M Feld TBM060
I. Nazwa zakładu
II. Dział
VI. Szkic części (wymiary i znaki obróbki)

III. Oddział
VII.
Me
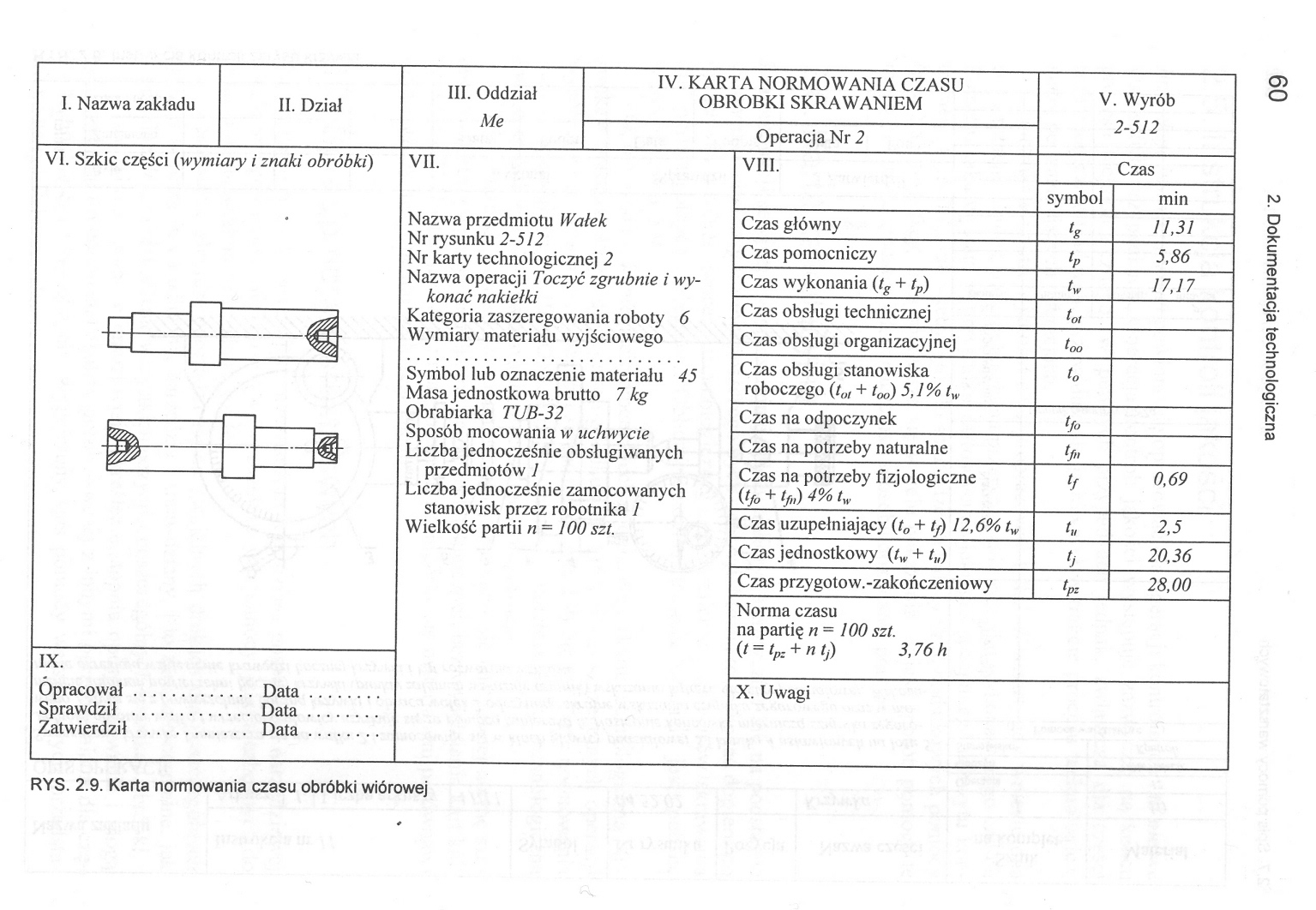
Nazwa przedmiotu Wałek Nr rysunku 2-512 Nr karty technologicznej 2 Nazwa operacji Toczyć zgrubnie i wykonać nakiełki
Kategoria zaszeregowania roboty 6 Wymiary materiału wyjściowego
Symbol lub oznaczenie materiału 45 Masa jednostkowa brutto 7 kg Obrabiarka TUB-32 Sposób mocowania w uchwycie Liczba jednocześnie obsługiwanych przedmiotów 1
Liczba jednocześnie zamocowanych stanowisk przez robotnika 1 Wielkość partii n= 100 szt.
