DSCN0472
nvmi jak elektrokorund i karborund. Ściernice elektrokorund^ maTa dić dużą twardość i są używane do ostrzenia narzędzi. Sdernicekarborundowe są twardsze niż elektrokorundowe i dla-fego nadają się do obróbki węglików spiekanych. Na jakość ścter-
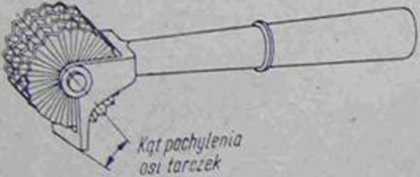
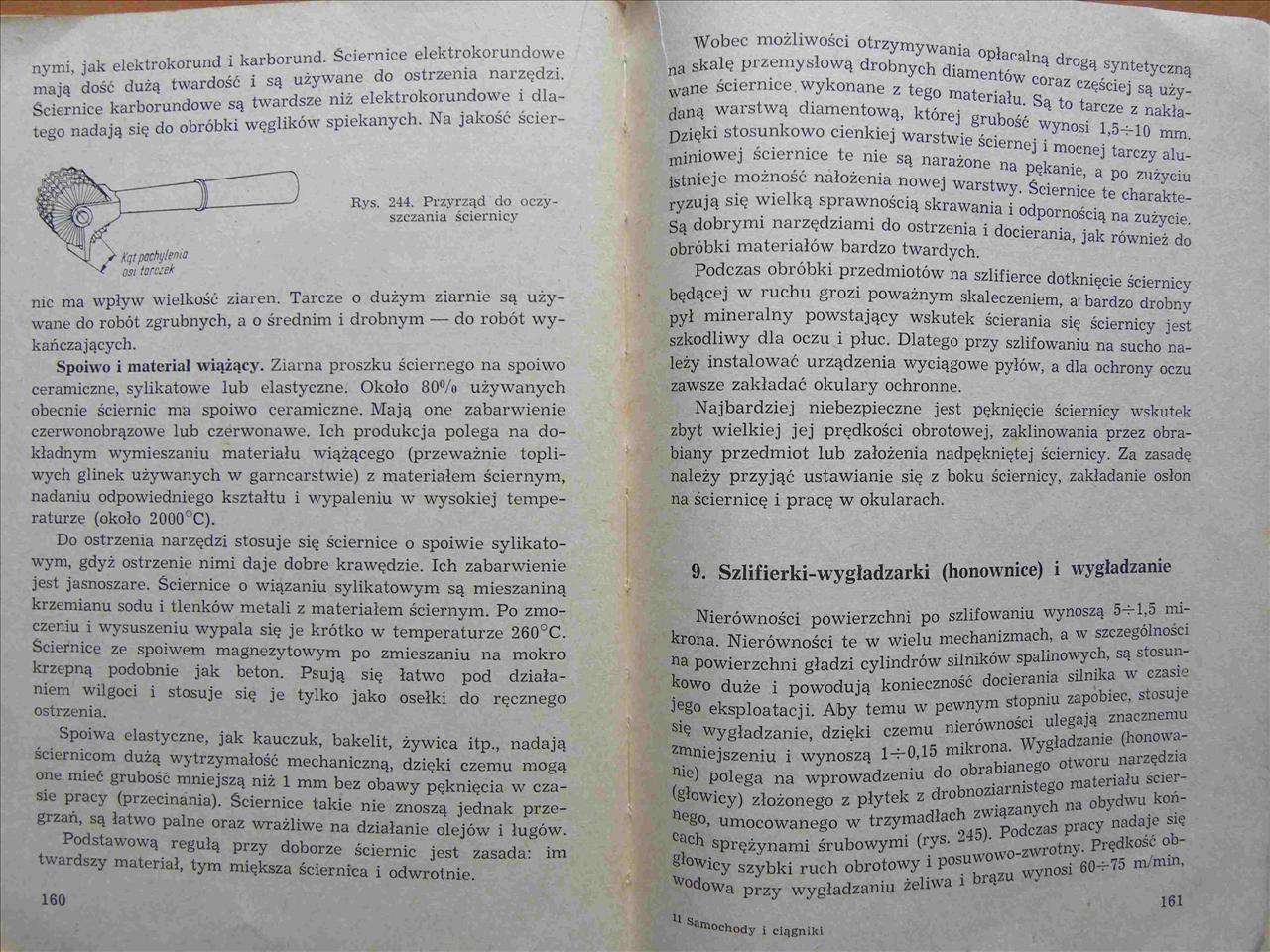
Rys. 244. Przyrząd do oczyszczania ściernicy
nic ma wpływ wielkość ziaren. Tarcze o dużym ziarnie są używane do robót zgrubnych, a o średnim i drobnym — do robót wykańczających.
Spoiwo i materiał wiążący. Ziarna proszku ściernego na spoiwo ceramiczne, sylikatowe lub elastyczne. Około 80% używanych obecnie ściernic ma spoiwo ceramiczne. Mają one zabarwienie czerwonobrązowe lub czerwonawe. Ich produkcja polega na dokładnym wymieszaniu materiału wiążącego (przeważnie topli-wych glinek używanych w garncarstwie) z materiałem ściernym, nadaniu odpowiedniego kształtu i wypaleniu w wysokiej temperaturze (około 2000°C).
