img005 5
,0
Dopasowywania Bola nieć równie! na cela zabezpieczenie szczelności złącza dwa poZlerzobni lab odpowiedniej jakości ruchomych połączeń i np. łożysk. Prace dopasowywania tą nader pracochłonne w związku z niski* stopniem ich mechanizacji, dlatego osiągają one naw.it 50£ ogólnej pracochłonności montażu.
k. Kechanizacja piłowania jest przeprowadzana przez stosowanie prze-& nośnych naażynek pneumatycznych lab elektrycznych z rotacyjnymi pilni-£, k«Bi o rólnych kształtach. Obcinanie wykonuje się młotkami pneumatycz-
*y*i.
Do skrobania są stosowane specjalne maszyny, > których narzędzie KyjM* prowadzone ręcznie, a ruchy robocze wykonuje maszyna. Obecnie dą->7 do zastąpienia skrobania - stanowiącego najbardziej pracochłoń-sposób dopasowywania-szlifowaniec.
Cowych
*5. Zasadę regulowania wzajemnego położenia części przy pomocy ele-regnloryjnych stosuje się w przypadkach podobnych jak dopaso-Skompen3owanie błędów wykonania wymiarów elementów wchodzą-w'skład łańcucha wymiarowego uzyskuje iię pr2ez wprowadzenie do-elementów /np. podkładek/ zwanych kompensatorami. Elementy syjna należy wprowadzić w takim miejscu Urządzenia, aby wpłyną zmianę tylko jednego łańcucha wymiarowego. W przeciwnym przy-przy regulowaniu jednego łańcucha naruszałoby się drugi łańcuch, toapensacja może być skokowa, gdy wprowadza się podkładki róż-grubośoi umożliwiające uzyskanie zmian skokowych odpowiadających
ieh^uboóci, bądź ciągła - przez zastosowanie klina lub gwintu.
L
2. PRACE M0NTA20WŁ
Połączenia części przy montażu mogą być stałę^- zapewniające wzajemne niezmienne połączenie montowanych części - ruchowa - umożli-' wiające określone przesunięcie montowanych części Wzglądem siebie.
Połączenia stałe mogą być:
f. nierozłączne, gdy z kilku składowych części otrzymuje się jedną ozęść złożoną. Otrzymuje się je przez spawanie, nitowanie, lutowanie, klejenie, zawalcowywanie, zalewanie stopami łatwotopllwyol i osadzanie na gorąco.
2. rozłączne, które umożliwiają ewentualne zdemontowanie połączenia ozęści bez ich uszkodzenia, wykonuje się je przez łączenie śrubami, skręcanie na gwint, łączenie kołkami, klinami oraz przez stosowanie połączeń wciskowych.
2.1. Połączenie gwintowe
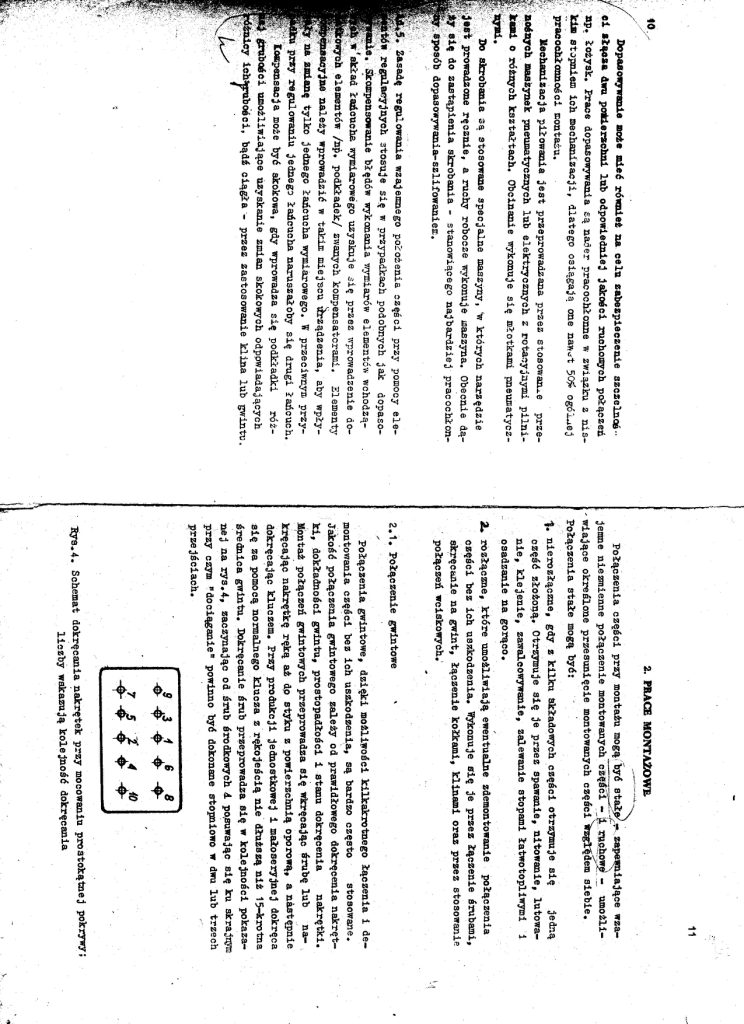
