DSCN0623
Kształtowanie reduktorów
a) 6)
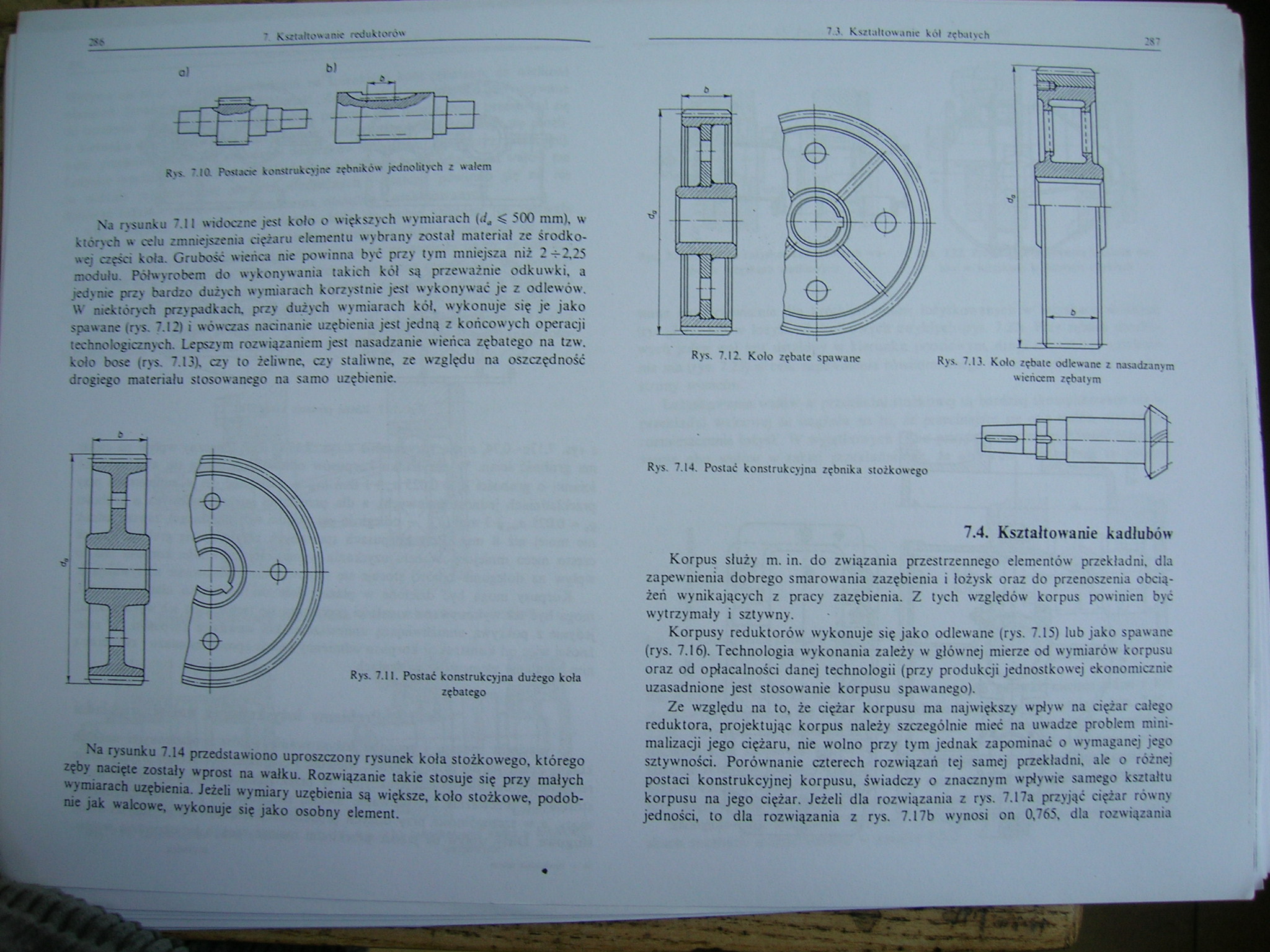
R>s 7.10. ft>«aor konstrukcyjne zębników jednolitych z walem
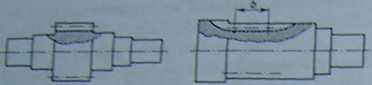
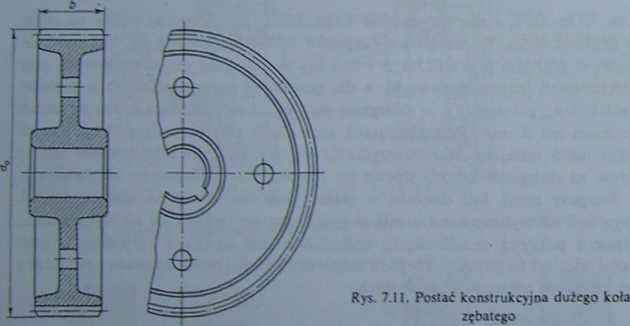
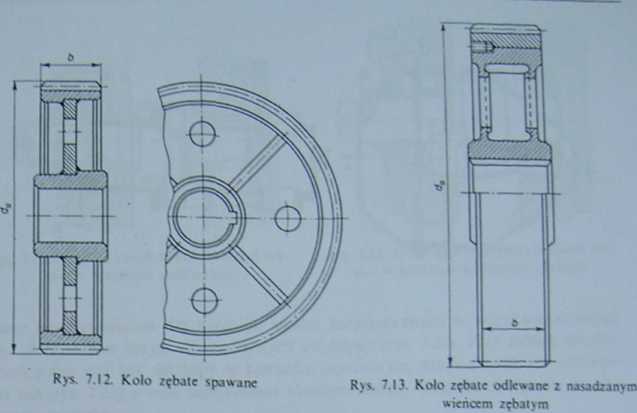
Na rysunku 7,11 widoczne jest koło o większych wymiarach (i/, < 500 mm), w których w celu zmniejszenia ciężaru elementu wybrany został materiał ze środkowej części koła. Grubość wieńca nie powinna być przy tym mniejsza niż 2-t-2,25 modułu. Półwyrobem do wykonywania takich kół są przeważnie odkuwki, a jedynie przy bardzo dużych wymiarach korzystnie jest wykonywać je z odlewów. \V niektórych przypadkach, przy dużych wymiarach kół, wykonuje się je jako spawane (rys. 7.12) i wówczas nacinanie uzębienia jest jedną z końcowych operacji technologicznych. Lepszym rozwiązaniem jest nasadzanie wieńca zębatego na tzw. koło bose (rys. 7.13), czy to żeliwne, czy staliwne, ze względu na oszczędność drogiego materiału stosowanego na samo uzębienie.
