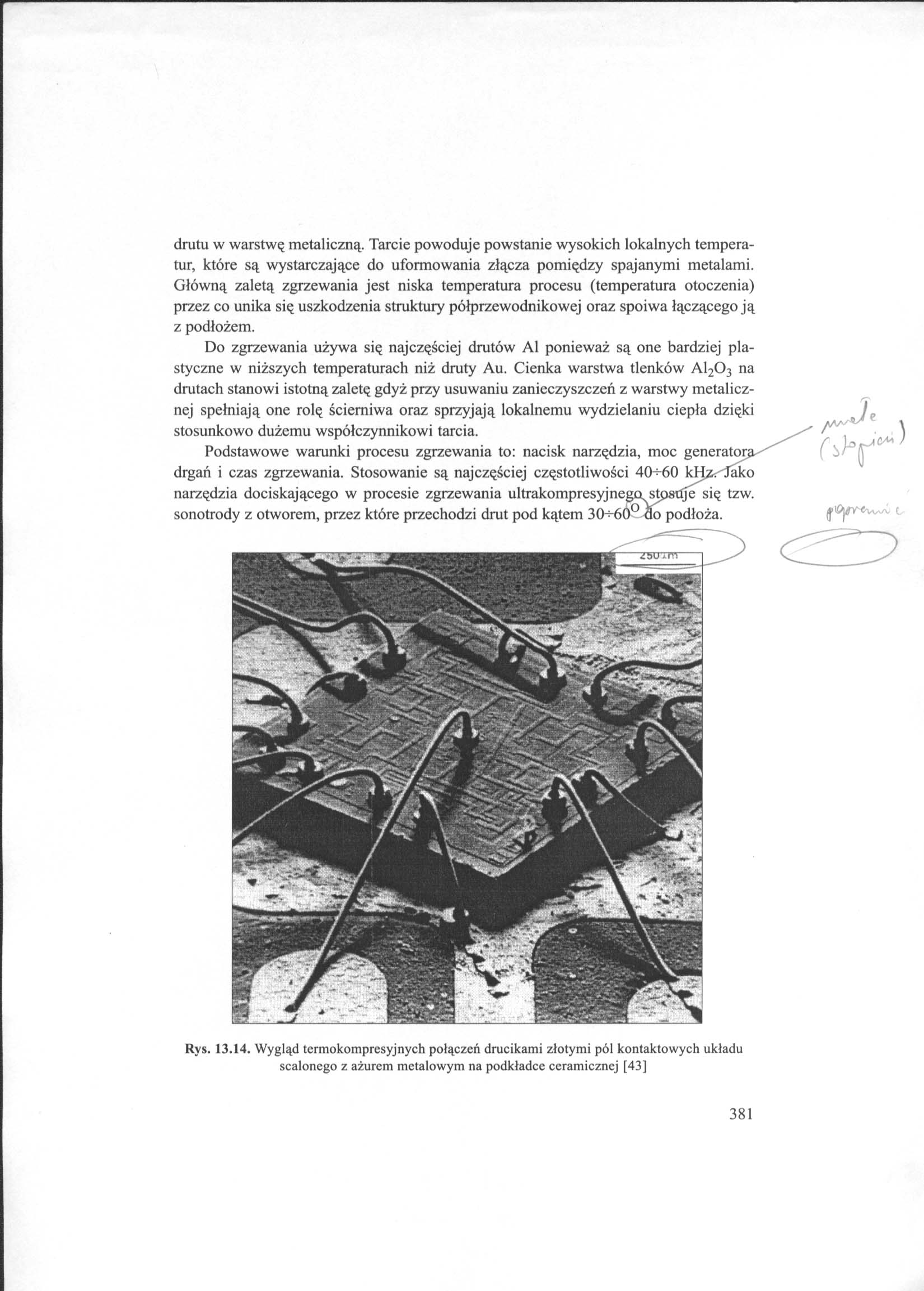
Rys. 13.14. Wygląd termokompresyjnych połączeń drucikami złotymi pól kontaktowych układu scalonego z ażurem metalowym na podkładce ceramicznej [43]
381
Wyszukiwarka
Podobne podstrony:
7. Pomiar przemieszczenia węzłów Miejsca wprowadzania sił skupionych, powodują powstawanie wysokich
b) czynniki niezdeterminowane - czynniki powodujące powstawanie błędów systematycznych Metody losowe
> tarcie szczotek o komutator powoduje powstanie strefy nieczułości, gdyż rozruch silnika następu
Slajd71 (47) Gdzie powstają diamenty? diamenty powstają w warunkach wysokiego ciśnienia i temperatur
Img00230 234 elektrody o największej krzywiźnie. Powstają wtedy lokalne „miniwyładowania”, ogranicza
Slajd33 (105) Łącznie z promieniem zataczania powoduje powstanie momentu stabilizacyjnego
Slajd34 (98) Powoduje powstanie momentu stabilizacyjnego od bocznych
img009 (14) końcówki liczby mnogiej do takiego rzeczownika powoduje powstanie struktury uznawanej tr
IMG743 Wirusy powodujące powstawanie raków u człowieka Wirus rak kofaktor Ludzi wirus
pppggg1 POLITYKA GOSPODARCZA - EGZAMIN l. Niewystarczający popyt globalny powoduje powstawanie: a)
6 A. Matkowski, P. Musiał 17-20 nm3/d). Tak sytuacja powoduje występowanie wysokiego wskaźnika
IMGc51 (2) 198 Ziarniaki runkach tlenowych. Ma właściwości .antygenowe, powoduje powstawanie przeciw
więcej podobnych podstron