Połączenia gwintowe, dzięki możliwości kilkakrotnego łączenia i demontowania części bez ich uszkodzenia, są bardzo często stosowane. Jakość połączenia gwintowego zależy od prawidłowego dokręcenia nakrętki, dokładności gwintu, prostopadłości i stanu dokręcenia nakrętki. Montaż połączeń gwintowych przeprowadza się wkręcając śrubę lub nakręcając nakrętkę ręką aż do styku z powierzchnią oporową, a następnie dokręcając kluczem. Przy produkcji jednostkowej 1 małoseryjnej dokręca się za pomocą normalnego klucza z rękojeścią nie dłuższą niż 15-krotna średnica gwintu. Dokręcanie śrub przeprowadza się w kolejności pokazanej na rys.4, zaczynając od śrub środkowych A. posuwając się ku skrajnyr przy czym "dociąganie* powinno być dokonane stopniowo w dwu lub trzech przejściach.
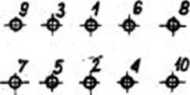
-Ryg„4. Schemat dokręcania nakrętek przy mocowaniu prostokątnej pokrywy; liczby wskazują kolejność dokręcania
Wyszukiwarka
Podobne podstrony:
Wskazano również na problem ze stosowaniem proponowanych przez literaturę miar, a wynikający w główn
Automatyczny podział sygnału na fragmenty pozwalał również na eliminację fragmentów o małej amplitud
nę Tatr, jak również na szczyt Babiej Góry. W ogólności niebezpieczeństwo chodzenia po Tatrach da si
I 2. MIESZKO I.
I 2. MIESZKO I.
skanuj0020 14 Przedstawione niżej zasady interpretacji oparte sq na wynikach analizy czynnikowej jak
Skanujh Gruczoły układu pokarmowego Wymienione właściwości sekretyny mają na celu zabezpieczenie poc
2$PRN J50 rozbijane były w kawałki i wrzucane do Dunaju* Przypuszczalnie również i
Kryzys kredytowy już w jaskiniach Załamanie rynku kredytów mieszkaniowych w USA odbija się również n
Problemy ergonomiczne Należy przy tym mieć również na uwadze, że częstość pomyłek popełnianych przez
PwTiR182 362 Rozdział 10 w innych pomieszczeniach hotelowych), jak również na całym terenie należący
Grupę nośności podłoża (G,) można ustalić również na podstawie wskaźnika nośności gruntu (CBR) -
i świadoma polityka pozyskiwania zbiorów, polegająca również na realizacji potrzeb zakładów i katedr
82 Programując retencję w zlewni Drwęcy należy mieć również na uwadze potrzeby województwa kujawsko
Crosstalk /141823-LLP-1 -2008-1 -DE-Grundtvig_GMP / 2008-3430/001-001 Zależało nam również na stymul
5 także do centralnego ogrzewania. Dostępne są również na rynku dynamiczne piece akumulacyjne pozwal
więcej podobnych podstron