DSC00280
2 V
1.
O
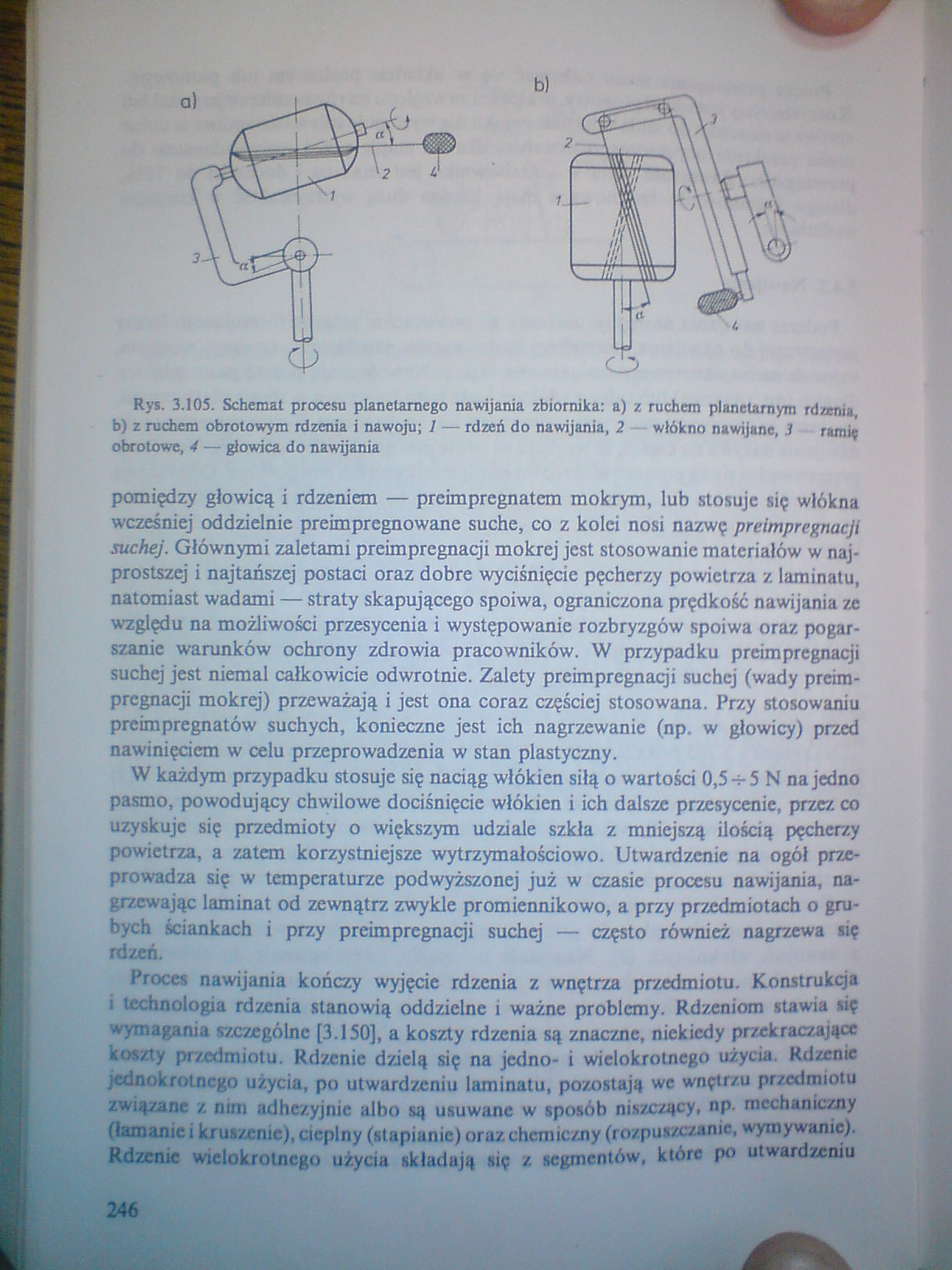
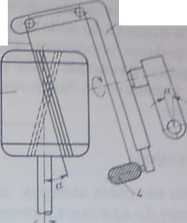
Rys. 3.105. Schemat procesu planetarnego nawijania zbiornika: a) z ruchem planetarnym rdzenia, b) z mchem obrotowym rdzenia i nawoju; 1 — rdzeń do nawijania, 2 — włókno nawijane, 3 ramię obrotowe, 4 — głowica do nawijania
pomiędzy głowicą i rdzeniem — preimpregnatem mokrym, lub stosuje się włókna wcześniej oddzielnie preimpregnowane suche, co z kolei nosi nazwę prelmpregnacjl suchej. Głównymi zaletami preimpregnacji mokrej jest stosowanie materiałów w najprostszej i najtańszej postaci oraz dobre wyciśnięcie pęcherzy powietrza z laminatu, natomiast wadami — straty skapującego spoiwa, ograniczona prędkość nawijania ze względu na możliwości przesycenia i występowanie rozbryzgów spoiwa oraz pogarszanie warunków ochrony zdrowia pracowników. W przypadku preimpregnacji suchej jest niemal całkowicie odwrotnie. Zalety preimpregnacji suchej (wady preimpregnacji mokrej) przeważają i jest ona coraz częściej stosowana. Przy stosowaniu preimpregnatów suchych, konieczne jest ich nagrzewanie (np. w głowicy) przed nawinięciem w celu przeprowadzenia w stan plastyczny.
