DSCN0468
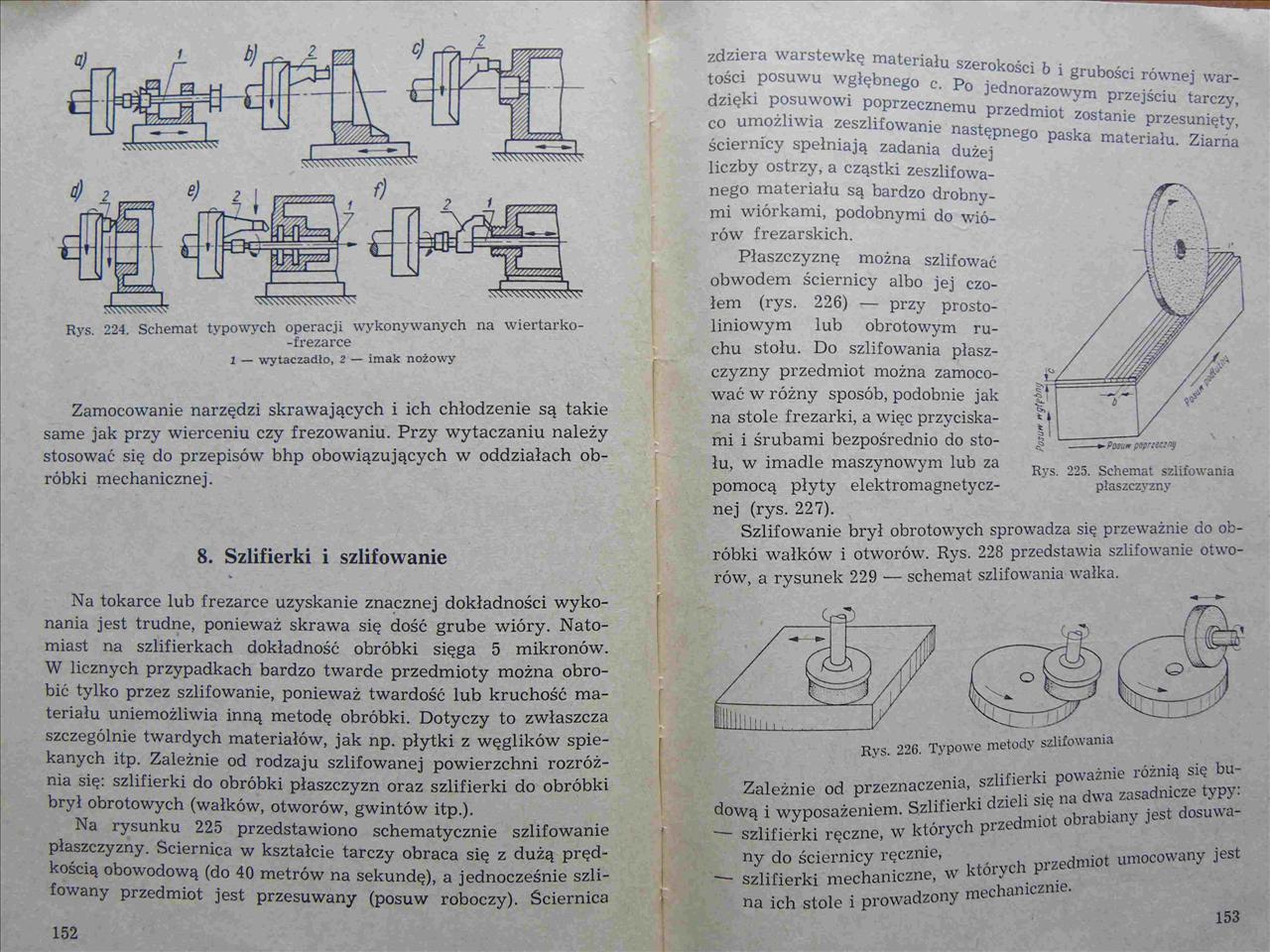

l — wytaczadło, 2 — imak nożowy
Zamocowanie narzędzi skrawających i ich chłodzenie są takie same jak przy wierceniu czy frezowaniu. Przy wytaczaniu należy stosować się do przepisów bhp obowiązujących w oddziałach obróbki mechanicznej.
8. Szlifierki i szlifowanie
*
Na tokarce lub frezarce uzyskanie znacznej dokładności wykonania jest trudne, ponieważ skrawa się dość grube wióry. Natomiast na szlifierkach dokładność obróbki sięga 5 mikronów. W licznych przypadkach bardzo twarde przedmioty można obrobić tylko przez szlifowanie, ponieważ twardość lub kruchość materiału uniemożliwia inną metodę obróbki. Dotyczy to zwłaszcza szczególnie twardych materiałów, jak np. płytki z węglików spiekanych itp. Zależnie od rodzaju szlifowanej powierzchni rozróżnia się: szlifierki do obróbki płaszczyzn oraz szlifierki do obróbki brył obrotowych (wałków, otworów, gwintów itp.).