IV. KARTA NORMOWANIA CZASU OBROBKI SKRAWANIEM
V. Wyrób
|
Operacja Nr 2 |
2-512 | |
|
VIII. |
Czas | |
|
symbol |
min | |
|
Czas główny |
‘g |
11,31 |
|
Czas pomocniczy |
‘p |
5,86 |
|
Czas wykonania (tg + tp) |
tw |
17,17 |
|
Czas obsługi technicznej |
tol | |
|
Czas obsługi organizacyjnej |
too | |
|
Czas obsługi stanowiska roboczego (/„, + tou) 5,1% lw |
to | |
|
Czas na odpoczynek |
‘Jo | |
|
Czas na potrzeby naturalne |
‘fn | |
|
Czas na potrzeby fizjologiczne Ufo + tf>) 4%tw |
‘f |
0,69 |
|
Czas uzupełniający (tQ + tj) 12,6% tw |
tl, |
2,5 |
|
Czas jednostkowy (/,„ +1„) |
‘i |
20,36 |
|
Czas przygotow.-zakończeniowy |
tp. |
28,00 |
Norma czasu na partię n= 100 szt.
(t = tp; + n tj) 3,76 h
05
O
2. Dokumentacja technologiczna
IX.
Opracował.............Data
Sprawdził .............Data
Zatwierdził............ Data
X. Uwagi
RYS. 2.9. Karta normowania czasu obróbki wiórowej
Wyszukiwarka
Podobne podstrony:
M Feld TBM062 I. Nazwa zakładu II. Dział VI. Szkic części (wymiary i znaki obróbki) III. Oddział VII
M Feld TBM568 568 12. Projektowanie procesu technologicznego dla części płaskich12.7. Możliwości obr
DZIAŁ VI ZAKŁAD GÓRNICZY, JEGO RUCH ORAZ RATOWNICTWO GÓRNIC! Rozdział 1 Planowanie przestrzenne na t
M Feld TBM056 Nazwa INSTRUKCJA OBRÓBKI CIEPLNEJ 15 Nazwa części Nr części zakładu Ark./Ilość ark.
M Feld TBM057 Nazwa zakładu Instrukcja nr 11 Arkusz I Liczba arkuszy [ 1/3 OPIS OPERACJI: Sprawdzeni
M Feld TBM059 Nazwa zakładu Instrukcja nr 11 Symbol Nr rysunku Pozycja Nazwa części Arkusz
M Feld TBM064 Nazwa zakładu SPIS POMOCY WARSZTATOWYCH Cecha wyrobu Fula Nazwa części Widełki dolne N
M Feld TBM065 Nazwa zakładu PROCES TECHNOLOGICZNY Cecha wyrobu OZ Nr części 01.15. Nazwa
M Feld TBM182 Nazwa zakładu Karta programowa NUMS-320T Nr programu 2.3.02./2 Nazwa części Rolka
M Feld TBM357 Nazwa zakładu Instrukcja Nr 1 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM358 Nazwa zakładu Instrukcja Nr 2 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM359 Nazwa zakładu Instrukcja Nr 3 Arkusz 1 Liczba arkuszy 1OPIS OPERACJI 1. &n
M Feld TBM360 Nazwa zakładu Instrukcja Nr 4 Arkusz 1 Liczba arkuszy 1 OPIS OPERACJI 1. Frezować rowe
M Feld TBM361 Nazwa zakładu Instrukcja Nr 6 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM362 Nazwa zakładu Instrukcja Nr 7 Symbol Nr rysunku Pozycja Nazwa części Arkusz 1 Liczba
M Feld TBM366 Nazwa zakładu Instrukcja Nr 3 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM367 Nazwa zakładu Instrukcja Nr 4 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM368 Nazwa zakładu Instrukcja Nr 7 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
M Feld TBM435 Nazwa zakładu Instrukcja Nr 1 Symbol Nr rysunku Pozycja Nazwa części Sztuk na
więcej podobnych podstron