Na rysunku 7.14 przedstawiono uproszczony rysunek koła stożkowego, którego zęby nacięte zostały wprost na wałku. Rozwiązanie takie stosuje się przy małych wymiarach uzębienia. Jeżeli wymiary uzębienia są większe, koło stożkowe, podobnie jak walcowe, wykonuje się jako osobny element.
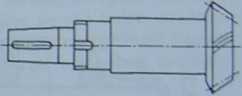
R)-s. 7.14. Posiać konstrukcyjna zębnika stożkowego
7.4. Kształtowanie kadłubów
Korpus służy m. in. do związania przestrzennego elementów przekładni, dla zapewnienia dobrego smarowania zazębienia i łożysk oraz do przenoszenia obciążeń wynikających z pracy zazębienia. Z tych względów korpus powinien być wytrzymały i sztywny.
Korpusy reduktorów wykonuje się jako odlewane (rys. 7.15) lub jako spawane (rys. 7.16). Technologia wykonania zależy w głównej mierze od wymiarów korpusu oraz od opłacalności danej technologii (przy produkcji jednostkowej ekonomicznie uzasadnione jest stosowanie korpusu spawanego).
Ze względu na to, że ciężar korpusu ma największy wpływ na ciężar całego reduktora, projektując korpus należy szczególnie mieć na uwadze problem minimalizacji jego ciężaru, nie wolno przy tym jednak zapominać o wymaganej jego sztywności. Porównanie czterech rozwiązań tej samej przekładni, ale o różnej postaci konstrukcyjnej korpusu, świadczy o znacznym wpływie samego kształtu korpusu na jego ciężar. Jeżełi dla rozwiązania z rys. 7.17a przyjąć ciężar równy jedności, to dla rozwiązania z rys. 7.17b wynosi on 0,765, dla rozwiązania
Wyszukiwarka
Podobne podstrony:
DSCN0626 292 7. Kształtowanie reduktorów Rys. 7.25. Łożyskowanie stożkowego zębnika w łożyskach
DSCN0621 7. Kształtowanie reduktorów7.1. Informacje wstępne Kształtując reduktory zębate należy kier
,10. KONSTRUOWANIE ODLEWANYCH KORPUSÓW, POKRYW I INNYCH CZĘŚCI REDUKTORÓW [6], [8], [10], [26], [27]
092 2 1.5.10. KONSTRUOWANIE ODLEWANYCH KORPUSÓW, POKRYW I INNYCH CZĘŚCI REDUKTORÓW [6], [8], [10], [
092 2 1.5.10. KONSTRUOWANIE ODLEWANYCH KORPUSÓW, POKRYW I INNYCH CZĘŚCI REDUKTORÓW [6], [8], [10], [
1.5.10. KONSTRUOWANIE ODLEWANYCH KORPUSÓW, POKRYW I INNYCH CZĘŚCI REDUKTORÓW [6], [8], [10], [26], [
,10. KONSTRUOWANIE ODLEWANYCH KORPUSÓW, POKRYW I INNYCH CZĘŚCI REDUKTORÓW [6], [8], [10], [26], [27]
,10. KONSTRUOWANIE ODLEWANYCH KORPUSÓW, POKRYW I INNYCH CZĘŚCI REDUKTORÓW [6], [8], [10], [26], [27]
DSCN0622 284 7. Kształtowanie reduktorów Rys. 7.4. Schemat reduktora dwustopniowego Ryt, 7.5. Schema
DSCN0625 290 7. Kształtowanie reduktorów W pływa on m.in. na rozkład obciążeń na szerokości koła zęb
kurmaz092 921.5.10. KONSTRUOWANIE ODLEWANYCH KORPUSÓW, POKRYW I INNYCH CZĘŚCI REDUKTORÓW [6], [8], [
skanuj0152 (10) Rys. 7.6. Szczegóły konstrukcji połączeń ze sprężynami naciskowymi [3, 4] zapewnić o
IMG089 89 89 Rys. 7.10 Rysunek do przykładu 7.6.6 Rozwiaaanie Obliczamy reaktanoje - 10 ft 10“ - 20Q
więcej podobnych podstron