W każdym przypadku stosuje się naciąg włókien siłą o wartości 0,5 -ś- 5 N na jedno pasmo, powodujący chwilowe dociśnięcie włókien i ich dalsze przesycenie, przez co uzyskuje się przedmioty o większym udziale szkła z mniejszą ilością pęcherzy powietrza, a zatem korzystniejsze wytrzymałościowo. Utwardzenie na ogół przeprowadza się w temperaturze podwyższonej już w czasie procesu nawijania, nagrzewając laminat od zewnątrz zwykle promiennikowo, a przy przedmiotach o grubych ściankach i przy preimpregnacji suchej — często również nagrzewa się rdzeń.
Proces nawijania kończy wyjęcie rdzenia z wnętrza przedmiotu. Konstrukcja i technologia rdzenia stanowią oddzielne i ważne problemy. Rdzeniom stawia się wymagania szczególne [3.150], a koszty rdzenia są znaczne, niekiedy przekraczające koszty przedmiotu. Rdzenie dzielą się na jedno- i wielokrotnego użycia. Rdzenie jednokrotnego użycia, po utwardzeniu laminatu, pozostają we wnętrzu przedmiotu związane z nim adhezyjnie albo są usuwane w sposób niszczący, np. mechaniczny (łamanie i kruszenie), cieplny (stapianie) oraz chemiczny (rozpuszczanie, wymywanie). Rdzenie wielokrotnego użycia składają się z segmentów, które po utwardzeniu
246
Wyszukiwarka
Podobne podstrony:
Rys. 3.10S. Schemat procesu planetarnego nawijania zbiornika: a) z ruchem planetarnym rdzenia, b) z
Rys. 8.1. Ogólny schemat procesu modelowania i analizy konstrukcji [23]
DSC00262 (23) Rys. 30.2. Schemat połączeń fotoelementów i mikroamperomierza30.3. Wykonanie ćwiczenia
DSCN3873 ~/z:BBPOiY hAPEDOm uoo m sooo looootrfs* Rys. 105. Schemat pracy l f
metalurgia027 52 Rys, 2.32, Schemat procesu wielkopiecowego (a) i instalacji wielkopiecowej (b): l -
metalurgia053(1) 106 106 Rys. 3.26. Schemat procesu formowania z „obieraniem”; a) ustawienie na płyc
BaBł-HS ENERGETYKA I EKOLOGIAro_ CMFgia mecóanięzna Rys. 22. Schemat procesu technologicznego elektr
Rys. 9.23. Schemat procesu cięcia łukowo-tlenowego9.2.4. Cięcie łukowe ręczne elektrodą
Elektroda (drut) Rys. 11.6. Schemat procesu spawania elektrożużlowego Rys. 11.7. Schemat tworzenia s
2tom027 2. URZĄDZENIA SPAWALNICZE 56 Rys. 2.23. Schemat procesu spawania elektrodą nietopliwą: a) be
OMiUP t2 Gorski 4 Rys. 6.48. Schemat hydrauliczny wciągarki cumowniczej: I — zbior
OMiUP t2 Gorski 5 Rys. 6.49. Schemat hydrauliczny wciągarki ładunkowej: 1 — zbiornik, 2 — pompa głów
10 Rys. 12. Schemat i zdjęcie nawijania zbiornika Zaletą procesu autoklawowego jest bardzo dobra jak
12 Rys. 1. Schemat procesu wtryskiwania mikrowarstwowego: a) przebieg procesu, b) układ zasilający o
więcej podobnych podstron