M Feld TBM182
|
Nazwa zakładu |
Karta programowa |
NUMS-320T |
Nr programu 2.3.02./2 | ||||||||||||
|
Nazwa części Rolka |
Nr rysunku |
Typ obrabiarki IZC-32N1 |
Czas trwania programu t = min |
Program opracował |
Stron | ||||||||||
|
Pozycja głowicy/ narzędzia |
Prędkości obrotowe wrzeciona | ||||||||||||||
|
1 |
hr. 117.26-3225 TNMM 160408 |
2 |
3 |
L. 171.35-3225 DNMG 150616 |
n, = 224; |
n2 = 280; «3 |
355 | ||||||||
|
4 |
5 |
hR. 136.17-0025 TPGN 160308 |
6 |
nA =450; |
«5 = 560 n6 |
■710 | |||||||||
|
N |
AX |
1 |
K |
M |
Symbol ruchu |
Stan licznika |
Uwagi | ||||||||
|
S |
T |
zL | |||||||||||||
|
% |
0 |
0 | |||||||||||||
|
N001 |
G00 |
X+ 010700 |
Z-010000 |
^_ |
107 |
-100 | |||||||||
|
N002 |
Z- 002600 |
S202 |
T0101 |
M04 |
-126 | ||||||||||
|
N003 |
G95 |
i | |||||||||||||
|
N004 |
GOI |
X- 056000 |
F0250 |
M08 |
T |
51 | |||||||||
|
N005 |
G00 |
X+ 000100 |
Z + 002500 |
T0100 |
52 |
-101 | |||||||||
|
N006 |
T0303 | ||||||||||||||
|
N007 |
X+ 011500 |
Z-004000 |
S203 |
167 |
-141 | ||||||||||
|
N008 |
Z-000800 |
<3 |
-149 | ||||||||||||
|
N009 |
GOI |
Z-043500 |
F0300 |
-1925 | |||||||||||
|
NO 10 |
G00 |
X+ 000200 |
Z + 000200 |
169 |
-1905 | ||||||||||
|
NO 11 |
Z + 004150 |
-149 | |||||||||||||
|
NO 12 |
X-000650 |
4 |
162,5 | ||||||||||||
|
NO 13 |
GOI |
X+ 003500 |
Z-043000 |
166 |
-192 | ||||||||||
|
NON |
G00 |
X+000200 |
Z + 000200 |
168 |
-190 | ||||||||||
|
N015 |
Z + 004100 |
-149 | |||||||||||||
|
NO 16 |
X- 000900 |
V |
159 | ||||||||||||
|
NO 17 |
GOI |
X+ 003500 |
Z-040000 |
"V |
162,5 |
-189 | |||||||||
|
N018 |
X+ 003500 |
Z-003000 |
-192 | ||||||||||||
|
NO 19 |
G00 |
Z + 004300 |
— ft* |
-149 | |||||||||||
|
N020 |
X-001495 |
151,05 | |||||||||||||
|
NO21 |
GOI |
X+ 005827 |
Z-005827 |
F0250 |
156,887 |
-154,827 | |||||||||