Do ostrzenia narzędzi stosuje się ściernice o spoiwie sylikato-wym, gdyż ostrzenie nimi daje dobre krawędzie. Ich zabarwienie jest jasnoszare. Ściernice o wiązaniu sylikatowym są mieszaniną krzemianu sodu i tlenków metali z materiałem ściernym. Po zmoczeniu i wysuszeniu wypala się je krótko w temperaturze 260cC. Ściernice ze spoiwem magnezytowym po zmieszaniu na mokro krzepną podobnie jak beton. Psują się łatwo pod działaniem wilgoci i stosuje się je tylko jako osełki do ręcznego ostrzenia.
Spoiwa elastyczne, jak kauczuk, bakelit, żywica itp., nadają ściernicom dużą wytrzymałość mechaniczną, dzięki czemu mogą one mieć grubość mniejszą niż 1 mm bez obawy pęknięcia w czasie ptacj (pi zecinania). Ściernice takie nie znoszą jednak prze-grzan, Są iatwo palne oraz wrażliwe na działanie olejów i ługów.
twa rl Sta"0','ą. P‘'zy doborze ściernic jest zasada: im
twardszy materiał, tym miększa ściernica i odwrotnie.
Wobec możliwości otrzymywania opłacalna a na skalę przemysłową drobnych diamentów ! gą syntetyczną wane ściernice wykonane z tego materiału f^ej Są u+ daną warstwą diamentową, której grubość ^ °0 ^.Z nak!a-DziĘki stosunkowo cienkiej warstwie ściemni i ° 7 ° mm'
miniowej ściernice te „ie „ istnieje .nośność nolośeni, „„„ej
ryzują się wielką sprawnością skrawania i odpornością na zużyde Są dobrymi narzędziami do ostrzenia i docierania, jak również do obróbki materiałów bardzo twardych.
Podczas obróbki przedmiotów na szlifierce dotknięcie ściernicy będącej w ruchu grozi poważnym skaleczeniem, a bardzo drobny pył mineralny powstający wskutek ścierania się ściernicy jest szkodliwy dla oczu i płuc. Dlatego przy szlifowaniu na sucho na-leży instalować urządzenia wyciągowe pyłów, a dla ochrony oczu zawsze zakładać okulary ochronne.
Najbardziej niebezpieczne jest pęknięcie ściernicy wskutek zbyt wielkiej jej prędkości obrotowej, zaklinowania przez obrabiany przedmiot lub założenia nadpękniętej ściernicy. Za zasadę należy przyjąć ustawianie się z boku ściernicy, zakładanie osłon na ściernicę i pracę w okularach.
9. Szlifierki-wygladzarki (honownice) i wygładzanie
Nierówności powierzchni po szlifowaniu wynoszą 5 . 1.5 mi •ona. Nierówności te w wielu mechanizmach, a w szc“&° _ i powierzchni gładzi cylindrów silników spa ’ asi,s
>wo duże i powodują koniecz^ć^nia silnik^ ^
go eksploatacji. Aby temu w pew . P znaCznemu
* wygładzanie, dzięki czemu (bonowa-
nniejszeniu i wynoszą 1-t-0,1o mri q otvvoru narzędzia
le) polega na wprowadzeniu do o iaJ‘ materiału ścier-
łowicy) złożonego z płytek z cłro no' , na obydwu kon-
Ligo, umocowanego w trzy mad ac i z pocjczas pracy nadaje się ich sprężynami śrubowymi 0\YS- - 0 ‘ zwrotny. Prędkość ob-towicy szybki ruch obrotowy i Posu Wvnosi 60+75 m. nun. °dowa przy wygładzaniu żeli^a 1 ^
'ochody i ciągniki
Wyszukiwarka
Podobne podstrony:
DSCN0472 nymi, jak elektrokorund i karborund. Ściernice elektrokorundowi mają dość dużą twardość i s
skanuj0002 Reszta konstrukcji jest taka sama jak w elektrodzie Clarka. W przypadku elektrody galwani
jak elektrony są przenoszone M two high-energy olectrons from sugar oxidation H / H OIb
1tom345 13. ELEKTROTERMIA 692 Piece o częstotliwości sieciowej są zasilane podobnie jak kanałowe (tr
W układzie równoległym zarówno silnik spalinowy jak i elektryczny napędzają koła, a moc z obu tych ź
Wydziału IŚiE 24 Komora klimatyczna ogrzewania (urządzenie ziębniczc. kocioł elektryczny, mata
38317 Zdjęcie0232 (4) wą, zarówno w mikroskopio świetlnym, jak i elektronowym, komórki gruczołu śród
gta5 clo masy elektrycznej, zaś drugim, trzymanym jedna ręka dotykamy do punktu pomiarowego. Na
skrypt101 elektrycznej są podobne do pokazanych na rysunkach 5.9 i fcfck:- k:. w których występuje p
Image54 ■1DACH OTWIERANYDach otwierany elektrycznie Dach może być albo podnoszony z tyłu do góry alb
ocenami dziecka w dzienniku elektronicznym. Dla rodziców, którzy me mają dostępu do dziennika elektr
więcej podobnych podstron