Na rysunku 225 przedstawiono schematycznie szlifowanie płaszczyzny. Ściernica w kształcie tarczy obraca się z dużą prędkością obowodową (do 40 metrów na sekundę), a jednocześnie szlifowany przedmiot jest przesuwany (posuw roboczy). Ściernica
nego materiału są bardzo drobnymi wiórkami, podobnymi do wiórów frezarskich.
zdziera warstewkę materiału szerokości b i • .
tości posuwu wgłębnego c Pr i ^ grubości równej war-
dz*ki posuwowi8 popSec^u t-zy,
CO umożliwia zeszlifowanie następnego n f°Stanie Przesun^ty. ściernicy spełniają zadania dużej ? S * matenalu‘ Ziarna liczby ostrzy, a cząstki zeszlifowa-
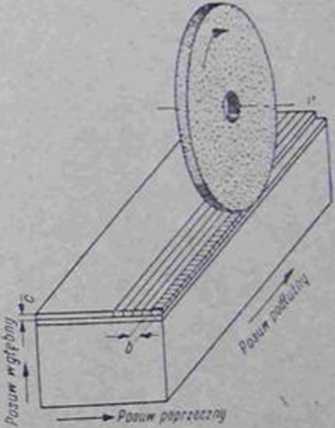
Rys. 225. Schemat szlifowania płaszczyzny
Płaszczyznę można szlifować obwodem ściernicy albo jej czołem (rys. 226) — przy prostoliniowym lub obrotowym ruchu stołu. Do szlifowania płaszczyzny przedmiot można zamocować w różny sposób, podobnie jak na stole frezarki, a więc przyciskami i śrubami bezpośrednio do stołu, w imadle maszynowym lub za pomocą płyty elektromagnetycznej (rys. 227).
Szlifowanie brył obrotowych sprowadza się przeważnie do obróbki wałków i otworów. Rys. 228 przedstawia szlifowanie otwo-
rów, a rysunek 229 — schemat szlifowania wałka.
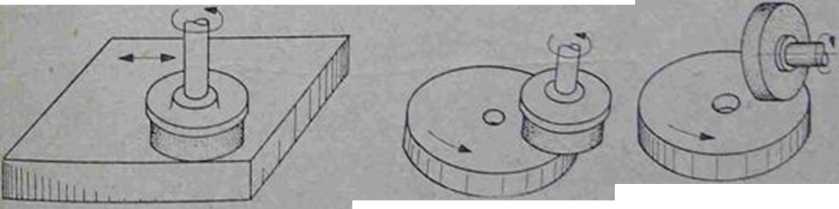
Rys. 226. Typowe metody szlifowania
„lifierki poważnie różnią się bu-Zależnie od przeznaczenia, ^ dwa zasadnicze typy:
dową i wyposażeniem. obrabiany jest dosuwa-
— szlifierki ręczne, w których p
umocowany jest
których przedmiot
mechanicznie.
ny do ściernicy ręcznie, — szlifierki mechaniczne, w na ich stole i prowadzony
153
Wyszukiwarka
Podobne podstrony:
scan018 76 AKKADHS2 GRA2ZTZ Podobny chwyt stosują reporterzy NG, jednak ich pobudki nie są takie sam
DSC08677 (4) ,iurvczną własnością każdego pierwotworu. Są-ie “ ich poetyckie były takie same, jakie
Pomimo zróżnicowanych zadań kompilatorów, podstawowe ich funkcje pozostają takie same. Kompilatory
CCF20110103�003 c) Część łącząca nic odgrywa bezpośredniej roli ani w procesie skrawania, ani przy z
P_W02 Ma wiedzę w zakresie budowy narzędzi skrawających i stosowanych do ich wykonania materiałów K
1SANDVIKI TOCZENIE I FREZOWANIE I WIERCENIE I WYTACZANIE I SYSTEMY NARZĘDZIOWENowe narzędzia skrawaj
25. Powłoki ochronne na ostrza narzędzi skrawających 26. Co to j
Stale szybkotnące Stale szybkotnące stosowane są na narzędzia skrawające pracujące w bardzo ciężkich
S5002590 Naukowe podstawy udowadniają że procesy kriogeniczne zwiększają odporność narzędzi skrawają
Nowy system służy do obrobki tokarskiej gwintów o dowolnych zarysach. Dzięki zamocowaniu płytki skra
IMGe88 [slajdy] 1 mc Ogólny opis ■ Sialony łączy cechy azotku krzemu i tlenku aluminium; narzędzia
Frezowanie współbieżne We frezowaniu współbieżnym, narzędzie skrawające porusza w kierunku obrotu. •
A REMASZ g^^narzędzia skrawające
więcej podobnych podstron