182 5. Technologiczne przygotowanie produkcji
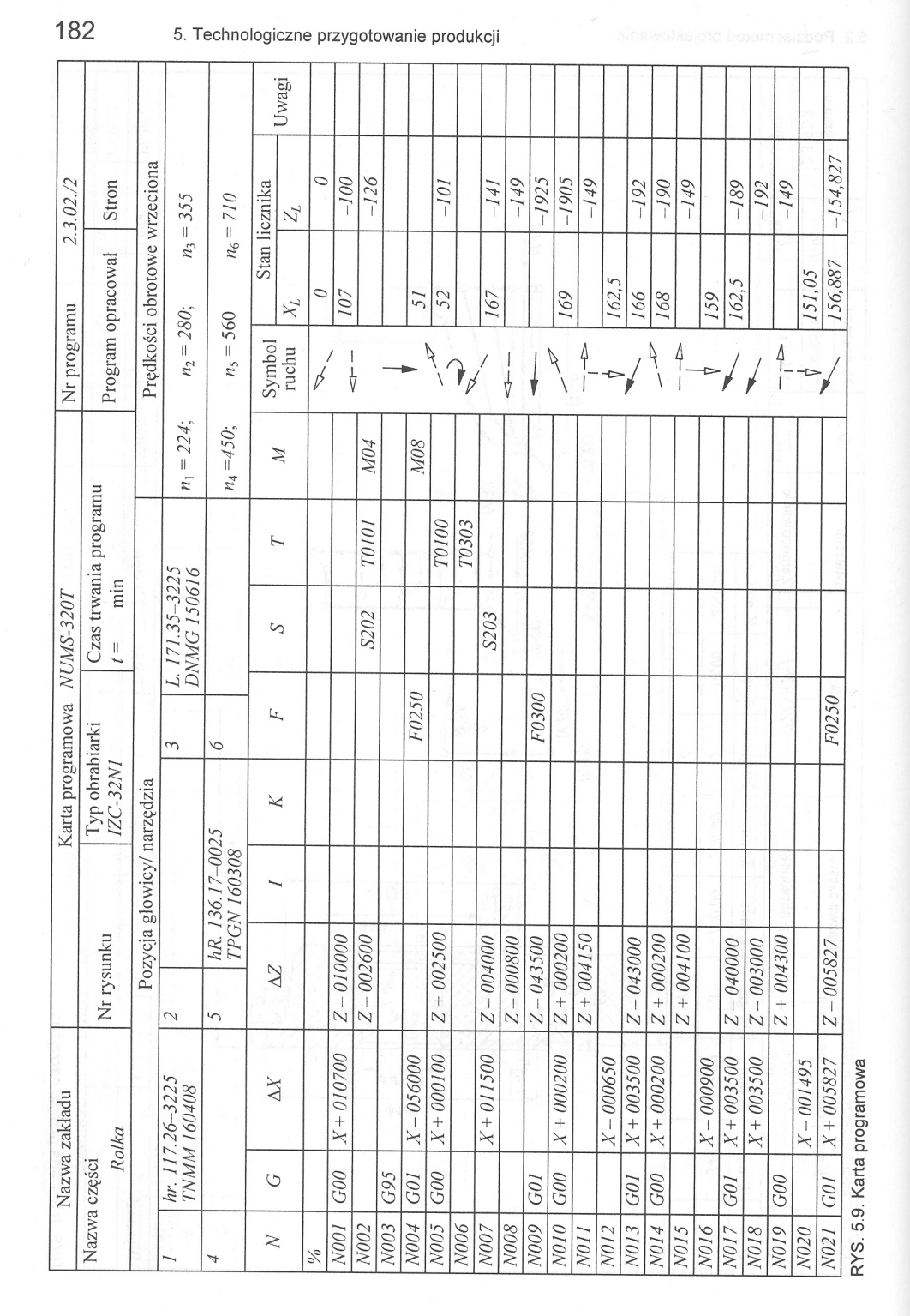
RYS. 5.9. Karta programowa
Wyszukiwarka
Podobne podstrony:
M Feld TBM180 Karta przejść narzędzia TO 100 Nazwa części Rolka Materiał Si 5 Nr operacji 2 Nr
M Feld TBM181 Karta przejść narzędzia TOIOO Nazwa części Rolka Materiał St 5 Nr operacji 2 Nr
M Feld TBM480 Karta programowa NUMS 320 T Nr programu PAPT/PK1 Nazwa części Ramią napinacza Nr rys.
M Feld TBM047 47 2.2. Instrukcja obróbki Nazwa zakładu KARTA TECHNOLOGICZNA Ark./L. ark. Symbol N
M Feld TBM062 I. Nazwa zakładu II. Dział VI. Szkic części (wymiary i znaki obróbki) III. Oddział VII
M Feld TBM446 Karta przejść narzędzia Nazwa części Tuleja Materia) 45 Nr operacji 20 Nr programu %50
M Feld TBM447 Karta programowa Sinumerik 81 OT Nr programu %50 Nazwa części Tuleja Nr rys. Rodź. TU
Nazwa i adres placówki: Termin realizacji praktyki Opiekun zakładowy praktyki PROGRAM PRAKTYKI
Nazwa i adres placówki: Termin realizacji praktyki Opiekun zakładowy praktyki PROGRAM PRAKTYKI
Nazwa i adres placówki: Termin realizacji praktyki Opiekun zakładowy praktyki PROGRAM PRAKTYKI
w2 3 rp- Nazwa zakładu KARTA TECHNOLOGICZNA Ark. 1 ark. Symbol .. Nr zlecenia Nr rys. 6003-02
Karta technologiczna dla produkcji małoseryjnej. Zakład Wyrób TC-40 Nazwa części Kolo
M Feld TBM044 44 2. Dokumentacja technologiczna Zakład Wyrób TC-40 Nazwa części Koło zębate pośred
M Feld TBM056 Nazwa INSTRUKCJA OBRÓBKI CIEPLNEJ 15 Nazwa części Nr części zakładu Ark./Ilość ark.
M Feld TBM057 Nazwa zakładu Instrukcja nr 11 Arkusz I Liczba arkuszy [ 1/3 OPIS OPERACJI: Sprawdzeni
M Feld TBM059 Nazwa zakładu Instrukcja nr 11 Symbol Nr rysunku Pozycja Nazwa części Arkusz
M Feld TBM060 I. Nazwa zakładu II. Dział VI. Szkic części (wymiary i znaki obróbki) III. Oddział VII
więcej podobnych podstron